Your browser does not fully support modern features. Please upgrade for a smoother experience.
Please note this is an old version of this entry, which may differ significantly from the current revision.
The ever-increasing demand for higher-power dense electrical machines has resulted in different electrical, mechanical, and thermal stresses, which can eventually cause machine failure. For this reason, the management of stresses and losses must be thoughtfully investigated to have a highly reliable electrical machine.
- electrical machines
- winding topologies
- thermal management
1. Introduction
Transition away from fossil-fueled vehicles is a key strategy in the fight against the harmful CO2 emissions and climate change. Therefore, transportation electrification is rapidly accelerating across the globe. Electric vehicles (EVs) are recognized as the future for a zero-carbon transportation sector. As the market of EVs is growing larger, more advanced electrical machine designs will be necessary.
One of the major research themes in the design of electrical machines is increasing the power density (or) power per volume [1]. The weight and size of the machine components play a vital role in the assembly of a higher power dense machine. In order to combine high performance with compact structure, material engineering for the active components (i.e., core or windings) as well as the passive components (i.e., insulation or heat exchangers) are necessary. Since the major part of the power losses is generated in the machine winding [2], it is important to limit these losses by the adoption of innovative winding topologies and improved thermal management [3].
The production technology of electrical machine windings always seeks for easily produced solutions with higher performance and lower cost. The manufacturing of machine windings basically depends on three main factors which are the electrical conductors, thermal and mechanical properties [4]. The selection of the electrical conductor usually is based on the electrical properties of the material such as the electrical conductivity. Also, the individual conductors or strands are usually coated with an insulating layer in order to provide the required electrical and thermal properties such as voltage rating and temperature class [5]. With this being said, appropriate material selection for the conducting material is important for high electromagnetic and thermal performances.
2. Winding Insulation Systems
More than 30% of electrical machines can experience failure due to insulation problems [6][7]. Over the past two decades, the dielectric strength of insulation materials has been gradually enhanced. There have been plenty of efforts to reduce the insulation thickness for more efficient and compact design with lower manufacturing cost [8]. Despite the fact that the electrical insulation materials are passive components, they are considered as a very critical component in the design of electrical machines. The winding insulation is always used to prevent interconnection between the turns or between the winding and the core. Additionally, a farther protection can be provided to the body of the fully formed windings by impregnating or using suitable lining materials. That will help in the improvement of the physical properties including the mechanical ones such as mechanical stress resilience between conductors.
The insulating material is also the main criterium for the machine cooling and determining the maximum operating temperature of windings in the electrical machine. Accordingly, it defines the upper limit of the current that a wire can carry and hence the electrical loading and torque production. For instance, two identical wires with only different insulating material can withstand different levels of current density, despite having the same conducting material and cross section area. Any damage to the insulating material caused by overloading or hotspots can eventually cause machine failure. So, it necessary to select the insulation properly to provide the machine with the ultimate protection under worst heat scenarios including faults.
According to IEC standard 60085, the electrical insulations are classified based on their maximum temperature as shown in Figure 1. The upper temperature limit in each insulation type is determined by three main terms; the ambient temperature (usually 40 °C), the permissible temperature rise, and safety margin. If the machine operating temperature exceeds the maximum temperature of the insulation material, the lifetime of the insulation will substantially decrease. An example to demonstrate according to NEMA standard, a machine operating at 180 °C can run safely on a class H insulation for tens of thousands of hours. However, using class F will reduce the lifetime to 8500 h. Classes B or A will reduce the lifetime to 1800, 300 h, respectively.
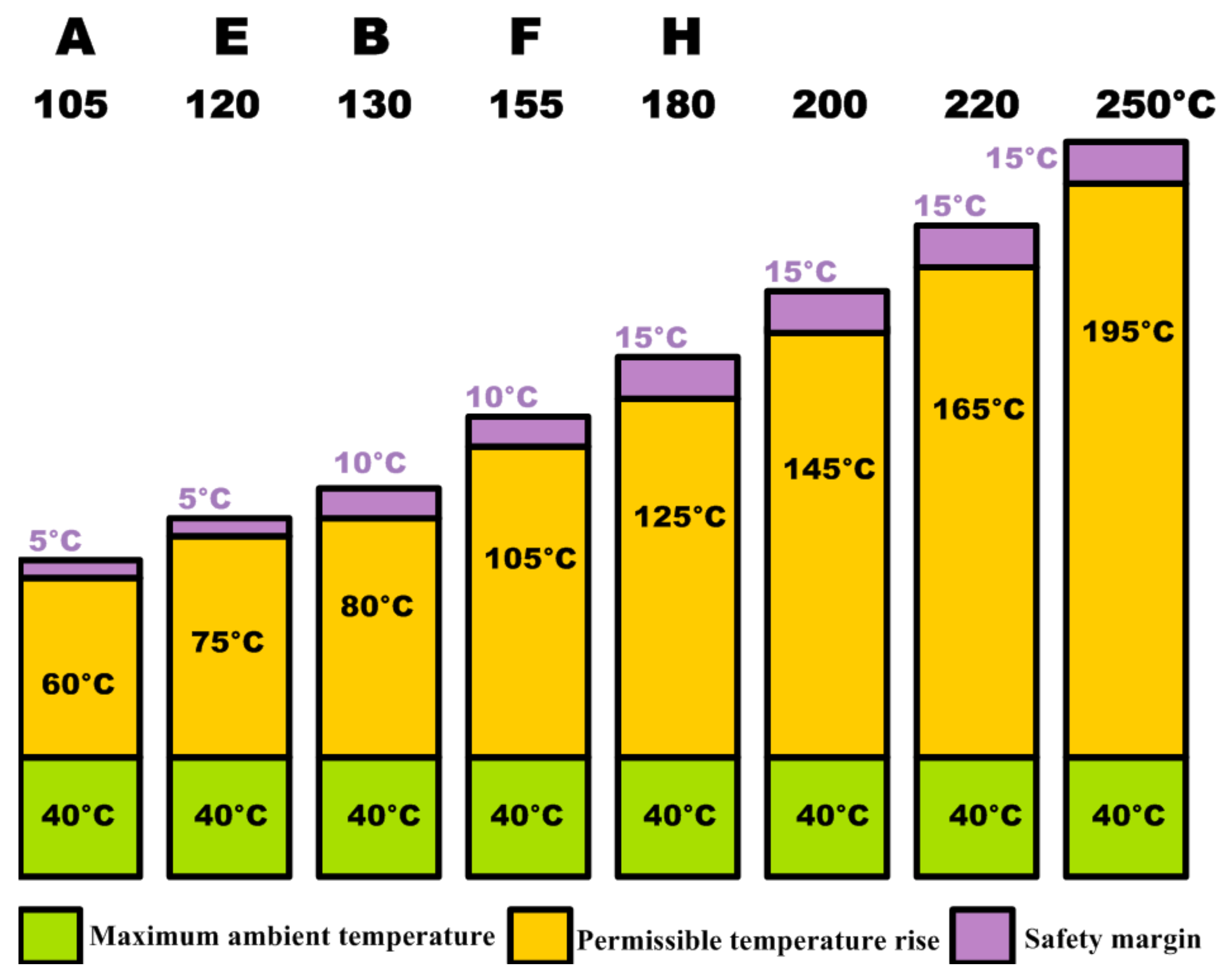
Figure 1. Classification of the electrical insulation materials based on their upper temperature limit [IEC standard 60085].
It is very important to detect the weakness in the winding insulation in an early stage so that a scheduled maintenance or replacement can be performed before any expected severe failure. In this context, many in-depth studies has been reported in literature for testing and monitoring techniques. In [9][10][11][12], many surveys have been carried out on electrical insulation diagnostics associated with the ongoing research developments.
2.1. Insulation Materials
The winding insulation materials are classified and selected mainly based on their thermal class and withstand capacity. They can also be classified based on the type of the substances. The motor winding insulation can be either liquid-based such as (e.g., synthetic varnishes, risen, etc.) or solid material such as (e.g., glass, rubber, ceramics, etc.).
In high rating electrical machines (50–500 kW), a more sophisticated insulation system will be necessary specially with rated voltages up to 3000 V. An example to demonstrate is shown in Figure 2a, which is a three-phase 350 kW asynchronous traction motor with a rated voltages of 1200 V [13]. A class 200 insulation system is designed and tested which consists of three main components. First, the winding wire insulation (turn insulation) consists of polyimide film combined with braided glass silk. Secondly, the main insulation on the coil sides and end windings are made of mica/glass silk tapes with aramid-fiber-reinforced mica. Finally, the overall installation is vacuum-pressure impregnated with silicone resin material to eliminate moisture and provide deeper penetration of insulation.
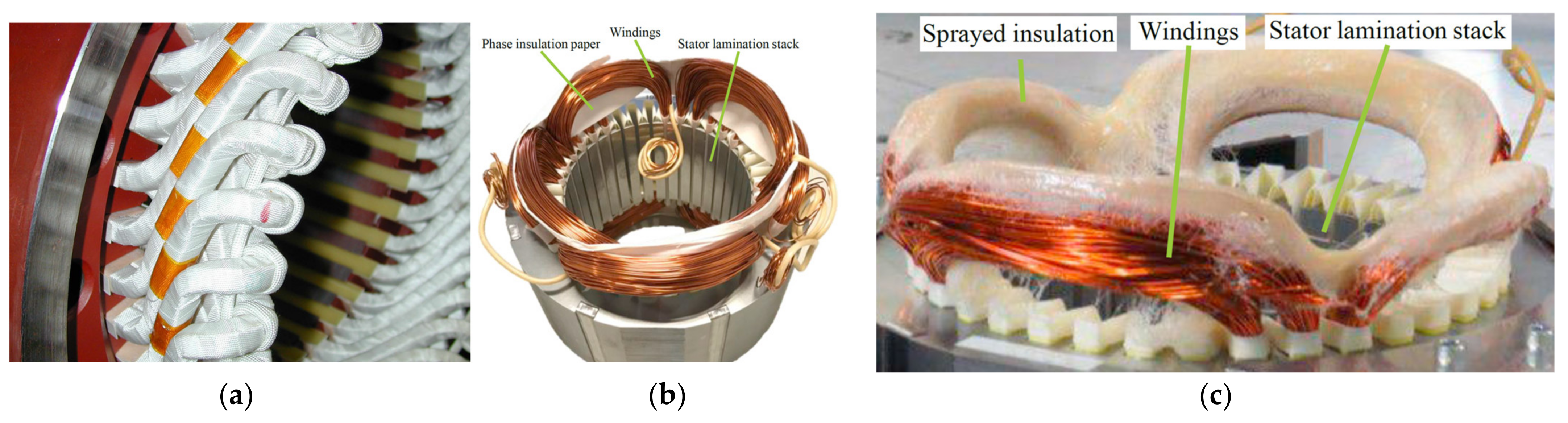
In lower rating electrical machines [14], traditional low-cost insulation paper is usually used between the phases and between the windings and the stator core as shown in Figure 2b. For a faster and more reliable insulation process, spray insulation can be used as shown in Figure 2c.
2.2. Failures of the Insulation System
There are three main reasons for failure in insulation material, which are thermal, electrical and mechanical stresses. The thermal stress is the root cause thermal ageing. For instance, a thermal overloading, caused by a small voltage unbalance of 3.5%, will increase the temperature by 25% in the phase carrying the highest current [15]. Subsequently, this will accelerate the aging process of the insulation material remarkably. In terms of electrical stress, the breakdown in dielectric materials can happen as a result of manufacturing defects, transient voltages and partial discharge including tracking & corona phenomena. However, these failures are most likely to occurs at an operating voltage above 600 V. As for the negative effect of transient voltage, it mostly appears at variable frequency drives, especially at the startup or stopping. Finally, the windings material can be exposed to mechanical stresses, particularly in the moving coils of the rotor. The mechanical force on the conductors is proportional to the square of the machine current, so it is expected that this force can be most damaging at the starting of a motor.
2.3. Testing Insulation
Before putting an electrical machine into action, or during a periodic maintenance and fault-finding process, insulation testing and measurements are necessary in order to verify its suitability. These kinds of tests are referred to as offline tests. Normally, the offline test is more accurate and direct without much experience needed compared to online monitoring. Several techniques of testing and maintenance have been discussed in details in many standards [16].
A commonly used test is the insulation resistance (IR) which can be measured using a megger device. This test is performed by applying a DC voltage between the windings and the machine frame/ground for a period of 10 min or more. The leakage current (usually in micro Ampere) is measured along with the test voltage and the insulation resistance can be calculated using ohm’s law. A temperature correction is also applied to the measured resistance if the test temperature is different from IEEE standard temperature (40 °C).
Additionally, the polarization index (PI) can also be calculated using this equation (PI = R10min /R1min), which is the ratio between the winding insulation resistance measured after applying the test voltage for 10 min to its value after 1 min. The PI is an important indicator to the dryness of the machine windings, especially if they are kept in a place with high humidity. A PI between 2–4 is considered a good value.
3. Additive Manufacturing for Machine Windings
With the limited flexibility of the conventional techniques of winding manufacturing, standard shapes and standard materials are the only available options for the electrical machines. In this context, the interest in additive manufacturing (AM) of windings has been remarkably increasing recently [17]. Using AM has enabled new design solutions with unmatched geometrical flexibility, improved material utilization, and ease of manufacturability.
This entry is adapted from the peer-reviewed paper 10.3390/machines10070563
References
- Ramesh, P.; Lenin, N.C. High Power Density Electrical Machines for Electric Vehicles—Comprehensive Review Based on Material Technology. IEEE Trans. Magn. 2019, 55, 0900121.
- Gerada, D.; Mebarki, A.; Brown, N.L.; Gerada, C.; Cavagnino, A.; Boglietti, A. High-Speed Electrical Machines: Technologies, Trends, and Developments. IEEE Trans. Ind. Electron. 2014, 61, 2946–2959.
- Golovanov, D.; Papini, L.; Gerada, D.; Xu, Z.; Gerada, C. Multidomain Optimization of High-Power-Density PM Electrical Machines for System Architecture Selection. IEEE Trans. Ind. Electron. 2018, 65, 5302–5312.
- Palka, R.; Wardach, M. Design and Application of Electrical Machines. Energies 2022, 15, 523.
- Groschup, B.; Nell, M.; Pauli, F.; Hameyer, K. Characteristic Thermal Parameters in Electric Motors: Comparison between Induction- and Permanent Magnet Excited Machine. IEEE Trans. Energy Convers. 2021, 36, 2239–2248.
- O’Donnell, P. Report of Large Motor Reliability Survey of Industrial and Commercial Installations, Part I. IEEE Trans. Ind. Appl. 1985, 4, 853–864.
- O’Donnell, P. Report of Large Motor Reliability Survey of Industrial and Commercial Installations, Part II. IEEE Trans. Ind. Appl. 1985, 23, 865–872.
- Stone, I.G.C.; Culbert, E.A.; Boulter, H.D. Electrical Insulation for Rotating Machines: Design Evaluation Aging Testing and Repair; John Wiley Sons: Hoboken, NJ, USA, 2014; Volume 21.
- Benbouzid, M.E.H. Bibliography on induction motors faults detection and diagnosis. IEEE Trans. Energy Convers. 1999, 14, 1065–1074.
- Stone, G.C. Advancements during the past quarter century in on-line monitoring of motor and generator winding insulation. IEEE Trans. Dielectr. Electr. Insul. 2002, 9, 746–751.
- Awadallah, M.A.; Morcos, M.M. Application of AI tools in fault diagnosis of electrical machines and drives-an overview. IEEE Trans. Energy Convers. 2003, 18, 245–251.
- Filippetti, F.; Franceschini, G.; Tassoni, C.; Vas, P. Recent developments of induction motor drives fault diagnosis using AI techniques. IEEE Trans. Ind. Electron. 2000, 47, 994–1004.
- Kielmann, V.E.M.; Frieder, O.S. Insulation System for Inverter-Fed Traction Motors with High Rated Voltages. Available online: https://www.vem-group.com/fileadmin/content/pdf/Download/Broschüren/Flyer_VEM-Sachsenwerk/vemodur_en.pdf (accessed on 10 June 2022).
- Mahr, A.; Kneidl, M.; Regler, J.; Franke, J. Process design and evaluation for the automation of interphase insulation for distributed windings. Procedia Manuf. 2021, 55, 226–231.
- Grubic, S.; Aller, J.M.; Lu, B.; Habetler, T.G. A Survey on Testing and Monitoring Methods for Stator Insulation Systems of Low-Voltage Induction Machines Focusing on Turn Insulation Problems. IEEE Trans. Ind. Electron. 2008, 55, 4127–4136.
- IEEE Standard, Revision of I.S. 43-2000—IEEE Recommended Practice for Testing Insulation Resistance of Rotating Machinery. Available online: https://ieeexplore.ieee.org/servlet/opac?punumber=6740 (accessed on 10 June 2022).
- Selema, A.; Ibrahim, M.N.; Sergeant, P. Metal Additive Manufacturing for Electrical Machines: Technology Review and Latest Advancements. Energies 2022, 15, 1076.
This entry is offline, you can click here to edit this entry!