Usually, a single feedstock is employed in pyrolysis for anoxygenic generation of biochar together with bio-oil at elevated temperatures (350–600 °C). Bio-oil produced through pyrolysis can be upgraded to crude oil after some modification. However, these modifications of bio-oil are one of the major drawbacks for its large-scale adoption, as upgradation increases the overall cost. Therefore, in recent years the scientific community has been researching co-pyrolysis technology that involves the pyrolysis of lignocellulosic biomass waste with non-biodegradable waste. Co-pyrolysis reduces the need for post-modification of bio-oil, unlike pyrolysis of a single feedstock.
- co-pyrolysis
- bio-oil
- biofuels
1. Introduction
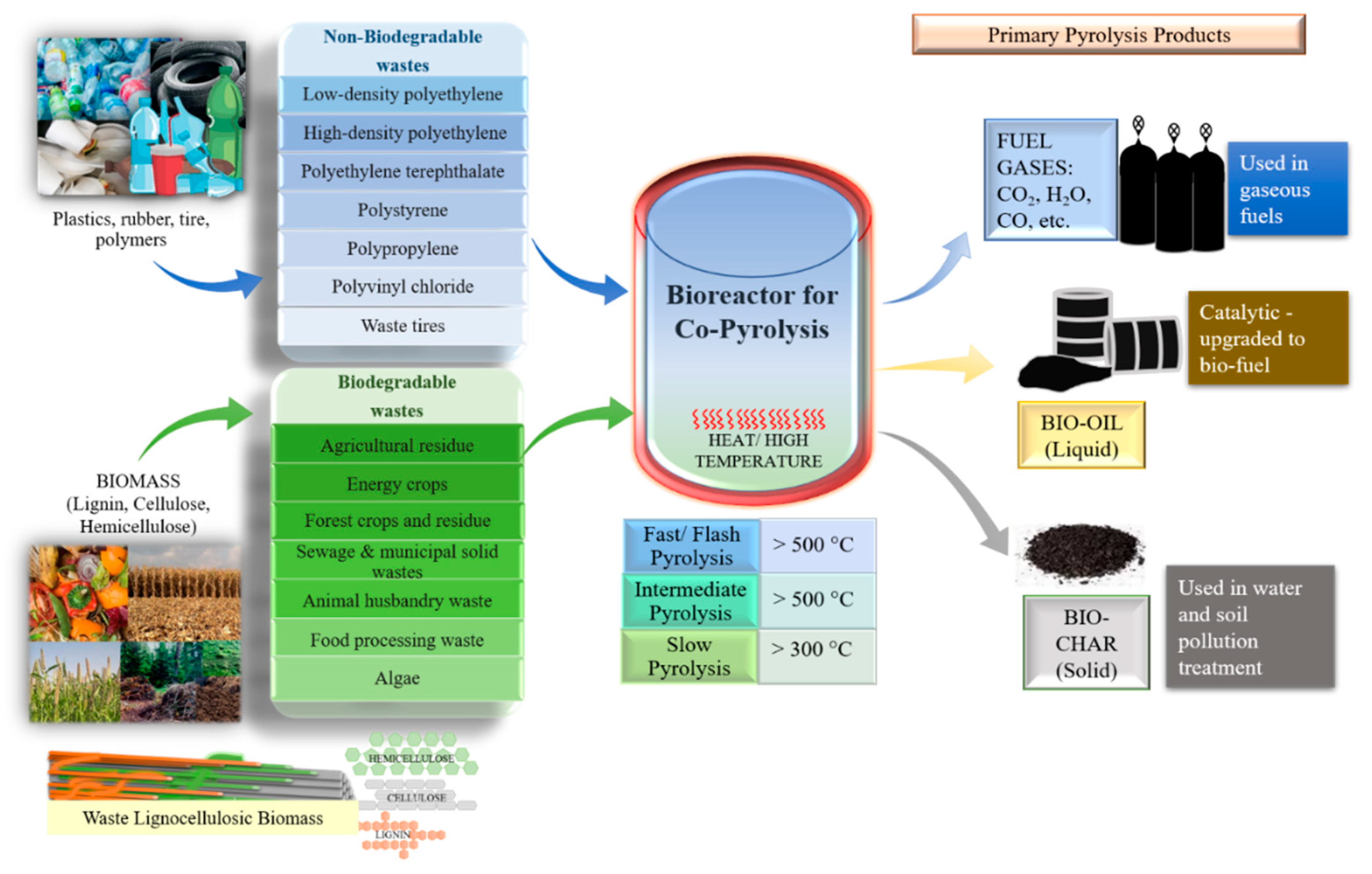
2. Mechanism of Co-Pyrolysis
2.1. Selection of Feedstocks for Co-Pyrolysis
| Biodegradable Wastes | ||||||
|---|---|---|---|---|---|---|
| Type of Biomass | Raw Material | Lignin | Hemicellulose | Cellulose | References | |
| Agriculture Residue | Almond Shell | 27.7–35% | 28.0–38.0% | 29.0–31.1% | [40] | |
| Banana Waste | 24.28% | 10.50% | 40.15% | [41] | ||
| Barley Straw | 13.8% | 21.9% | 33.8% | [42] | ||
| Corn Stalk | 15.59% | 43.01% | 22.82% | [40] | ||
| Corn Stover | 13 (mf * wt.%) | 43 (mf * wt.%) | 31 (mf * wt.%) | [43] | ||
| Cotton Stalk | 20.88% | 32% | 38% | [44] | ||
| Date Palm Waste | 1–25% | 19–33% | 22–40% | [45] | ||
| Flax Straw | 28.90% | 34.40% | 36.70% | [40] | ||
| Groundnut Husk | 28% | 46% | 34% | [46] | ||
| Jatropha De-oiled Cake | 24.9% | 16.6% | 53.5% | [47] | ||
| Millet Husk | 14% | 26.9% | 33.3% | [40] | ||
| Oat Straw | 12.9% | 23.3% | 37.6% | [42] | ||
| Palm Oil Empty Fruit Bunches | 12.09% DB a | 12.78% DB | 25.16% DB | [48] | ||
| Rice Husk | 14.3% | 24.3% | 31.3% | [40] | ||
| Rice Straw | 14.23% DB | 22.20% DB | 38.30% DB | [49] | ||
| Sugarcane Bagasse | 9.6% | 28.2% | 30.9% | [50] | ||
| Wheat Straw | 15–16.4% | 27.3–50% | 27.3–30% | [40] | ||
| Biodegradable Industry Waste | Fruit Industry Waste | Apple Pomace | 24.72% | 27.77% | 47.49% | [51] |
| Pineapple Peels | 10.06% | Not Mentioned | 21.66% | [52] | ||
| Orange Peels | 12.04% | 30.63 | 33.26 | [53] | ||
| Mango Endocarp | 25.9% | 21.4% | 50.13 | |||
| Apricot Kernel Shell | 47.97% | 17.01% | 29.57% | |||
| Date Pits | 16.68% | 18.67% | 45.88% | |||
| Coffee Industry waste | Spent Coffee Grounds | 25% | 42% | 13% | [54,55] | |
| Coffee Pulp | - | 21–32% of carbohydrates | ||||
| Coffee Cherry Husk | - | 58–85% of carbohydrates | ||||
| Textile Waste | Hemp, Flax, Jute, and Abaca | Small Amount | 12-20% | 60% | [56] | |
| Coir | 41–45% | 12–20% | 36–43% | |||
| Paper Biomass | 3.3% | 15.2% | 76.5% | [57] | ||
| Forest Residue | Hardwood | 20–25% | 20–25% | 45–50% | [58] | |
| Pine Wood | 25.3% | 10.5% | 48.6% | [59] | ||
| Softwood | 25–35% | 25–30% | 40–50% | [43] | ||
| Other Wastes | MSW | 16% | 4% | 38% | [60] | |
| Sewage Sludge | 5.86% | 2.37% | 14.65% | [61] | ||
| Manure | 6–16% | 18–27% | 4-23% | [62] | ||
| Energy Crops | Switchgrass | 18–19% | 24–29% | 37–43% | [58] | |
| Non-Lignocellulosic Biomass | Raw Material | Protein | Lipid | Carbohydrates | Reference | |
| Algae (Chlorella vulgaris) | 41.51% | 15.67% | 20.99% | [63] | ||
| Hair Waste | 65–95% | 1–9% | - | [63,64] | ||
| Feather Waste | 82% | 0.8% | 2% | [65] | ||
| Meat Waste | Cattle | 1% | 74.75% | 1.45% | ||
| Pig | 13.13% | 33.25% | 13.86% | |||
| Non-Biodegradable Wastes | ||||||
| Synthetic Polymers | Raw Material | Carbon | Hydrogen | Sulfur | Reference | |
| LDPE | 86.35% | 13.58% | 0.074 | [16] | ||
| HDPE | 84.89% | 14.19% | 0.54% | [66] | ||
| PET | 57.9% | 4.13% | 0.01% | [17] | ||
| Waste Tires | 87.9% | 7.4% | 1.1% | [67] | ||
2.1.1. Biodegradable Wastes
Lignocellulose Wastes
| Raw Material | Properties of Bio-Oil Produced by Pyrolysis | Reference |
|---|---|---|
| Acacia nilotica (Babool) Seeds | Rich in hydrocarbons, alcohols, phenols but further upgradation to remove oxygen is required | [36] |
| Cedrus deodara | Rich in acids, alcohols, aromatic ethers, carbonyl compounds, hydrocarbons, phenols, but further refining is required |
[37] |
| Corn Cob | Acids, furans, lignin-derived phenols, nonaromatic aldehydes, non-aromatic ketones, sugars, but further upgradation for removing moisture is required |
[38] |
| Cotton Residue | Bio-oil contains phenolic compounds but is highly oxygenated | [39] |
| HDPE | Rich in aliphatic hydrocarbon (C8 to C12); lower proportion of aromatic hydrocarbons | [40] |
| LDPE | Rich in aliphatic and simple aromatic hydrocarbons | [41] |
| Mixed Plastic | Heating Value 44.40 MJ/kg | [22] |
| Oil Palm Empty Fruit Bunches | Rich in phenol, furan, ketone, alcohol, acids, pyrans | [38] |
| Palm Fronds | Rich in acids, phenols, ketones, aldehydes, alcohols, but this conversion is still not optimal | [42] |
| PE | High aromatic content having other hydrocarbon compounds and some aliphatic content; higher heating values than conventional diesel | [43] |
| PET | Rich in aromatic hydroxyl groups; lack oxygen, carboxyl, and aliphatic hydroxyl groups | [44] |
| Pinewood | Rich in acids, phenols; however, further optimization and upgradation is required. | [45] |
| Poplar | Bio-oil collected under two fractions: | [46] |
|
||
| PP | Rich in the naphtha range hydrocarbons. | [47] |
| PS | Heating value 43.0 MJ/kg; flash point: 26.1 °C | [22] |
| PVC | Heating value 43.22 MJ/kg; flash point: 40 °C | [22] |
| Rice Husk | Rich in acids, aromatic, heterocyclic compounds, but to use as vehicle fuel it requires some refining | [38] |
| Spruce | Rich in non-aromatic aldehydes, sugars, non-aromatic ketones, guaiacols, acids, furans, pyrans | [38] |
| Sugarcane Bagasse | Bio-oil has significantly less oxygen and higher calorific value due to pressure applied during pyrolysis | [46] |
| Sweet Sorghum Bagasse | Properties of bio-oil were found to vary across the fractional condensers. | [46] |
| Waste Tires | Contains aromatic, aliphatic, polar and hetero-atom fractions. | [48] |
Non-Lignocellulosic Wastes
2.1.2. Non-Biodegradable Wastes
2.2. Sample Preparation/Pretreatment
2.2.1. Physical/Mechanical Pretreatment
2.2.2. Chemical Pretreatment
2.2.3. Physio–Chemical Pretreatment
2.2.4. Biological Pretreatment
This entry is adapted from the peer-reviewed paper 10.3390/en15114168
References
- Zaman, C.Z.; Pal, K.; Yehye, W.A.; Sagadevan, S.; Shah, S.T.; Adebisi, G.A.; Marliana, E.; Rafique, R.F.; Johan, R.B. Pyrolysis: A Sustainable Way to Generate Energy from Waste. In Pyrolysis; Samer, M., Ed.; InTechOpen: Rijeka, Croatia, 2017.
- Aysu, T.; Durak, H.; Güner, S.; Bengü, A.; Esim, N. Bio-oil production via catalytic pyrolysis of Anchusa azurea: Effects of operating conditions on product yields and chromatographic characterization. Bioresour. Technol. 2016, 205, 7–14.
- Luque, L.; Oudenhoven, S.; Westerhof, R.; Van Rossum, G.; Berruti, F.; Kersten, S.; Rehmann, L. Comparison of ethanol production from corn cobs and switchgrass following a pyrolysis-based biorefinery approach. Biotechnol. Biofuels 2016, 9, 242.
- Islam, Z.U.; Zhisheng, Y.; Hassan, E.B.; Dongdong, C.; Hongxun, Z. Microbial conversion of pyrolytic products to biofuels: A novel and sustainable approach toward second-generation biofuels. J. Ind. Microbiol. Biotechnol. 2015, 42, 1557–1579.
- Lee, S.Y.; Sankaran, R.; Chew, K.W.; Tan, C.H.; Krishnamoorthy, R.; Chu, D.-T.; Show, P.-L. Waste to bioenergy: A review on the recent conversion technologies. BMC Energy 2019, 1, 4.
- Bhatia, S.K.; Gurav, R.; Choi, T.-R.; Kim, H.J.; Yang, S.-Y.; Song, H.-S.; Park, J.Y.; Park, Y.-L.; Han, Y.-H.; Choi, Y.-K.; et al. Conversion of waste cooking oil into biodiesel using heterogenous catalyst derived from cork biochar. Bioresour. Technol. 2020, 302, 122872.
- Gurav, R.; Bhatia, S.K.; Choi, T.-R.; Choi, Y.-K.; Kim, H.J.; Song, H.-S.; Lee, S.M.; Park, S.L.; Lee, H.S.; Koh, J.; et al. Application of macroalgal biomass derived biochar and bioelectrochemical system with Shewanella for the adsorptive removal and biodegradation of toxic azo dye. Chemosphere 2020, 264, 128539.
- Sheikh, M.I.; Kim, C.-H.; Park, H.-H.; Nam, H.-G.; Lee, G.S.; Jo, H.S.; Lee, J.-Y.; Kim, J.W. A synergistic effect of pretreatment on cell wall structural changes in barley straw (Hordeum vulgare L.) for efficient bioethanol production. J. Sci. Food Agric. 2014, 95, 843–850.
- Song, H.J.; Gurav, R.; Bhatia, S.K.; Bin Lee, E.; Kim, H.J.; Yang, Y.-H.; Kan, E.; Kim, H.H.; Lee, S.H.; Choi, Y.-K. Treatment of microcystin-LR cyanotoxin contaminated water using Kentucky bluegrass-derived biochar. J. Water Process. Eng. 2021, 41, 102054.
- Verma, M.; Godbout, S.; Brar, S.K.; Solomatnikova, O.; Lemay, S.P.; Larouche, J.P. Biofuels Production from Biomass by Thermochemical Conversion Technologies. Int. J. Chem. Eng. 2012, 2012, 542426.
- Wang, Y.; Song, H.; Peng, L.; Zhang, Q.; Yao, S. Recent developments in the catalytic conversion of cellulose. Biotechnol. Biotechnol. Equip. 2014, 28, 981–988.
- Ryu, H.W.; Kim, D.H.; Jae, J.; Lam, S.S.; Park, E.D.; Park, Y.-K. Recent advances in catalytic co-pyrolysis of biomass and plastic waste for the production of petroleum-like hydrocarbons. Bioresour. Technol. 2020, 310, 123473.
- Li, X.; Li, J.; Zhou, G.; Feng, Y.; Wang, Y.; Yu, G.; Deng, S.; Huang, J.; Wang, B. Enhancing the production of renewable petrochemicals by co-feeding of biomass with plastics in catalytic fast pyrolysis with ZSM-5 zeolites. Appl. Catal. A Gen. 2014, 481, 173–182.
- Martínez, J.D.; Veses, A.; Mastral, A.M.; Murillo, R.; Navarro, M.V.; Puy, N.; Artigues, A.; Bartrolí, J.; García, T. Co-pyrolysis of biomass with waste tyres: Upgrading of liquid bio-fuel. Fuel Process. Technol. 2013, 119, 263–271.
- Abnisa, F.; Daud, W.M.A.W. A review on co-pyrolysis of biomass: An optional technique to obtain a high-grade pyrolysis oil. Energy Convers. Manag. 2014, 87, 71–85.
- Uzoejinwa, B.B.; He, X.; Wang, S.; Abomohra, A.E.-F.; Hu, Y.; Wang, Q. Co-pyrolysis of biomass and waste plastics as a thermochemical conversion technology for high-grade biofuel production: Recent progress and future directions elsewhere worldwide. Energy Convers. Manag. 2018, 163, 468–492.
- Ahmed, M.H.; Batalha, N.; Mahmudul, H.M.; Perkins, G.; Konarova, M. A review on advanced catalytic co-pyrolysis of biomass and hydrogen-rich feedstock: Insights into synergistic effect, catalyst development and reaction mechanism. Bioresour. Technol. 2020, 310, 123457.
- Salvilla, J.N.V.; Ofrasio, B.I.G.; Rollon, A.P.; Manegdeg, F.G.; Abarca, R.R.M.; de Luna, M.D.G. Synergistic co-pyrolysıs of polyolefin plastics with wood and agricultural wastes for biofuel production. Appl. Energy 2020, 279, 115668.
- Johansson, A.-C.; Sandström, L.; Öhrman, O.G.; Jilvero, H. Co-pyrolysis of woody biomass and plastic waste in both analytical and pilot scale. J. Anal. Appl. Pyrolysis 2018, 134, 102–113.
- Wang, C.; Bi, H.; Lin, Q.; Jiang, X.; Jiang, C. Co-pyrolysis of sewage sludge and rice husk by TG–FTIR–MS: Pyrolysis behavior, kinetics, and condensable/non-condensable gases characteristics. Renew. Energy 2020, 160, 1048–1066.
- Mushtaq, F.; Mat, R.; Ani, F.N. A review on microwave assisted pyrolysis of coal and biomass for fuel production. Renew. Sustain. Energy Rev. 2014, 39, 555–574.
- Dwivedi, P.; Mishra, P.; Mondal, M.K.; Srivastava, N. Non-biodegradable polymeric waste pyrolysis for energy recovery. Heliyon 2019, 5, e02198.
- Isikgor, F.H.; Becer, C.R. Lignocellulosic biomass: A sustainable platform for the production of bio-based chemicals and polymers. Polym. Chem. 2015, 6, 4497–4559.
- Mamaeva, A.; Tahmasebi, A.; Tian, L.; Yu, J. Microwave-assisted catalytic pyrolysis of lignocellulosic biomass for production of phenolic-rich bio-oil. Bioresour. Technol. 2016, 211, 382–389.
- U.S. Energy Information Administration. Biomass Explained. 2021. Available online: https://www.eia.gov/energyexplained/biomass/ (accessed on 23 June 2021).
- Sakhuja, D.; Ghai, H.; Rathour, R.K.; Kumar, P.; Bhatt, A.K.; Bhatia, R.K. Cost-effective production of biocatalysts using inexpensive plant biomass: A review. 3 Biotech. 2021, 11, 1–21.
- Andlar, M.; Rezić, T.; Marđetko, N.; Kracher, D.; Ludwig, R.; Šantek, B. Lignocellulose degradation: An overview of fungi and fungal enzymes involved in lignocellulose degradation. Eng. Life Sci. 2018, 18, 768–778.
- Bhatia, S.K.; Jagtap, S.S.; Bedekar, A.A.; Bhatia, R.K.; Patel, A.K.; Pant, D.; Banu, J.R.; Rao, C.V.; Kim, Y.-G.; Yang, Y.-H. Recent developments in pretreatment technologies on lignocellulosic biomass: Effect of key parameters, technological improvements, and challenges. Bioresour. Technol. 2020, 300, 122724.
- Saini, J.K.; Saini, R.; Tewari, L. Lignocellulosic agriculture wastes as biomass feedstocks for second-generation bioethanol production: Concepts and recent developments. 3 Biotech. 2014, 5, 337–353.
- Kumar, A.; Chandra, R. Ligninolytic enzymes and its mechanisms for degradation of lignocellulosic waste in environment. Heliyon 2020, 6, e03170.
- Bajpai, P. Wood and Fiber Fundamentals. In Biermann’s Handbook of Pulp and Paper; Elsevier: Amsterdam, The Netherlands, 2018; pp. 19–74.
- Bhatia, S.K.; Gurav, R.; Choi, T.-R.; Han, Y.H.; Park, Y.-L.; Park, J.Y.; Jung, H.-R.; Yang, S.-Y.; Song, H.-S.; Kim, S.-H.; et al. Bioconversion of barley straw lignin into biodiesel using Rhodococcus sp. YHY01. Bioresour. Technol. 2019, 289, 121704.
- Zakzeski, J.; Bruijnincx, P.C.A.; Jongerius, A.L.; Weckhuysen, B.M. The Catalytic Valorization of Lignin for the Production of Renewable Chemicals. Chem. Rev. 2010, 110, 3552–3599.
- Hassan, H.; Lim, J.; Hameed, B. Recent progress on biomass co-pyrolysis conversion into high-quality bio-oil. Bioresour. Technol. 2016, 221, 645–655.
- Zabeti, M.; Baltrusaitis, J.; Seshan, K. Chemical routes to hydrocarbons from pyrolysis of lignocellulose using Cs promoted amorphous silica alumina catalyst. Catal. Today 2016, 269, 156–165.
- Garg, R.; Anand, N.; Kumar, D. Pyrolysis of babool seeds (Acacia nilotica) in a fixed bed reactor and bio-oil characterization. Renew. Energy 2016, 96, 167–171.
- Krishna, B.B.; Biswas, B.; Ohri, P.; Kumar, J.; Singh, R.; Bhaskar, T. Pyrolysis of Cedrus deodara saw mill shavings in hydrogen and nitrogen atmosphere for the production of bio-oil. Renew. Energy 2016, 98, 238–244.
- Dhyani, V.; Bhaskar, T. A comprehensive review on the pyrolysis of lignocellulosic biomass. Renew. Energy 2018, 129, 695–716.
- Krishna, B.B.; Biswas, B.; Kumar, J.; Singh, R.; Bhaskar, T. Role of Reaction Temperature on Pyrolysis of Cotton Residue. Waste Biomass-Valorization 2015, 7, 71–78.
- Al-Salem, S. Thermal pyrolysis of high density polyethylene (HDPE) in a novel fixed bed reactor system for the production of high value gasoline range hydrocarbons (HC). Process. Saf. Environ. Prot. 2019, 127, 171–179.
- Zattini, G.; Leonardi, C.; Mazzocchetti, L.; Cavazzoni, M.; Montanari, I.; Tosi, C.; Benelli, T.; Giorgini, L. Pyrolysis of Low-Density Polyethylene. In Sustainable Design and Manufacturing 2017. SDM 2017. Smart Innovation, Systems and Technologies 68; Campana, G., Howlett, R., Setchi, R., Cimatti, B., Eds.; Springer: Cham, Switzerland, 2017; pp. 480–490.
- Rinaldi, N.; Simanungkalit, S.P. Bio-oil production from palm fronds by fast pyrolysis process in fluidized bed reactor. In Proceedings of the International Symposium on Applied Chemistry (ISAC), Jakarta, Indonesia, 23–25 October 2017.
- Miandad, R.; Rehan, M.; Barakat, M.A.; Aburiazaiza, A.S.; Khan, H.; Ismail, I.M.I.; Dhavamani, J.; Gardy, J.; Hassanpour, A.; Nizami, A.-S. Catalytic Pyrolysis of Plastic Waste: Moving Toward Pyrolysis Based Biorefineries. Front. Energy Res. 2019, 7, 27.
- Jia, H.; Ben, H.; Luo, Y.; Wang, R. Catalytic Fast Pyrolysis of Poly (Ethylene Terephthalate) (PET) with Zeolite and Nickel Chloride. Polymers 2020, 12, 705.
- Zhang, H.; Shao, S.; Jiang, Y.; Vitidsant, T.; Reubroycharoen, P.; Xiao, R. Improving hydrocarbon yield by two-step pyrolysis of pinewood in a fluidized-bed reactor. Fuel Process. Technol. 2017, 159, 19–26.
- Zadeh, Z.E.; Abdulkhani, A.; Aboelazayem, O.; Saha, B. Recent Insights into Lignocellulosic Biomass Pyrolysis: A Critical Review on Pretreatment, Characterization, and Products Upgrading. Processes 2020, 8, 799.
- Ahmad, I.; Khan, M.I.; Khan, H.; Ishaq, M.; Tariq, R.; Gul, K.; Ahmad, W. Pyrolysis Study of Polypropylene and Polyethylene Into Premium Oil Products. Int. J. Green Energy 2014, 12, 663–671.
- Williams, P. Pyrolysis of waste tyres: A review. Waste Manag. 2013, 33, 1714–1728.
- Zhang, X.; Lei, H.; Chen, S.; Wu, J. Catalytic co-pyrolysis of lignocellulosic biomass with polymers: A critical review. Green Chem. 2016, 18, 4145–4169.
- Mullen, C.A.; Dorado, C.; Boateng, A.A. Co-pyrolysis of biomass and polyethylene over HZSM-5: Effects of plastic addition on coke formation and catalyst deactivation. In Proceedings of the TCS2016—Symposium on Thermal and Catalytic Sciences for Biofuels and Biobased Products, Chapel Hill, NC, USA, 1–4 November 2016; p. 26.
- Fermoso, J.; Coronado, J.; Serrano, D.; Pizarro, P. Pyrolysis of microalgae for fuel production. In Microalgae-Based Biofuels and Bioproducts; Gonzalez-Fernandez, C., Muñoz, R., Eds.; Elsevier: Amsterdam, The Netherlands, 2017; pp. 259–281.
- Azizi, K.; Moraveji, M.K.; Najafabadi, H.A. Characteristics and kinetics study of simultaneous pyrolysis of microalgae Chlorella vulgaris, wood and polypropylene through TGA. Bioresour. Technol. 2017, 243, 481–491.
- Bhatia, R.; Sakhuja, D.; Mundhe, S.; Walia, A. Renewable Energy Products through Bioremediation of Wastewater. Sustainability 2020, 12, 7501.
- Clarens, A.F.; Resurreccion, E.P.; White, M.A.; Colosi, L.M. Environmental Life Cycle Comparison of Algae to Other Bioenergy Feedstocks. Environ. Sci. Technol. 2010, 44, 1813–1819.
- Bordoloi, N.; Narzari, R.; Sut, D.; Saikia, R.; Chutia, R.S.; Kataki, R. Characterization of bio-oil and its sub-fractions from pyrolysis of Scenedesmus dimorphus. Renew. Energy 2016, 98, 245–253.
- Li, D.-C.; Jiang, H. The thermochemical conversion of non-lignocellulosic biomass to form biochar: A review on characterizations and mechanism elucidation. Bioresour. Technol. 2017, 246, 57–68.
- Ma, W.; Du, G.; Li, J.; Fang, Y.; Hou, L.; Chen, G.; Ma, D. Supercritical water pyrolysis of sewage sludge. Waste Manag. 2017, 59, 371–378.
- Sakhuja, D.; Ghai, H.; Bhatia, R.K.; Bhatt, A.K. Management of e-Waste: Technological Challenges and Opportunities. In Handbook of Solid Waste Management; Springer: Singapore, 2021; pp. 1–35.
- Singh, M.; Salaudeen, S.A.; Gilroyed, B.H.; Al-Salem, S.M.; Dutta, A. A review on co-pyrolysis of biomass with plastics and tires: Recent progress, catalyst development, and scaling up potential. Biomass Convers. Biorefinery 2021, 1–25.
- Bridgwater, A.V. Review of fast pyrolysis of biomass and product upgrading. Biomass Bioenergy 2012, 38, 68–94.
- Zhang, X.; Yu, Z.; Lu, X.; Ma, X. Catalytic co-pyrolysis of microwave pretreated chili straw and polypropylene to produce hydrocarbons-rich bio-oil. Bioresour. Technol. 2020, 319, 124191.
- Xue, Y.; Bai, X. Synergistic enhancement of product quality through fast co-pyrolysis of acid pretreated biomass and waste plastic. Energy Convers. Manag. 2018, 164, 629–638.
- Lin, X.; Zhang, D.; Ren, X.; Zhang, Q.; Cai, H.; Yi, W.; Lei, H. Catalytic co-pyrolysis of waste corn stover and high-density polyethylene for hydrocarbon production: The coupling effect of potassium and HZSM-5 zeolite. J. Anal. Appl. Pyrolysis 2020, 150, 104895.
- Khan, S.R.; Zeeshan, M.; Masood, A. Enhancement of hydrocarbons production through co-pyrolysis of acid-treated biomass and waste tire in a fixed bed reactor. Waste Manag. 2020, 106, 21–31.
- Krutof, A.; Hawboldt, K.A. Upgrading of biomass sourced pyrolysis oil review: Focus on co-pyrolysis and vapour upgrading during pyrolysis. Biomass Convers. Biorefinery 2018, 8, 775–787.
- Lv, X.; Liu, H.; Huang, Y.; Yao, J.; Yuan, H.; Yin, X.; Wu, C. Synergistic effects on co-pyrolysis of low-temperature hydrothermally pretreated high-protein microalgae and polypropylene. Energy Convers. Manag. 2021, 229, 113772.
- Bu, Q.; Chen, K.; Xie, W.; Liu, Y.; Cao, M.; Kong, X.; Chu, Q.; Mao, H. Hydrocarbon rich bio-oil production, thermal behavior analysis and kinetic study of microwave-assisted co-pyrolysis of microwave-torrefied lignin with low density polyethylene. Bioresour. Technol. 2019, 291, 121860.
- Dai, L.; Wang, Y.; Liu, Y.; Ruan, R.; He, C.; Duan, D.; Zhao, Y.; Yu, Z.; Jiang, L.; Wu, Q. Bridging the relationship between hydrothermal pretreatment and co-pyrolysis: Effect of hydrothermal pretreatment on aromatic production. Energy Convers. Manag. 2018, 180, 36–43.
- Bušić, A.; Marđetko, N.; Kundas, S.; Morzak, G.; Belskaya, H.; Šantek, M.I.; Komes, D.; Novak, S.; Šantek, B. Bioethanol Production from Renewable Raw Materials and its Separation and Purification: A Review. Food Technol. Biotechnol. 2018, 56, 289–311.