Your browser does not fully support modern features. Please upgrade for a smoother experience.
Please note this is an old version of this entry, which may differ significantly from the current revision.
Nowadays, advanced turning processes such as Thermoelectric erosion turning (TET) and wire-assisted thermoelectric erosion turning (WTET) are extensively being adopted to perform different types of turning operations such as straight turning, taper turning on Hastelloy, Nimonic, and Inconel, stainless steel, and tool steel to fabricate better quality cylindrical and rotating parts such as miniature-bars, miniature-pins, miniature-electrodes, and miniature-tools.
- difficult-to-machine materials
- miniature parts
- steel
- thermoelectric-erosion
- turning
1. Selection of Materials for Turning Operation
Types of materials for turning cylindrical and rotating parts are based on the end-user application. While, the selection of turning methods depends on the types of material and their characteristics (i.e., hardness stiffness, and strength). Usually, different types of turning operations such as straight turning, taper turning, and grooving are performed on various metallic, non-metallic, composites, and advanced materials. Metallic materials may be ferrous or non-ferrous. Ferrous materials such as stainless steel, high carbon, high-speed steel, and cast steel have higher strength than non-ferrous metals (i.e., copper, aluminum, lead, zinc, brass, nickel, and their alloys) and are most suitable for various heavy industrial applications [1][2]. Delrin, polyvinyl chloride, acrylic, fiberglass, nylon, etc. are non-metallic materials and are popularly referred to as plastics having lightweight and noiseless properties and mostly used in several home appliances and toys. Composite materials such as ceramic matrix composite, metal matrix composite, glass fiber reinforced composite, fiberglass, and carbon fiber reinforced polymer, are a mixture of two or more individual materials of different physical and chemical properties. These materials are widely used in aerospace, automotive, marine, and electrical applications due to their lightweight, high strength, stiffness, and electrical resistance. Cylindrical parts of some advanced materials such as high strength and temperature alloys, bio and smart materials, refractory materials, high-performance composites, etc. are also used for specialized applications. Table 1 presents the characteristics, features, and specific applications of different important materials used by previous researchers to make cylindrical and rotating parts using TET and WTET processes.
Table 1. Characteristics, features, and applications of different materials used in TET and WTET [2].
| Material Type | Characteristics | Features and Applications |
|---|---|---|
| Stainless steel | High corrosion resistance, non-magnetic, non-hardenable |
Medical industries, aircraft, automotive, and food industries |
| Inconel | Resistant to corrosion and extreme temperatures, and high mechanical strength | Gas turbine, aerospace, and aircraft parts |
| Tool steel | High strength, extreme hardness, and resistance to wear | Dies, punch, blanking tools, and gauges |
| Die steel | Excellent wear and abrasion-resistant properties | Tools, dies, and instruments |
| Shape memory alloys | React to changes in their environment and ability to regain o their original shape | Micro-valves, actuators, and biomedical applications |
| Titanium alloys | Higher strength to weight ratio, corrosion-resistant | For lightweight and low-strength applications |
| Aluminum alloys | Lightweight, non-corrosive, excellent machinability |
For extremely light-duty instruments and for high precision applications |
| Bronze alloys | Excellent machinability, low friction, good compatibility | For high-precision applications |
| Sintered powdered alloys | Low cost, low quality, moderate strength |
For commercial applications |
| Metal matrix composites | High-temperature resistance | Carbide drills, aircraft components, automotive industries |
2. Methods of Turning Cylindrical Bars
Table 2 presents the summary of various methods of machining to perform straight turning, taper turning, and grooving on cylindrical bars to fabricate cylindrical structures such as miniature-pins, -tools, etc. Methods of machining these cylindrical structures can be categorized as (i) contact type or traditional turning methods; (ii) micro-manufacturing processes, and (iii) non-contact type or advanced turning methods [2].
Table 2. Commonly used turning methods to fabricate different types of cylindrical parts.
| Type | Methods | Nature of the Process | Manufacturing Process |
|---|---|---|---|
| Contact type or Traditional turning methods | Chip formation | Subtractive (Lathe) |
|
| Micro-manufacturing processes | Formative | Additive or accretion |
|
| Chemical ablation |
|
||
| Melting and vaporization | Thermoelectric vaporization |
|
|
| Non-contact type or Advanced turning methods | Thermoelectric-erosion based turning | Controlled spark erosion |
|
Lathe and milling and their micro-versions are the most commonly used contact type turning methods to produce miniature-sized cylindrical structures on metallic and non-metallic materials with the help of the single-point cutting tool and milling cutter. These turning methods are always associated with some inherent limitations such as work materials, complex geometrical shape, special tooling requirements, tool wear, burr formation, poor edge definition, dimensional inaccuracy, and poor surface quality [3]. Lithography, electroplating, and molding (LIGA), powder metallurgy (PM), powder injection molding (PIM), micro etching, and laser processing are micro-manufacturing processes to fabricate microstructures. These micro-manufacturing processes have also some drawbacks such as being expensive, the requirement of X-ray (LIGA) and molds (PIM), porosity (PM), and being suitable for non-reflective materials (Laser) [2].
Due to the aforementioned limitations, non-contact type methods are being adopted to fabricate cylindrical structures on various materials. Non-contact types or advanced processes for turning are modified thermoelectric-erosion based machining processes such as thermoelectric-erosion turning (TET), wire-assisted thermoelectric-erosion turning (WTET), and Hybrid WTET [4]. These processes offer a feasible approach for the fabrication of cylindrical parts due to their machining characteristics such as precise and cost-effective, non-contact type nature, and free from cutting force during machining of metals and alloys [5][6]. In thermoelectric-erosion based turning processes, the excess materials from a cylindrical workpiece are removed by the means of generating a series of repetitive electrical sparks between tool electrodes and the rotating cylindrical workpiece [7]. TET and WTET are unique modifications of thermoelectric-erosion based machines (TEM) to fabricate high aspect ratio cylindrical parts by adding a rotary set up on the working table of conventional TEM which served as an additional rotational axis. Many researchers have developed different types of rotary setups for TET and WTET and worked on different aspects of turning to improve the developed processes [8]. The schematic diagram of a TET and WTET process is shown in Figure 1. The major advantages of these processes are (i) the ability to fabricate high aspect ratio miniature parts, (ii) the ability to perform turning on any kind of materials regardless of their hardness such as titanium alloys and metal matrix composites (MMC), (iii) ability to form tuning on thin and fragile materials; (iv) no burr and sharp edge formation, (v) produce the better quality turned surfaces free from crack and voids, mechanical stresses, cutting forces, deformation, chatter, and vibration errors due to non-contact nature, and (vi) unattended operation [9][10]. Apart from this, WTET is an eco-friendly process because it uses deionized water as a dielectric. Furthermore, WTET uses the same fine wire as a tool electrode to perform all kinds of turning operations.
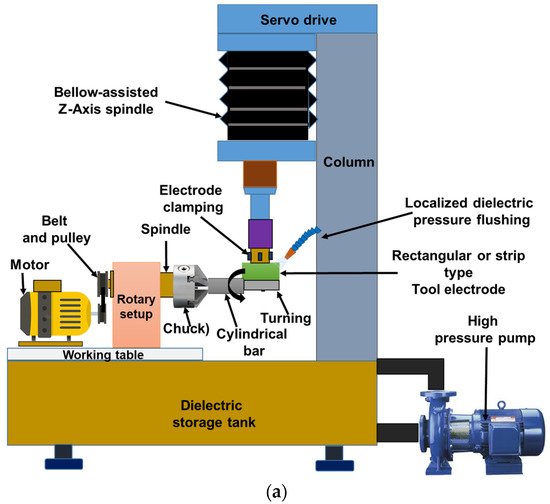
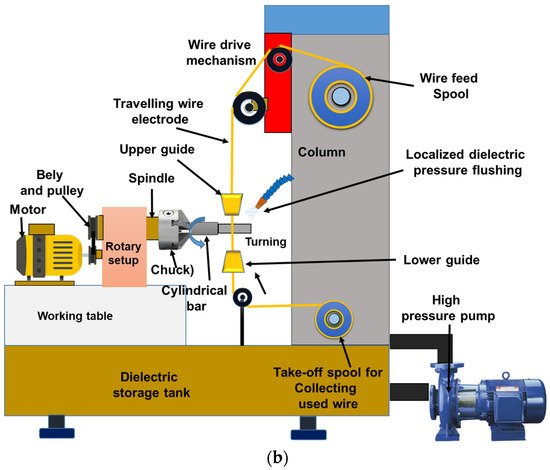
Figure 1. Schematic representation of wire-assisted thermoelectric-erosion based turning setup: (a) thermoelectric-erosion turning (TET) process; and (b) wire-assisted thermoelectric-erosion turning (WTET) process.
The additional rotary setup in thermoelectric erosion-based turning processes moves along the X and Y axis with the movement of the working table in the same directions to perform the turning operation [11]. The separate power supply is given to the motor which rotates the spindle attached with chuck or collet at desired speed with the help of the controller/varying the voltage (in case of servo and stepper motor) or by changing the frequency (in case of an induction motor). The speed of the workpiece can be controlled by varying the frequency of the supply (in the case of an induction motor) or by varying the supply voltage or controller (in the case of servo and stepper motor) or by changing the driven pulley. The working principle, mechanism of material removal, and additional rotary setup attachment are the same for TET and WTET processes. Only, tool electrodes and types of dielectric are the major difference between these two processes. While the functions of dielectrics are the same in both TET and WTET processes. In TET, fabricated tool electrodes (rectangular strip or strip electrode) made of brass or copper are used to form a negative image on a rotating workpiece in the presence of continuously flowing dielectric such as EDM oil, kerosene, or hydrocarbons to remove the eroded particles from the interelectrode-gap (IEG) to minimize the formation of eroded particles on turned surfaces and ensure smooth turning without short-circuiting [9]. The strip electrode is firmly held with the help of a tool holder and can be moved upward and downward directions along Z-axis to perform a turning operation. The constant gap between the strip electrode and the cylindrical workpiece is maintained with the help of a servo motor. In TET, the tool electrode and workpiece are submerged in the dielectric during the turning process. Nowadays, the WTET process is widely used to perform various turning operations to fabricate cylindrical structures. In this process [12], a continuous traveling (vertically or horizontally) fine wire having a diameter ranging between 0.1–0.25 mm is used as a tool electrode to perform the turning of a rotating cylindrical bar firmly hold by a chuck and rotate with the help of a motor and belt-driven rotary arrangement to fabricate cylindrical parts. Usually, deionized water is used to flush away the eroded particles known as debris from IEG. In WTET, localized flushing is used with the help of both guides. Wire tension is maintained between the two-wire guides to avoid wire vibration during turning. The lower guide is fixed while the upper guide can move upward or downward along Z-axis with the help of a servo motor. The mechanism of material removal is based on thermoelectric-erosion. A very strong electric field is formed at minimum IEG after supplying DC power to the tool electrode and rotating workpiece. The suspended microscopic particles in a dielectric fluid are accumulated around the location of the strongest electric field and form a conductive bridge across the electrodes gap. When the supply voltage is exceeded to dielectric breakdown voltage, the conductive bridge breaks due to excessive heat and temperature. Due to the collapse of the conductive bridge sparks are generated between the electrodes gap. The material is removed from the workpiece due to melting and vaporization and at the same time dielectric is flushed away from the eroded particles from the electrodes gap to ensure smooth drilling. The generation of sparks is continuously repeated till turning up to the desired length [13].
The wire-assisted thermoelectric-erosion based turning process is mostly used to fabricate high-quality cylindrical parts by various turning operations such as straight turning, taper turning, and grooving [8][11][14]. These cylindrical parts fabricated by WTET are used in several industrial applications such as aerospace, bio-implants, automotive industries, and micro-electromechanical systems (MEMS). The products and components fabricated by these processes are: (i) miniature-bars; (ii) miniature-pins; (iii) miniature-tools; (iv) miniature-electrodes; and (v) miniature-probes etc.
3. Process Parameters of Thermoelectric-Erosion Based Turning Processes
Dimensional accuracy, the surface quality of fabricated cylindrical components, and productivity of thermoelectric-erosion based turning processes largely depend on the appropriate selection of process parameters of thermoelectric-erosion-based turning processes. The smooth turning operation for a longer time at minimum tool wear and without wire breakage (only for WTET) can be achieved by selecting appropriate process parameters of thermoelectric erosion-based turning processes. The process parameters of thermoelectric-erosion based turning processes are the same as normal thermoelectric-erosion based machining processes except for spindle rotational speed. The process parameters can be classified into two groups namely electrical parameters and non-electrical parameters as shown in Figure 2. The major electrical parameters are spark-on-time (Son), spark-off-time (Soff), peak current (PC), servo-voltage (GV), and discharge energy (DE). Non-electrical parameters are dielectric/flushing pressure (WP), spindle rotational speed (SRS), types of dielectric, and electrode materials. Whereas, wire feed rate (WFR) and wire tension or wire rigidity (WR) are additional non-electrical parameters of the WTET process [13].
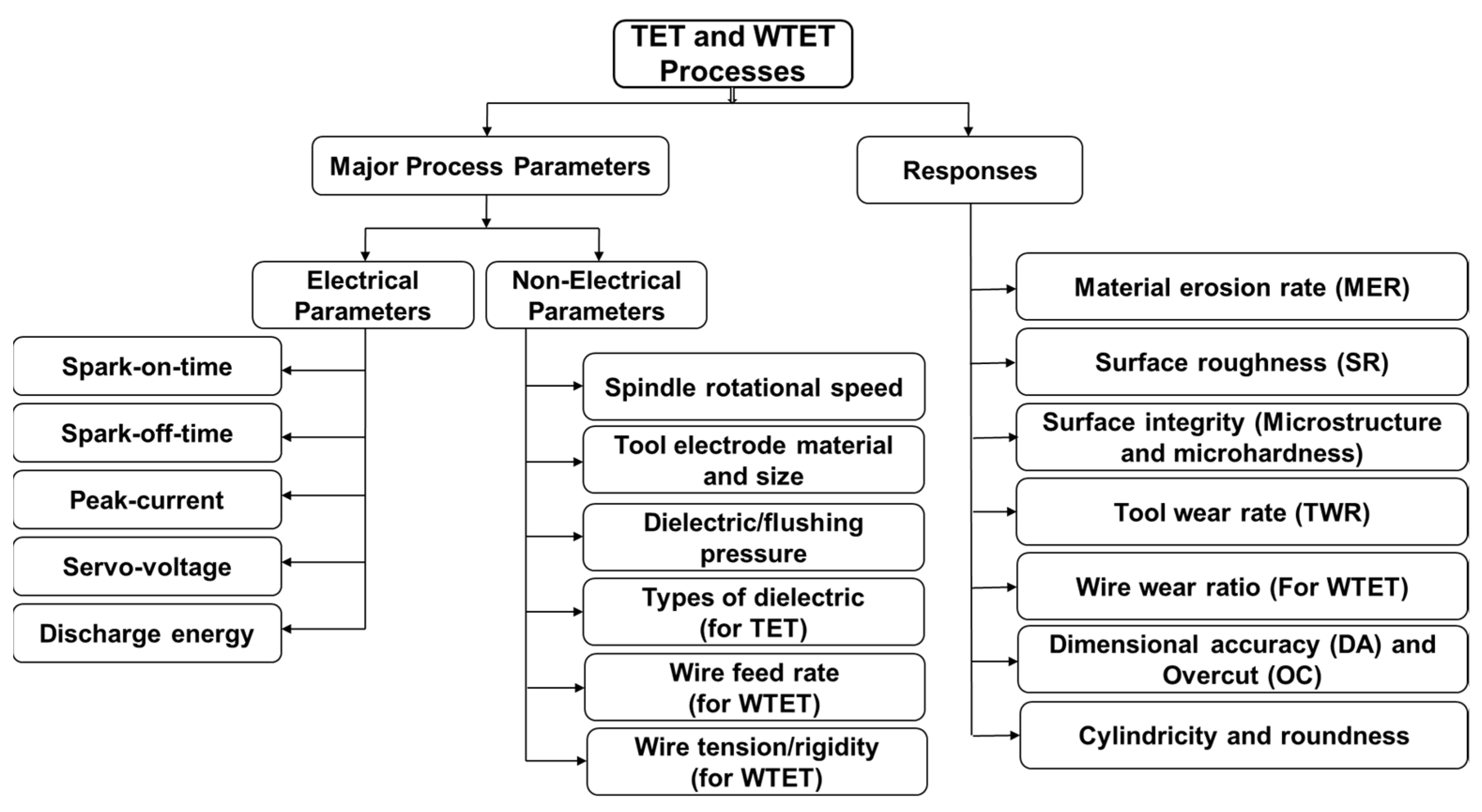
Figure 2. The process parameters and responses of thermoelectric-erosion based turning processes.
Spark-on-time (Son) indicates the time duration in microseconds during which sparks are generated between the inter-electrode gap (IEG). Spark-off-time (Soff) represents the time duration in microseconds between happenings of two consecutive sparks. Material removal takes place during spark-on-time. Peak current (PC) is the extreme value of the current passing through the electrodes for the given pulse and its value is displayed directly on an ammeter equipped with a machine during the turning process. Servo voltage is the value of the voltage during the formation of the discharge channel between the IEG and the dielectric breaks down in the IEG. The discharge energy is the amount of heat released between the IEG. The discharge energy can be determined from the electrical parameters of TET and WTET. The higher values of the discharge energy result in a higher material erosion rate (MER). Flushing pressure (kg/cm2) is the pressure of the dielectric through IEG to flush away the eroded particles from there. Spindle rotational speed (SRS) is the rotational speed of the spindle per minute (RPM). The chuck or collet is attached to the spindle which holds the cylindrical workpiece. It is the most important parameter of TET and WTET processes and its higher values are desirable for straight and taper turning to achieve better surface quality and productivity. Wire feed rate is the rate at which the fresh wire continuously moves through the wire guides and the IEG for sparking. Its higher value is preferable for stable machining without wire breakage. Wire breakage increases the machining time and deteriorates the surface quality of the components and parts. Wire tension indicates the rigidity of wire between the wire guides. A high wire tension is desirable for stable machining and to avoid wire vibration. Wire vibration is responsible for short-circuiting and poor dimensional accuracy. Dielectric plays an important role in thermoelectric-erosion based turning processes. It acts as a machining medium. EDM oil, kerosine, and hydrocarbons are used in TET whereas deionized water is used in WTET as a dielectric.
The aforesaid parameters significantly influence the performance measures such as erosion rate or material erosion rate (MER), surface roughness (SR), tool wear rate (TWR), wire wear ratio (WWR), surface quality, surface integrity, dimensional accuracy (DA), overcut (OC), cylindricity, and roundness. Therefore, the selection of optimal parametric conditions of TET and WTET is mandatory to fabricate better quality cylindrical parts with high productivity.
4. Limitations of Thermoelectric-Erosion Based Turning Processes
Thermoelectric-erosion based processes have certain limitations such as (i) only suitable for electrically conducting materials; (ii) low material erosion rate than traditional machining processes, (iii) high capital cost; (iv) excessive tool electrode wear; (v) not suitable for mass production; (vi) requirements of fabricated tool electrodes in TET; and (v) flammable dielectrics (only TET process).
This entry is adapted from the peer-reviewed paper 10.3390/met12071227
References
- Davis, J.R. Gear Materials, Properties, and Manufacture; ASM International: Novelty, OH, USA, 2005; ISBN 978-0-87170-815-1.
- Jain, N.K.; Chaubey, S.K. Chapter 1.17 Review of Miniature Gear Manufacturing. In Comprehensive Materials Finishing; Hashmi, M.S.J., Ed.; Elsevier: Oxford, UK, 2016; Volume 1, pp. 504–538.
- O’Hara, J.; Fang, F. Advances in micro cutting tool design and fabrication. Int. J. Extr. Manuf. 2019, 1, 032003.
- Masuzawa, T.; Tonshoff, H.K. Three-dimensional micromachining by machine tools. Ann. CIRP 1997, 46, 621–628.
- Singh, B.; Misra, J.P. A critical review of wire electric discharge machining. In DAAAM International Scientific Book; DAAAM International: Vienna, Austria, 2016; pp. 249–266.
- Gnanavel, C.; Saravanan, R.; Chandrasekaran, M.; Pugazhenthi, R. Restructured review on electrical discharge machining-a state of the art. IOP Conf. Ser. Mater. Sci. Eng. 2017, 183, 012015.
- Rajendran, S.; Marimuthu, K.; Sakthivel, M. Study of crack formation and resolidified in EDM Process on T90Mn2W50Cr45 tool steel. Mater. Manuf. Process. 2013, 28, 664–669.
- Giridharan, A.; Samuel, G.L. Investigation into erosion rate of AISI 4340 steel during wire electrical discharge turning process. Mach. Sci. Technol. 2017, 22, 287–298.
- Ho, K.H.; Newman, S.T. State of the art electrical discharge machining (EDM). Int. J. Mach. Tools Manuf. 2003, 43, 1287–1300.
- Mandal, A.; Dixit, A.R.; Das, A.K.; Mandal, N. Modeling and optimization of machining nimonic C-263 superalloy using multicut strategy in WEDM. Mater. Manuf. Process. 2016, 31, 860–868.
- George, J.; Mathew, J.; Manu, R. Determination of Crater Morphology and 3D Surface Roughness in Wire Electrical Discharge Turning of Inconel 825. Arab. J. Sci. Eng. 2020, 45, 5109–5127.
- Spur, G.; Schonbeck, J. Anode erosion in wire-EDM-a theoretical model. Ann. CIRP 1993, 42, 253–256.
- Benedict, G.F. Nontraditional Manufacturing Processes; Marcel Dekker Inc.: New York, NY, USA, 1987; ISBN 0-8247-7352-7.
- Uhlmann, E.; Piltz, S.; Oberschmidt, D. Machining of micro rotational parts by wire electrical discharge grinding. Prod. Eng. 2008, 2, 227–233.
This entry is offline, you can click here to edit this entry!