Additive manufacturing (AM) offers the possibility to produce components in a resource-efficient and environmentally friendly way. AM can also be used to optimise the design of components in mechanical and physical terms. In this way, functionally integrated, lightweight, highly efficient, and innovative components can be manufactured with the help of additive manufacturing in terms of Industry 4.0. The development of drivetrains for electromobility offers far more potential than simply replacing the combustion engine with an electric motor. With the possibility of power-specific AM design, and the resulting wide variety of electric machine designs, new drivetrain topologies can be designed. The gradual reduction in mechanical drive components improves the overall efficiency of the drivetrain (tank to wheel). With regard to metal 3D printing, it is possible to combine components, functionalise them, and design them using lightweight construction approaches, so as to incur weight and component savings.
- electromobility
- additive manufacturing (AM)
- metal 3D printing
1. Materials

2. AM According to a Drivetrain Hybrid/Battery Electric Vehicle
-
mechanically stressed components;
-
functional components;
-
thermally stressed components.
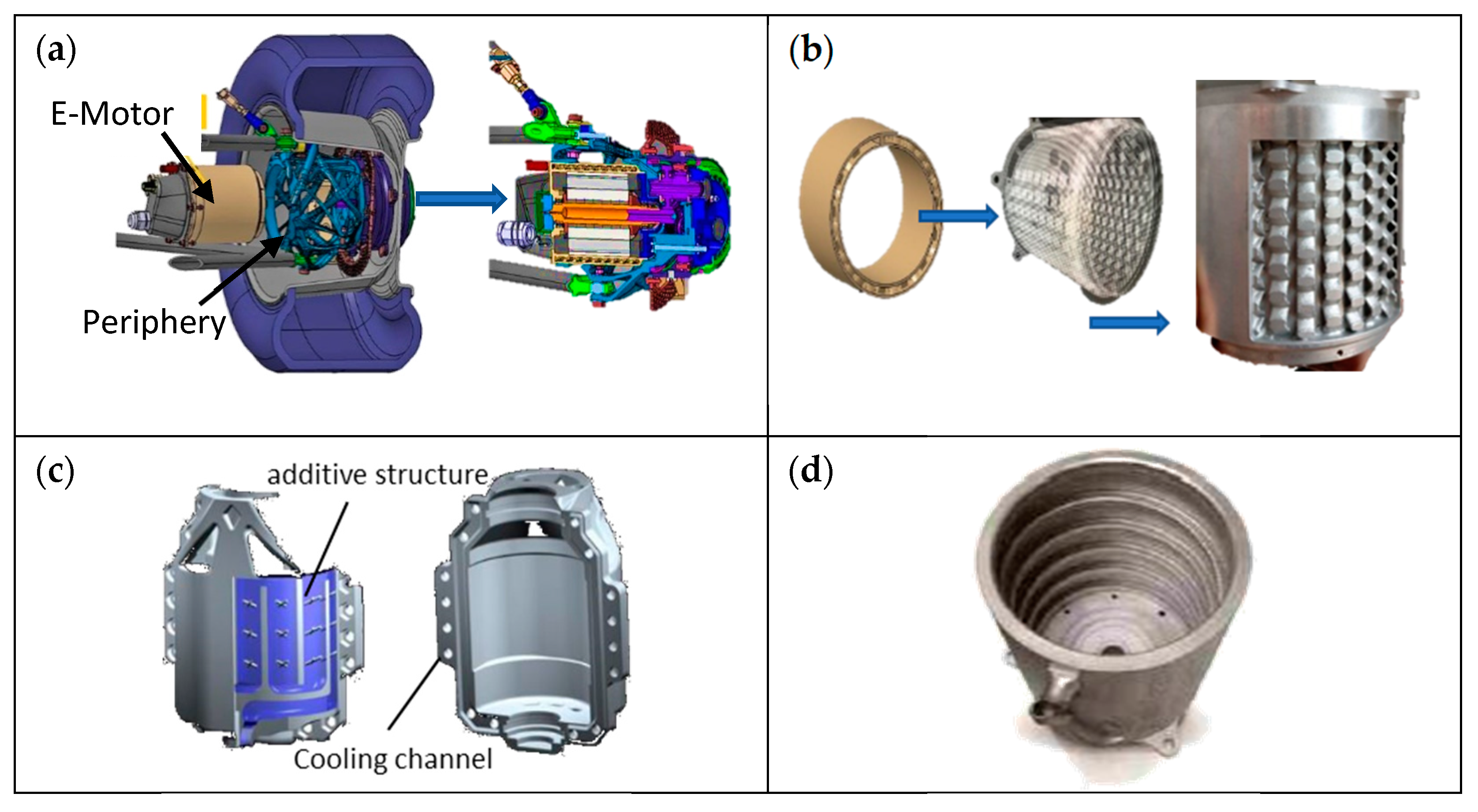
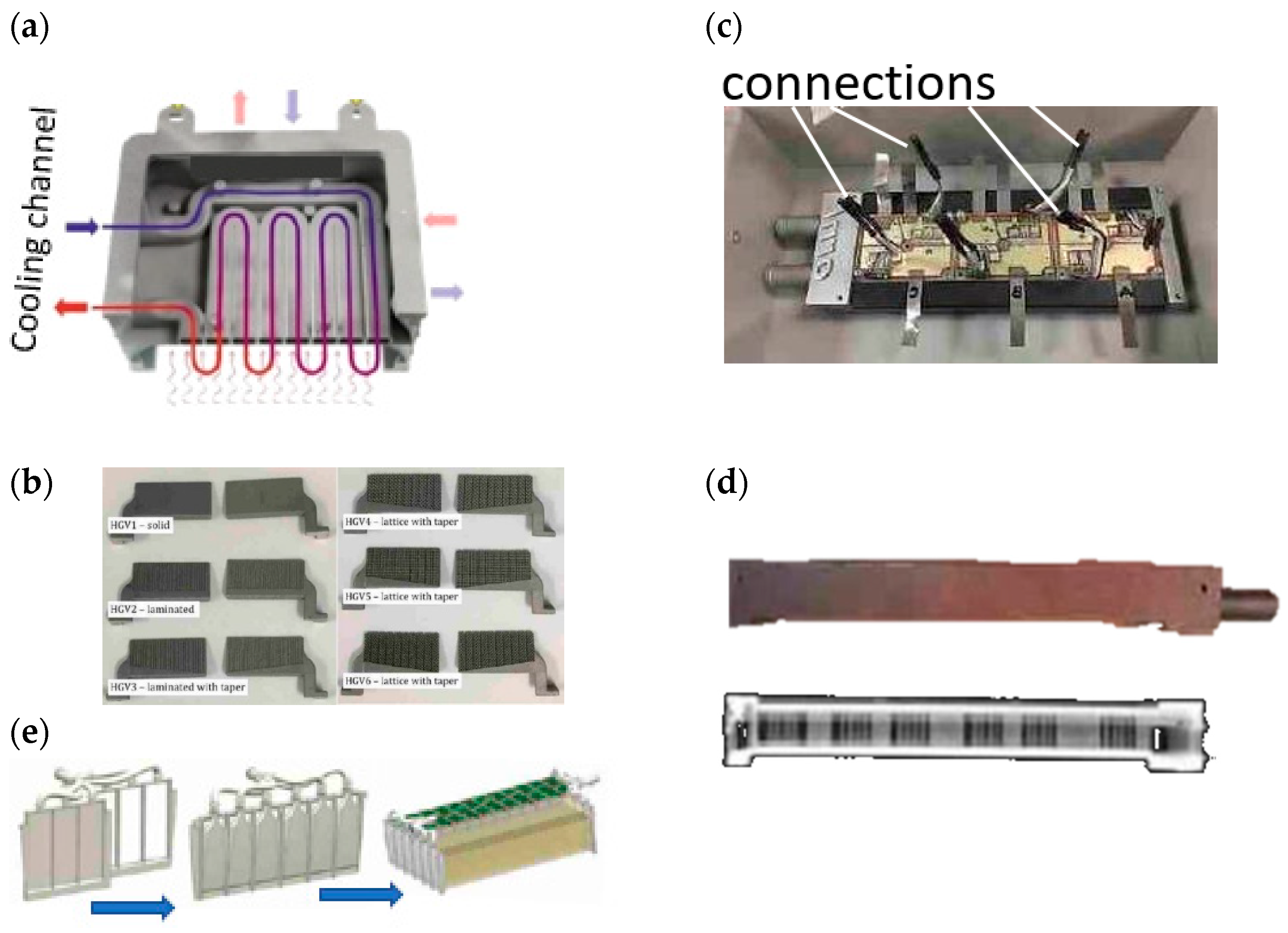
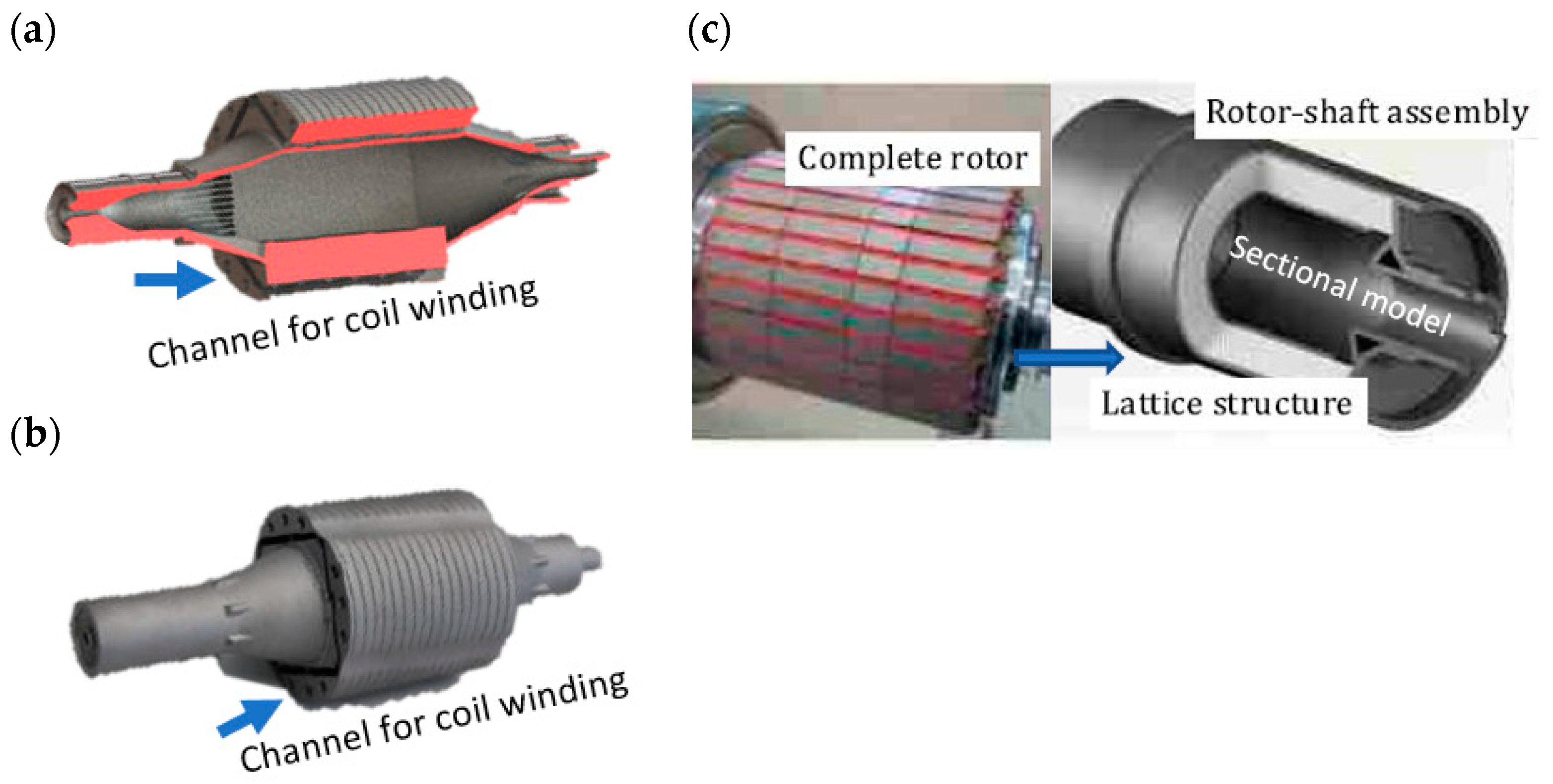
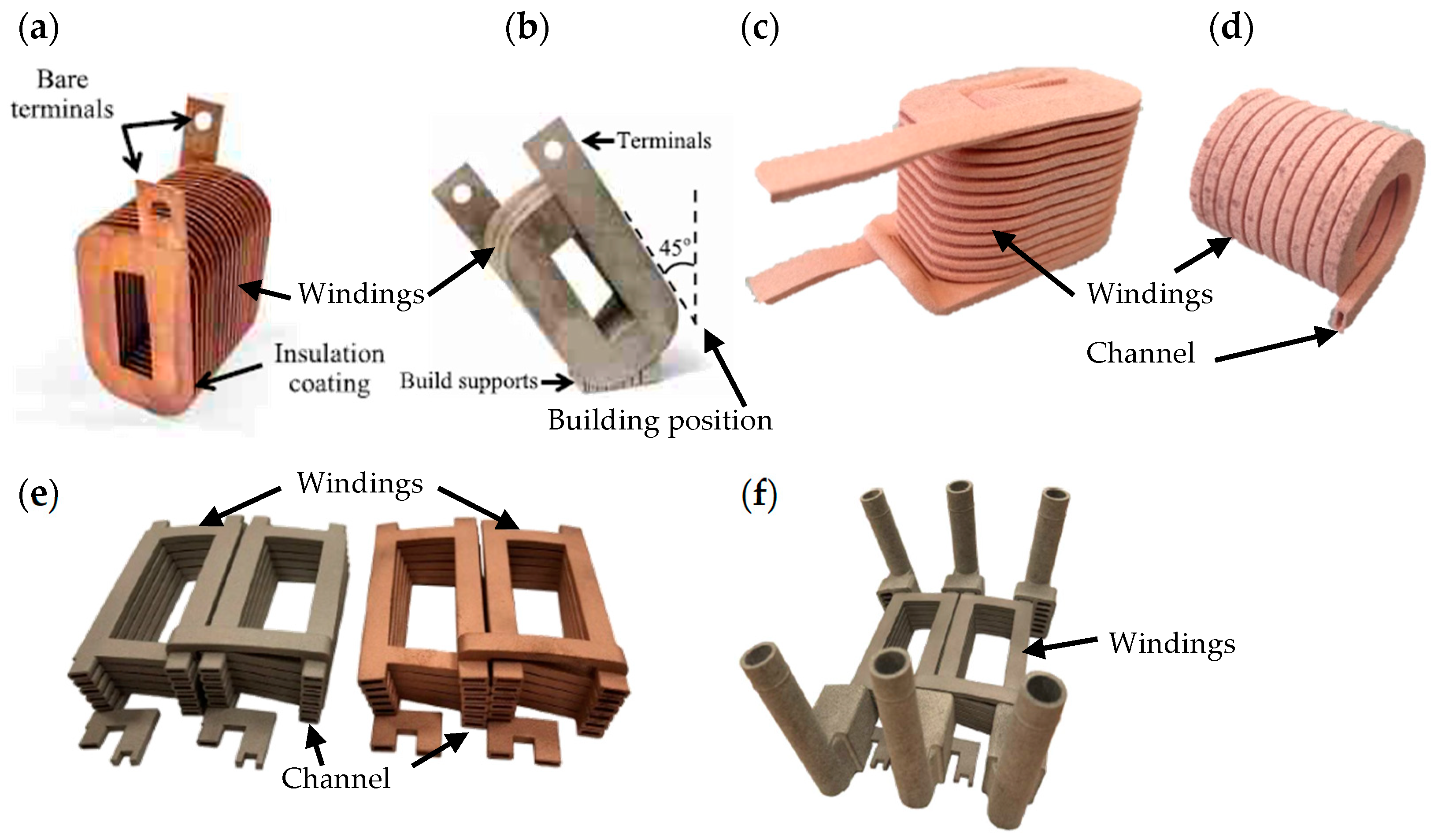
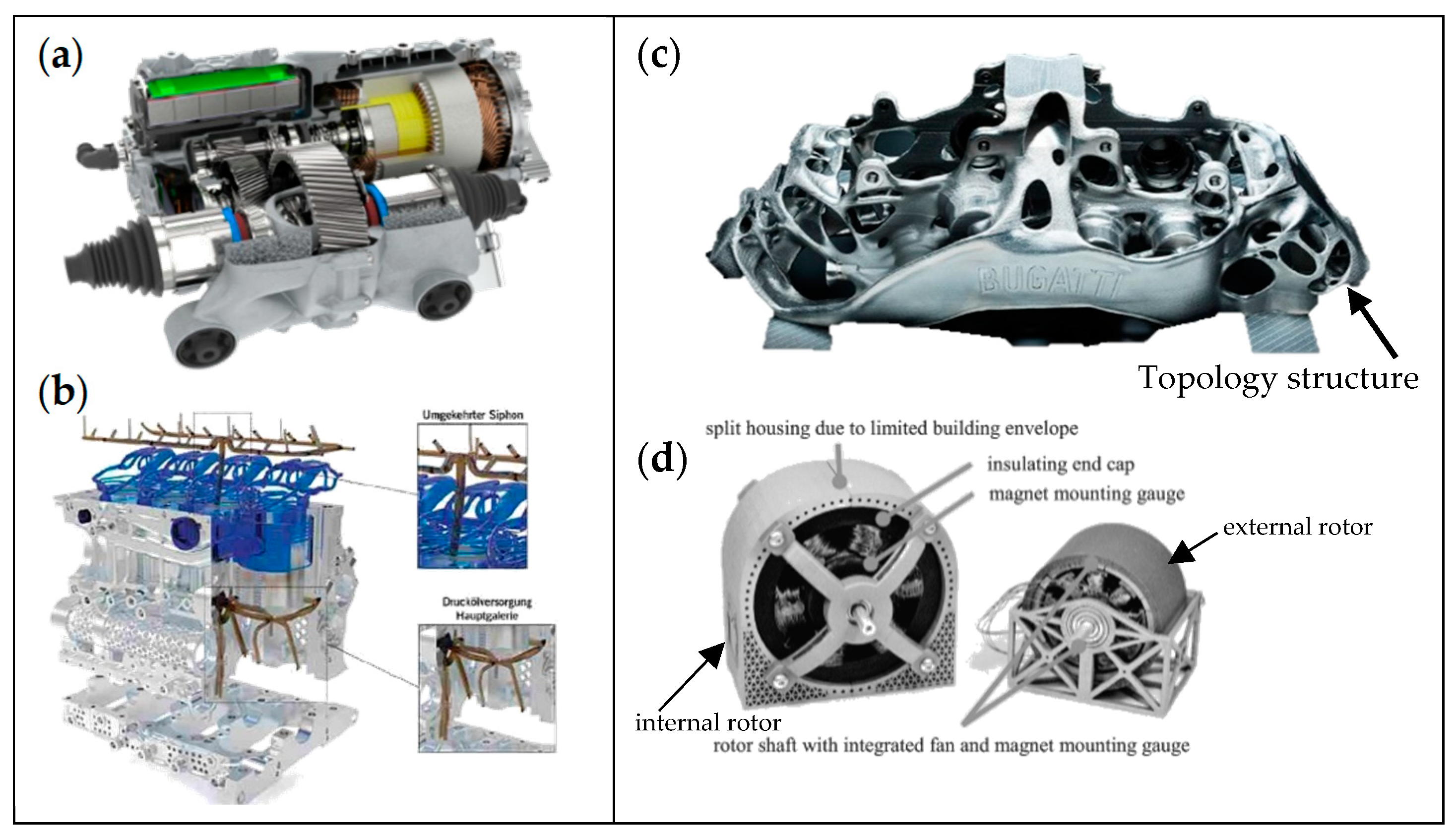
3. Functional and Thermally Stressed Components for Electrical Machines
4. Mechanically Stressed Components
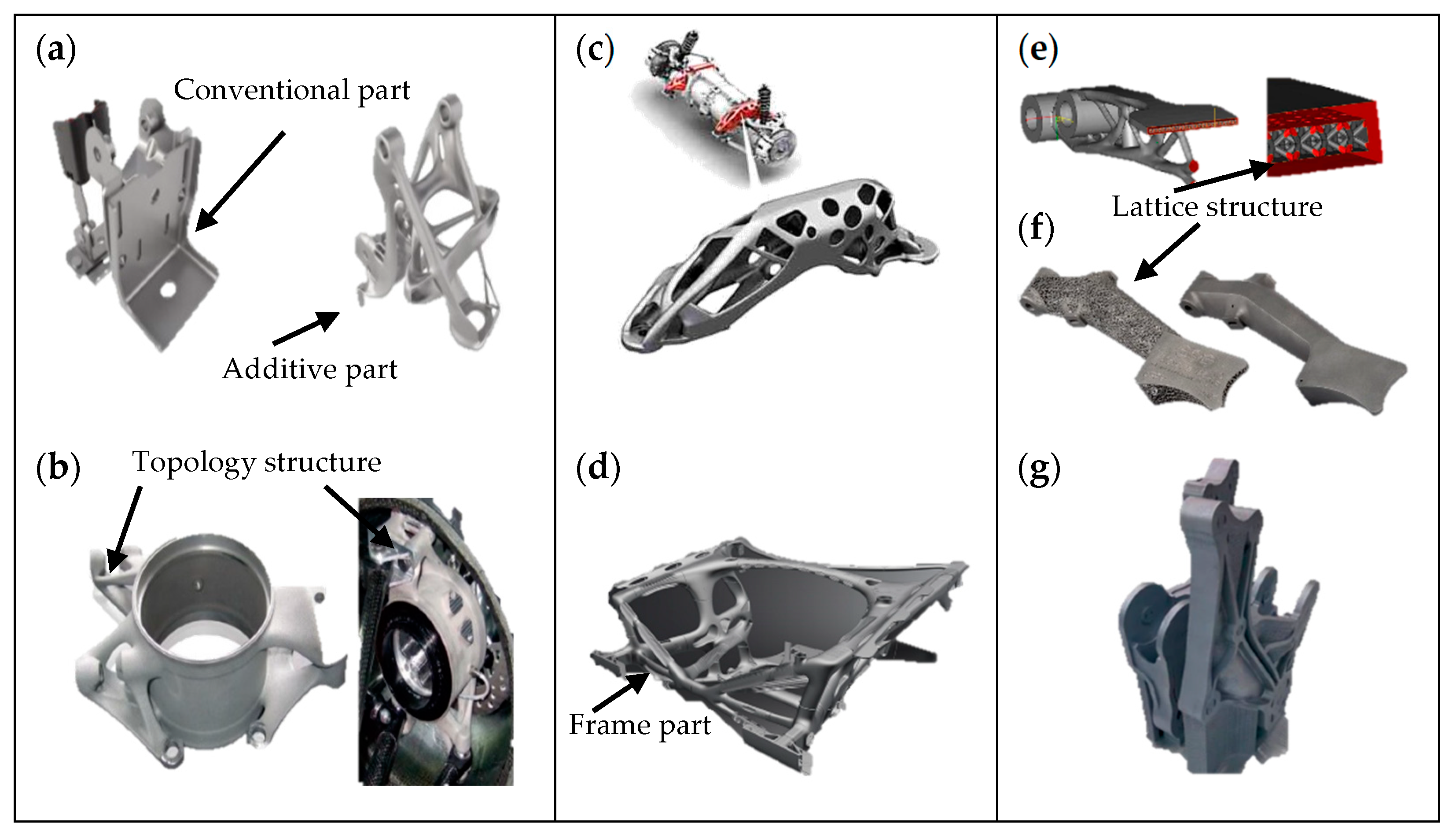
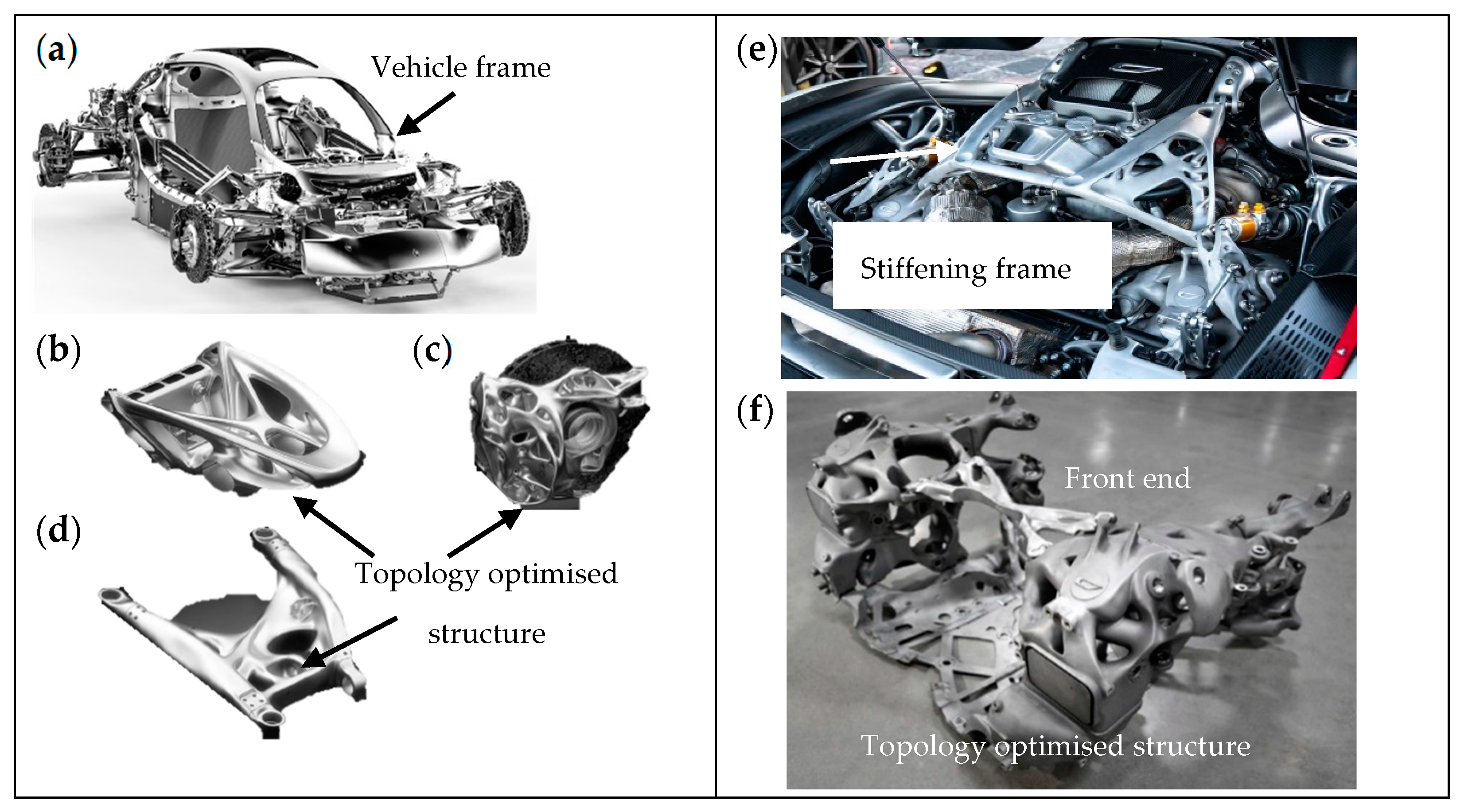
4.1. Mechanical Function Integrated Parts and Total Approaches
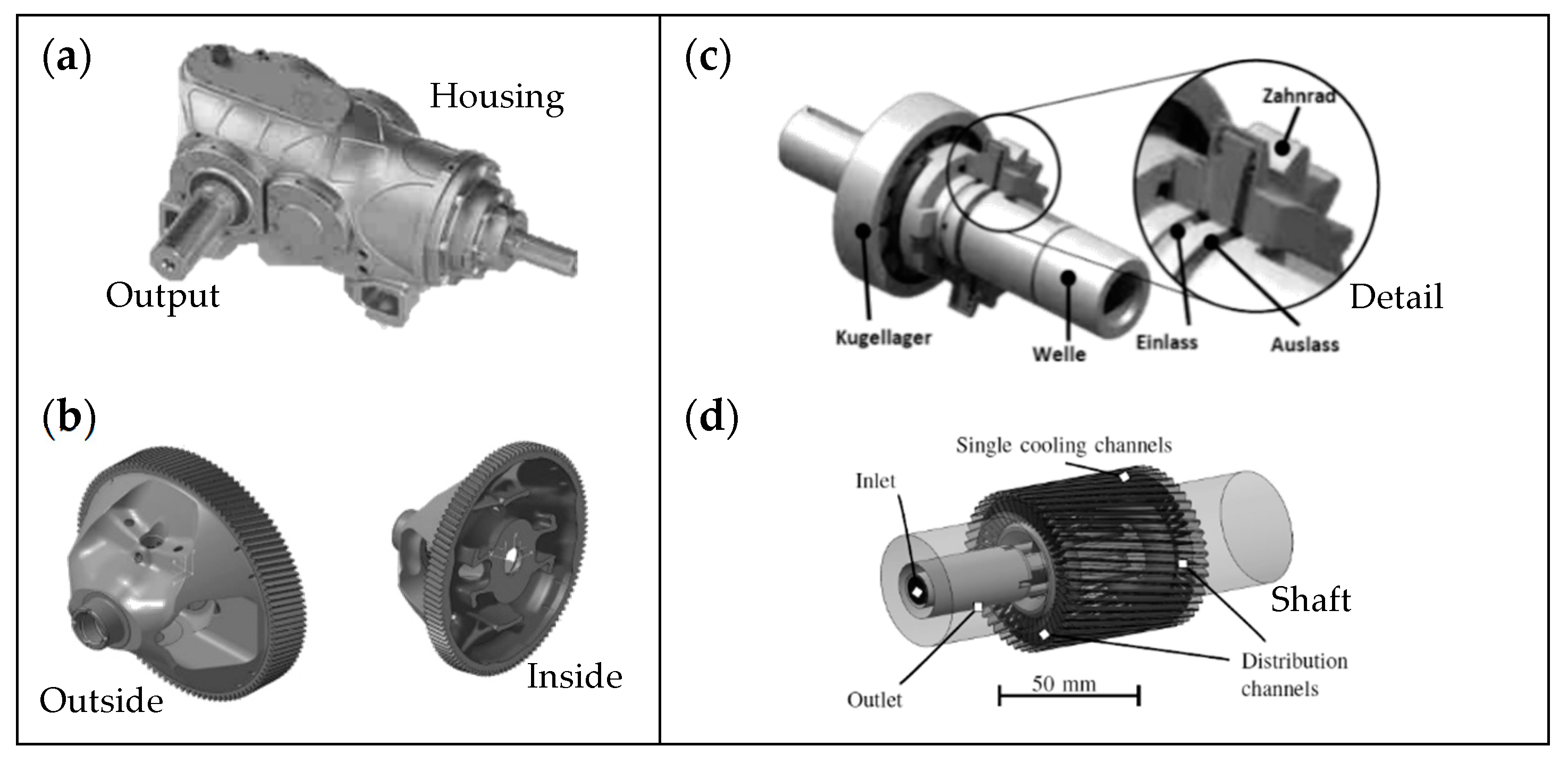
4.2. Mechanical Function Integrated Gearboxes and Gearings
5. Cost Analysis of Additive Components
This entry is adapted from the peer-reviewed paper 10.3390/wevj13080154
References
- SLM Solutions. Explore Metals Used in 3D Printing. Aktualisierungsdatum: 2022-03-22.000Z—Überprüfungsdatum 2022-03-22.097Z. Available online: https://www.slm-solutions.com/products-and-solutions/powders/ (accessed on 22 March 2022).
- Hitzler, L.; Merkel, M.; Hall, W.; Öchsner, A. A Review of Metal Fabricated with Laser- and Powder-Bed Based Additive Manufacturing Techniques: Process, Nomenclature, Materials, Achievable Properties, and its Utilization in the Medical Sector. Adv. Eng. Mater. 2018, 20, 1700658.
- Hitzler, L.; Schoch, N.; Heine, B.; Merkel, M.; Hall, W.; Öchsner, A. Compressive behaviour of additively manufactured AlSi10Mg. Mater. Werkst. 2018, 49, 683–688.
- Struve, A. Generatives Design zur Optimierung Additiv Gefertigter Khlkrper; Morgan Kaufmann: Burlington, MA, USA, 2021.
- Powder Metallurgy Review—Summer 2014 Vol 3 No 2. Available online: https://www.pm-review.com/powder-metallurgy-review-archive/powder-metallurgy-review-vol-3-no-2-summer-2014/ (accessed on 26 January 2021).
- Friedrich, H.E. (Ed.) Leichtbau in der Fahrzeugtechnik, 2nd ed.; ATZ/MTZ-Fachbuch; Springer: Wiesbaden, Germany, 2017.
- Henning, F.; Moeller, E. Handbuch Leichtbau: Methoden, Werkstoffe, Fertigung, 2nd ed.; Carl Hanser Verlag GmbH Co KG: Munich, Germany, 2020.
- Hoßfeld, M.; Ackermann, C. Leichtbau durch Funktionsintegration, 1st ed.; ARENA2036; Springer: Berlin/Heidelberg, Germany, 2020.
- Silvestre, J. Additive Manufacturing Moves TUfast. Available online: https://news.pminnovationblog.com/blog/is-additive-manufacturing-moving-tufast (accessed on 12 December 2020).
- Metal Additive Manufacturing. Integrated Cooling in Electric Motor Housing Developed Using Metal Additive Manufacturing. Aktualisierungsdatum: 2019-08-21+00:00—Überprüfungsdatum 2021-05-21.538Z. Available online: https://www.metal-am.com/integrated-cooling-in-electric-motor-housing-developed-using-metal-additive-manufacturing/ (accessed on 30 October 2020).
- PhD Student Wins Additive World Design Challenge Award—Campus News. Aktualisierungsdatum: 2021-05-21.000Z—Überprüfungsdatum 2021-05-21.314Z. Available online: https://exchange.nottingham.ac.uk/blog/phd-student-wins-additive-world-design-challenge-award/ (accessed on 26 January 2021).
- Wu, F.; EL-Refaie, A.M. Toward Additively Manufactured Electrical Machines: Opportunities and Challenges. IEEE Trans. Ind. Appl. 2020, 56, 1306–1320.
- Laseradditive Fertigung von Multifunktionalekomponenten. Available online: https://www.researchgate.net/publication/271948334_Laseradditive_Fertigung_von_multifunktionalen_Komponenten (accessed on 21 May 2021).
- Wrobel, R.; Hussein, A. A Feasibility Study of Additively Manufactured Heat Guides for Enhanced Heat Transfer in Electrical Machines. IEEE Trans. Ind. Appl. 2020, 56, 205–215.
- Chinthavali, M.; Ayers, C.; Campbell, S.; Wiles, R.; Ozpineci, B. A 10-kW SiC inverter with a novel printed metal power module with integrated cooling using additive manufacturing. In Proceedings of the 2014 IEEE Workshop on Wide Bandgap Power Devices and Applications, Knoxville, TN, USA, 13–15 October 2014; IEEE: Piscataway, NJ, USA, 2014; pp. 48–54.
- 3D Printing in Motor Sports: Production of Racing Components. Aktualisierungsdatum: 2021-05-21.000Z—Überprüfungsdatum 2021-05-21.219Z. Available online: https://www.eos.info/en/3d-printing-examples-applications/all-3d-printing-applications/greenteam-electric-racing-cooler (accessed on 21 May 2021).
- Urbanek, S.; Frey, P.; Magerkohl, S.; Zimmer, D.; Tasche, L.; Schaper, M.; Ponick, B. Design and Experimental Investigation of an Additively Manufactured PMSM Rotor. In Proceedings of the 2021 IEEE International Electric Machines & Drives Conference (IEMDC), Hartford, CT, USA, 17–20 May 2021; IEEE: Piscataway, NJ, USA, 2021; pp. 1–6.
- Effects of Continuous Rotor Skewing in Additively Manufactured Permanent Magnet Rotors. In Proceedings of the International Symposium on Power Electronics, Electrical Drives and Motion, Virtual Meeting, 24–26 June 2020; IEEE: Piscataway, NJ, USA, 2020.
- Surface Eddy Current Loss Reduction in Additively Manufactured Permanent Magnet Rotor Active Parts. In Proceedings of the 2018 XIII International Conference on Electrical Machines (ICEM), Alexandroupoli, Greece, 3–6 September 2018; IEEE: Piscataway, NJ, USA, 2018.
- Hullmann, M.; Urbanek, S.; Ponick, B. Surface Eddy Current Suppression on Additively Manufactured Solid Rotor Active Parts. In Energy Efficiency in Motor Systems, 1st ed., Proceedings of the 11th International Conference EEMODS’19, Tokyo, Japan, 17–19 September 2019; Bertoldi, P., Ed.; Springer eBook Collection; Springer International Publishing: Cham, Switzerland, 2021; pp. 81–95.
- Joshi, P.C.; Dehoff, R.R.; Duty, C.E.; Peter, W.H.; Ott, R.D.; Love, L.J.; Blue, C.A. Additive Manufacturing of a Lightweight Rotor for a Permanent Magnet Synchronous Machine. In Proceedings of the 2012 Future of Instrumentation International Workshop (FIIW), Gatlinburg, TN, USA, 8–9 October 2012; IEEE: Piscataway, NJ, USA, 2012; pp. 1–4.
- Wrobel, R.; Mecrow, B. Additive Manufacturing in Construction of Electrical Machines—A Review. Available online: https://ieeexplore.ieee.org/abstract/document/8887765 (accessed on 2 February 2021).
- Additive Drives. Technologie: Selektives Laserschmelzen von Kupfer. Available online: https://www.additive-drives.de/technologie/ (accessed on 30 October 2020).
- Additive Drives. Rotor & Housing. Aktualisierungsdatum: 2022-04-22+00:00—Überprüfungsdatum 2022-05-03.041Z. Available online: https://www.additive-drives.de/applications/rotor-housing/ (accessed on 4 April 2022).
- Simpson, N.; North, D.J.; Collins, S.M.; Mellor, P.H. Additive Manufacturing of Shaped Profile Windings for Minimal AC Loss in Electrical Machines. IEEE Trans. Ind. Appl. 2020, 56, 2510–2519.
- Simpson, N.; Mellor, P.H. Additive manufacturing of shaped profile windings for minimal AC loss in gapped inductors. In Proceedings of the 2017 IEEE International Electric Machines and Drives Conference (IEMDC), Miami, FL, USA, 21–24 May 2017; IEEE: Piscataway, NJ, USA, 2017; pp. 1–7.
- Simpson, N.; Jung, J.; Helm, A.; Mellor, P. Additive Manufacturing of a Conformal Hybrid-Strand Concentrated Winding Topology for Minimal AC Loss in Electrical Machines. In Proceedings of the 2021 IEEE Energy Conversion Congress and Exposition (ECCE), Vancouver, BC, Canada, 10–14 October 2021; IEEE: Piscataway, NJ, USA, 2021; pp. 3844–3851.
- Silbernagel, C.; Gargalis, L.; Ashcroft, I.; Hague, R.; Galea, M.; Dickens, P. Electrical resistivity of pure copper processed by medium-powered laser powder bed fusion additive manufacturing for use in electromagnetic applications. Addit. Manuf. 2019, 29, 100831.
- Wu, F.; EL-Refaie, A.M. Additively Manufactured Hollow Conductors with Integrated Cooling for High Specific Power Electrical Machines. In Proceedings of the 2020 International Conference on Electrical Machines (ICEM), Gothenburg, Sweden, 23–26 August 2020; IEEE: Piscataway, NJ, USA, 2020; pp. 1497–1503.
- Wu, F.; EL-Refaie, A.M.; Al-Qarni, A. Additively Manufactured Hollow Conductors for High Specific Power Electrical Machines: Aluminum vs. Copper. In Proceedings of the 2021 IEEE Energy Conversion Congress and Exposition (ECCE), Vancouver, BC, Canada, 10–14 October 2021; IEEE: Piscataway, NJ, USA, 2021; pp. 4397–4404.
- Wu, F.; EL-Refaie, A.; Al-Qarni, A. Additively Manufactured Hollow Conductors Integrated with Heat Pipes: Design Tradeoffs and Hardware Demonstration. IEEE Trans. Ind. Appl. 2021, 57, 3632–3642. Available online: https://ieeexplore.ieee.org/abstract/document/9417657 (accessed on 20 December 2021).
- Wu, F.; EL-Refaie, A.M. Minimization of Winding AC Losses Using Inhomogeneous Electrical Conductivity Enabled by Additive Manufacturing. In Proceedings of the 2020 IEEE Energy Conversion Congress and Exposition (ECCE), Detroit, Michigan, 11–15 October 2020; IEEE: Piscataway, NJ, USA, 2020; pp. 3607–3614.
- Al-Qarni, A.; EL-Refaie, A.; Wu, F. Design and Analysis of A High Specific Power Outer Rotor Surface Mounted Permanent Magnet Machine Equipped with Additively Manufactured Windings. In Proceedings of the 2021 IEEE Energy Conversion Congress and Exposition (ECCE), Vancouver, BC, Canada, 10–14 October 2021; IEEE: Piscataway, NJ, USA, 2021; pp. 4578–4585.
- Sher, D. How Major Automakers Use AM for Production Today, Part 2: General Motors Additive Manufacturing. 3D Printing Media Network (2020-01-06). Available online: https://www.3dprintingmedia.network/general-motors-additive-manufacturing/ (accessed on 8 January 2021).
- Additive manufacturing helps racing team finish first. Met. Powder Rep. 2013, 68, 32–33.
- Meitinger, K.-H. New Chassis Systems—Das Fahrwerk des AUDI R8 e-tron (The chassis of the AUDI R8 e-tron). In 7th International Munich Chassis Symposium 2016; Pfeffer, P.E., Ed.; Springer Fachmedien: Wiesbaden, Germany, 2017; pp. 89–102.
- 3i—PRINT. Individualize—Integrate—Innovate. Aktualisierungsdatum: 2022-05-03.000Z—Überprüfungsdatum 2022-05-03.426Z. Available online: https://www.3iprint.de/en/ (accessed on 3 May 2022).
- Abdi, M. Design Optimization for an Additiveley Manufactured Automotive Component. Available online: https://core.ac.uk/download/pdf/228197095.pdf (accessed on 6 December 2021).
- EOS GmbH. Additive Fertigung Im Motorsport. Aktualisierungsdatum: 2022-06-28.000Z—Überprüfungsdatum 2022-06-28.485Z. Available online: https://www.eos.info/de/beispiele-additive-fertigung/mobilitaet-und-logistik/automobilindustrie-3d-druck/motorsport (accessed on 28 July 2022).
- Pulvertechnisch Hergestellte Werkstoffe für Die Elektromobilität—Teil 3 Additive Fertigung. Available online: https://www.researchgate.net/publication/328962787_Pulvertechnisch_hergestellte_Werkstoffe_fur_die_Elektromobilitat_-_Teil_3_Additive_Fertigung (accessed on 29 December 2021).
- Sert, E.; Hitzler, L.; Merkel, M.; Öchsner, A. Entwicklung von topologieoptimierten Adapterelementen für die Fertigung mittels additiver Verfahren: Vereinigung von reinelektrischem Antriebsstrang mit konventionellem Chassis. Mater. Werkst. 2018, 49, 674–682.
- Metal AM Winter 2021 by Inovar Communications—Issuu. Aktualisierungsdatum: 2021-12-18.000Z—Überprüfungsdatum 2021-12-18.300Z. Available online: https://issuu.com/inovar-communications/docs/metal_am_winter_2021/147?fr=sZjI5MzQ1MDMwOTU (accessed on 18 December 2021).
- Czinger. KevCzinger. Aktualisierungsdatum: 2022-04-28.000Z—Überprüfungsdatum 2022-05-03.801Z. Available online: https://www.czinger.com/about-21-c (accessed on 28 April 2022).
- Michael. Porsche Fertigt E-Antrieb-Gehäuse Im 3D-Druck. Available online: Elektroauto-News.net (accessed on 18 December 2020).
- Lindemann, B.; Ghetti, S.; Bey, R.; Kayacan, C. Additive Fertigung Bei Modernen Verbrennungsmotoren. MTZ -Mot. Z. 2020, 81, 40–45. Available online: https://link.springer.com/article/10.1007/s35146-020-0321-x (accessed on 20 November 2021).
- Weltpremiere. Bremssattel aus dem 3D-Drucker. Aktualisierungsdatum: 2021-04-26.000Z—Überprüfungsdatum 2021-05-21.332Z. Available online: https://www.volkswagenag.com/de/news/stories/2018/01/bugatti-3-d-print-brake-caliper.html (accessed on 29 May 2021).
- Urban, N.; Meyer, A.; Leckel, M.; Leder, M.; Franke, J. Additive Manufacturing of an Electric Drive a Feasability Study. In Proceedings of the 2018 International Symposium on Power Electronics, Electrical Drives, Automation and Motion (SPEEDAM), Amalfi, Italy, 20–22 June 2018; IEEE: Piscataway, NJ, USA, 2018; pp. 1327–1331.
- Barreiro, P.; Bronner, A.; Hoffmeister, J.; Hermes, J. New improvement opportunities through applying topology optimization combined with 3D printing to the construction of gearbox housings. Forsch. Ing. 2019, 83, 669–681. Available online: https://link.springer.com/article/10.1007%2Fs10010-019-00374-1 (accessed on 7 December 2021).
- Moeller. Design and production of innovative transmission components with additive Manufacturing. In Proceedings of the 16th International CTI Symposium Automotive Transmissions, HEV and EV Drives, Berlin, Germany, 4–7 December 2017.
- TAE. Efficiency of Additive Manufactured Gears with Conformal Cooling. In Proceedings of the 21st TAE International Colloquium Tribology, Ostfildern, Germany, 9–11 January 2018.
- Fiedler, P.; Stelzer, S.; Milaev, N.; Richter, R.; Kaulfus, F.; Windisch, T.; Braunig, J. Additive manufacturing technologies for next-generation powertrains. In Proceedings of the 2020 10th International Electric Drives Production Conference (EDPC), Ludwigsburg, Germany, 8–9 December 2020; IEEE: Piscataway, NJ, USA, 2020; pp. 1–8.
- Kadir, A.Z.A.; Yusof, Y.; Wahab, M.S. Additive manufacturing cost estimation models—A classification review. Int. J. Adv. Manuf. Technol. 2020, 107, 4033–4053.
- Lindemann, C.F.W.; Jahnke, U. Modelling of Laser Additive Manufactured Product Lifecycle Costs; Elsevier: Amsterdam, The Netherlands, 2017; pp. 281–316.