Your browser does not fully support modern features. Please upgrade for a smoother experience.
Please note this is an old version of this entry, which may differ significantly from the current revision.
Subjects:
Engineering, Industrial
Al alloy has very attractive properties required in the production of aerospace, automotive, electrical and electronic, sports and recreational components/equipment. Its low strength and low wear resistance have challenged its applications in some other critical industrial utilities. Nonetheless, the invention of metal composites has removed such barriers. The addition of one or more reinforcements to Al has helped in the creation of aluminium matrix composites (AMCs), which has not only increased the global utilization of Al alloy, but has been a major source of global revenue and job.
- aluminium matrix composites
- stir casting
- powder metallurgy
1. Introduction
Composite materials are obtained by conjoining two or more materials that possess quite dissimilar properties together. Composites consist of a matrix, which is the base material, and one or more reinforcements, which are the dispersed phase. The dissimilar materials (matrix and reinforcement(s)) work in synergy to provide the composite with exceptional characteristics, which neither of them can provide in isolation. The development and use of composites started around 1500 B.C., when early Egyptian and Mesopotamian dwellers used a combination of mud and straw to construct resilient and robust buildings [1]. Straw was the reinforcement for the primordial composites like pottery and boats. Thereafter, in 1200 AD, the Mongols developed the first composite bow [2]. They used a blend of wood, bone, and animal glue. These bows were potent and precise. It was this composite bow that helped Genghis Khan’s military to take the centre stage of victory in the ancient wars in the primeval era. Meanwhile, the evolution of the modern composites industry actually started in 1970s when plastic resins and reinforcing fibres were developed. DuPont invented an aramid fibre known as Kevlar, which has turned out to be the choice product for body armour because of its high tensile strength and light weight [3]. Then, there came the development of carbon fibre at almost the same time, where most of the parts made of steel were replaced with it. Carbon fibre has a light weight, high toughness and high strength. The composite industry is still developing, with much interest in nanomaterials that possess extreme small molecular structures and high mechanical characteristics [4]. There are about five different types of composite industries in existence today, namely: ceramic matrix composites (CMCs), carbon–carbon composites (CCCs), hybrid composites (HCs) polymer matrix composites (PMCs) and metal matrix composites (MMCs) [5]. CMCs consist of ceramic as the matrix and fibres, whiskers or particulates as the dispersed phase. They are characteristically resistant to oxidation and degradation at higher temperatures. This composite is ideal for high temperature and strength-demanding applications such as in automobile and aircraft gas turbine engines. However, its susceptibility to brittle fracture restricts its applications. CCCs consist of carbon as the matrix and carbon as the reinforcement. HCs are comparatively new fibre-reinforced composites developed by using two or more different types of fibres in a single matrix. This type of composite has a better combination of properties than composites with a single fibre [6]. PMCs consist of a polymer resin as the matrix, with fibres as the reinforcement. The resin provides the net shape of the composites and transfers the load to the reinforcement, which absorbs the load and gives the composite its requisite strength. MMCs consist of a matrix of a ductile metal and a dispersed phase of particulates, whisker, nanomaterials or fibres. MMCs perform better at elevated temperatures than their base metal counterparts [7]. Light weight metals such as aluminium, magnesium, and titanium alloys are the ideal base matrices used in producing MMCs, and are reinforced with carbides, nitrides, borides, and oxides prepared in the form of particles, whiskers, or fibres [8]. Through the blending and consolidation of the metal matrix and dispersed phase, the composite is enhanced in specific stiffness, strength, wear resistance, creep resistance, thermal conductivity, and configuration stability. Other advantages of MMCs over PMCs include higher temperatures of operation, non-flammability, and higher resistance to degradation by organic fluids [5]. The global demand for MMCs has increased drastically from over 5.5 million kg in 2012 to over 8.8 million kg of MMCs in 2020 [9]. The growth in the development of MMCs has continued to generate enormous wealth for the producing countries, as can be seen in Figure 1.
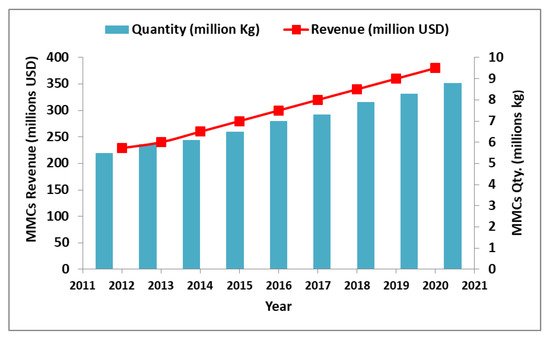
Figure 1. MMCs demand and revenue generated worldwide [9].
Aluminium alloys are the most widely used matrix in the production of MMCs, both in research and development and in industrial applications, because of their low density, cheapness (when compared with other light metals like Mg and Ti), high ductility and high corrosion resistance [10,11]. This alloy is usually reinforced with dispersed phases in order to improve its strength, thermal stability, oxidation resistance, wear resistance, creep resistance and toughness. The choice of reinforcement is based on the application of the composites. Aluminium matrix composites (AMCs) have found wide applications in automotive [12,13,14], electrical [15,16,17], aerospace [18,19], marine [20,21,22], defence/military [23,24,25], domestic [26,27,28], medical/surgical instruments [29,30], etc. This is because of their improved physical, mechanical, tribological, thermal and corrosion properties. AMCs possess superior strength, better creep resistance, higher wear resistance, higher corrosion resistance, a lower coefficient of thermal expansion (CTE), a higher modulus and better fatigue strength than monolithic Al alloys [31,32].
2. Aluminium Binary Composites
In order to improve the mechanical, thermal, tribological and physical properties of the Al matrix, a choice can be made of one type of reinforcement, ceramics for instance, to produce a binary composite system. Ceramics are always the choice material because they possess high hardness, high thermal stability and high wear resistance deficient in monolithic Al. Hence, reinforcing Al with ceramics produces a composite with good ductility, high strength, high formability, high thermal and wear resistance, and high toughness [45,46]. Advanced ceramics such as alumina (Al2O3), aluminium nitride (AlN), zirconia (ZrO2), silicon carbide (SiC), silicon nitride (Si3N4), boron nitride (BN), boron carbide (B4C), carbon nanotubes (CNTs), tungsten carbide (WC), and titanium carbide (TiC) are used to engineer Al into specific configurations suitable for specific applications.
3. Aluminium Hybrid Composite System
Sometimes, a single reinforcement may not give the required properties for specific applications in a metal matrix composite system. In that case, two or more different reinforcements will be alloyed to generate a hybrid composite system. Studies have shown that hybrid composite systems possess better properties than conventional composites [132]. The advantages of hybrid composites over conventional composites include balanced strength and stiffness, balanced bending strength, superior mechanical properties, high and stable thermal resistance, low weight, reduced cost, better fatigue resistance, decreased notch sensitivity, enhanced fracture toughness and crack attenuation capability with enhanced impact resistance [133,134]. Akinwamide et al. [135] worked on microstructural, mechanical and tribological properties of stir cast binary and ternary aluminium based composites. The wear rate results are shown in Figure 6.
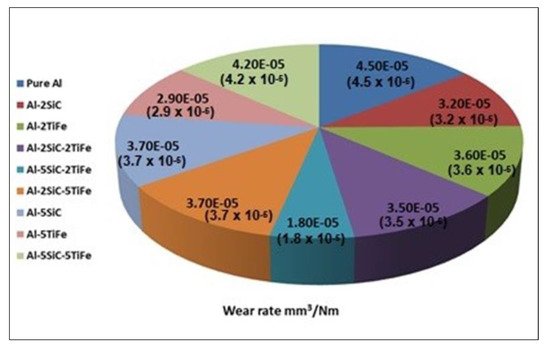
Figure 6. Wear rates of pure Al, Al-SiC, Al-TiFe and Al-SiC-TiFe composites, adapted from [135].
The composites developed included Al-SiC, Al-TiFe and Al-SiC-TiFe. They were characterized, and the results showed that Al-5TiFe had the highest yield strength of 115 MPa, highest ultimate tensile strength of 141 MPa and percentage elongation of 7.6%. The improvement was attributed to the high Fe content in the composite, which is a renowned strengthening metal. Another sample with improved properties was Al-2% SiC-5% TiFe, which had a yield strength of 94 MPa, UTS of 116 and elongation of 1.6%. Al alloy had YS of 69 MPa, UTS of 82 MPa and elongation of 4.2%. Hence, the best sample had improvements of 66.7% and 72% in YS and UTS, respectively. Al alloy possessed the highest wear rate of 4.5 × 10−5 mm3/Nm, while Al-5% SiC-2% TiFe had the lowest wear rate of 1.8 × 10−5 mm3/Nm (150% improvement), while Al–5TiFe had a wear rate of 2.9 × 10−5 mm3/Nm (55.2%) as shown in Figure 6.
4. Aluminium Matrix Reinforced with Nano-Sized Reinforcements
Nanoparticles (0D), nanorods/nanofibers (1D), and nanosheets (2D) are the various nano-sized reinforcements presently researched for the improvement of the properties of Al matrix. Reinforcements in the nanoscale structure are preferred to micro-meter counterparts because they are lighter in weight; they possess higher volume-to-surface ratios with diameters that are more controllable; they exhibit higher reactivity; and they enhance material properties more [151]. Therefore, the applications of Al matrix composites have received substantial expansion and advancement since the introduction of nano-sized reinforcements. Some authors have reported better fatigue and tensile strengths; higher hardness, better tribological, chemical and thermal properties [152] when nanoparticles were used to reinforce Al matrix. In order to harness the plethora of advantages obtainable in reinforcing Al matrices with nanomaterials, the volume fraction must be controlled because too much of the nanomaterials induce agglomeration and poor wettability. When ceramic nanofibers (1D) were used to reinforce an Al/Mg matrix in a study, it was observed that when the volume fraction exceeded 1%, the mechanical strength and other properties deteriorated, which was attributed to the dwindling of the crack bridging effect of the nanofibers/weak interfacial bonding between nanofibers and the Al/Mg composite. However, below 1%, the properties improved tremendously [153]. It was reported that the thermal conductivity of an Al matrix reinforced with graphene nanosheets (2D) and SiC nanorods (1D) increased by 115%, making the composite suitable for aerial conductors as well as other thermal applications [154]. With 46% improvement in corrosion resistance in NaCl medium and 47% improvement in H2SO4 medium, Al reinforced with CNTs (1D) and produced with SPS was suggested to be a useful material for overhead electrical transmission conductors, especially in corrosive environments [17]. By and large, the introduction of nano-sized reinforcements to metal matrices has expanded the usefulness of AMCs; even though their homogenous dispersion into the matrix together with their wettability needs further research.
This entry is adapted from the peer-reviewed paper 10.3390/cryst12101357
This entry is offline, you can click here to edit this entry!