Your browser does not fully support modern features. Please upgrade for a smoother experience.
Please note this is an old version of this entry, which may differ significantly from the current revision.
Polymer composites are at present increasingly used as structural materials replacing metal alloys due to their high strength-to-weight ratio and corrosion resistance.
- polymer composites
- epoxy/carbon
- carbon nanotubes
- epoxy resin
- increasing conductivity
1. Introduction
Polymer composites are at present increasingly used as structural materials replacing metal alloys due to their high strength-to-weight ratio and corrosion resistance. However, the disadvantage of these types of material is their low electrical conductivity, so they do not protect against lightning and do not provide good protection against electromagnetic fields. These properties are particularly important for the aerospace industry due to the high exposure to lightning strikes [1,2,3], which in the case of materials with low electrical conductivity can cause severe damage [4].
Lightning also carries the risk of damaging the delicate electrical equipment inside the aircraft due to the strong electromagnetic field when lightning comes in contact with the fuselage surface [3,5]. Resistance to electromagnetic beams is also important for materials for military applications. Since World War II, designers have been searching for increasingly better materials capable of absorbing the electromagnetic radiation emitted by radars used to detect enemy vehicles [6]. Weapons emitting electromagnetic fields, which can cause the complete immobilization of combat vehicles by destroying electrical equipment necessary for their proper functioning, also pose a great threat to the army [7,8,9,10].
Epoxy/carbon (EP/CF) composites are most commonly used as a base for improving electrical conductivity because of their high strength and good resistance to lightning, even without modification [11,12,13,14]. However, even such composites deviate significantly from the electrical properties of metals, which are classified as electrical conductors, that is, materials whose conductivity is greater than 103 S/cm. The conductivity of epoxy resin, depending on its type, ranges from 10−17 to 10−12 S/cm, so it is classified as an insulator, i.e., a material with a conductivity below 10−12 S/cm, while carbon fiber is about 6 × 102 S/cm, which allows it to be classified as a semiconductor, i.e., a material whose conductivity is between 10−12 and 103 S/cm [15]. The EP/CF composite, on the other hand, has a conductivity of about 10−4–10−2 S/cm [11,14], that is, it also classifies as a semiconductor [15]. Thus, to minimize the damage due to lightning discharge, it would be necessary to improve the conductivity of both the matrix and the composite reinforcement.
2. Application of Additional Conductive Layers in Multilayer Polymer Composites
During the last 5 years, the most common way to improve the electrical conductivity of polymer composites is to use layers of increased conductivity in their structure. They can be incorporated into the composite in the form of spacers or facing layers. Similarly to matrix modification or reinforcement, carbon [55,56,57,58,59,60,61,62] and metallic [63,64,65,66,67,68,69] additives are also used to improve electrical properties.
For conductivity-enhanced layers with carbon fillers, carbon nanotubes are most commonly used [55,56,57,58,59]. Han et al. [55] investigated the discharge resistance of an EP/CF composite coated by a nanotube-containing composite bonded to it through an adhesive layer. Different compositions were used to bond the two composites: unfilled EP, EP with carbon nanotubes and EP with boron nitride (BN). How the thickness of the adhesive layer affects the area of the electric discharge damage was also checked. The composites bonded using EP/BN showed the best resistance. With a 100 kA simulated lightning discharge test, for a bonding layer thickness of 200 μm, they showed damage only on the surface of the composite and the area was almost 10 times smaller than the EP layer. The composite was also the only one, for a bonding layer thickness of 200 μm, to have a compressive strength after the discharge test similar to the pre-test result. The researchers also point out that while maintaining similar properties to copper-coated composites, it is 30% lighter than them. A similar way to improve the electrical properties of EP/CF composite was tested by Kumar et al. [56]. He used laminates obtained from eight layers of epoxy/carbon prepregs and incorporating BP layers into their structure in different ways. The first one, designated BP0-CF, did not contain any modification; in the second one (BP1-CF) a BP layer was added on top of the composite; while the third one (BP4-CF), in addition to the top layer, contained three more layers located between the next four prepreg layers from the top. It has been shown that the addition of conductive layers in the form of BP between the reinforcement layers causes a decrease in the mechanical properties of the composite, but at the same time the composites are more resistant to lightning. This is mainly due to the prevention of pyrolysis phenomena on the laminate surface. However, the researchers intend to improve the mechanical properties of the modified composites by using thinner BP layers.
A conductive layer of carbon nanotubes can also be produced directly on the prepreg using a spray method [57]. This consists of dispersing CNTs in methanol and then spreading the solution thus obtained on the surface of the prepreg through a spray gun. Subsequently, methanol was evaporated from the layer. A schematic of the fabrication of the composites by the authors is shown in Figure 1. Laminates consisting of nine layers modified in this way were fabricated by the vacuum bag method. The electrical resistance of these composites was reduced from 1.43 Ω to 0.98 Ω with the weight content of nanotubes in the laminate being only 0.047 wt.%. The fracture toughness was also improved, increasing by 22% and 47% at a nanotube weight content of 0.02 wt.% and 0.047 wt.%, respectively.
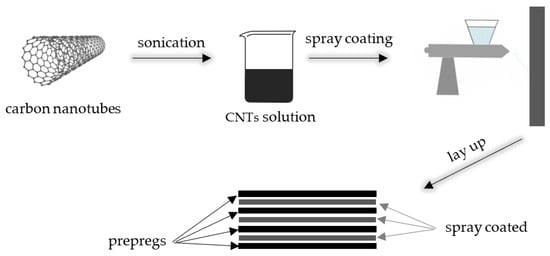
Figure 1. Schematic of composite fabrication with additional conductive layer formed by spray application of filler solution (source: own work on the basis of [57]).
Sobolewski and Dydek [58], on the other hand, used copolyamide fibers with 7 wt.% CNTs blended using an extruder, which were then cut and compressed into 15 g/m2 and 25 g/m2 nonwoven veils. The researchers examined the properties of EP/CF composites with 12 layers, where the first (PP_1) consisted of epoxy/carbon prepregs only; the second (PPv_1) with alternating layers of prepregs and nonwoven fabric (15 g/m2); and the third (PPv_2) with two layers of nonwoven fabric (25 g/m2) stacked on top of the laminate, followed by three more in the form of nonwoven fabric spacers between successive prepregs. The PPv_2 composite showed the highest conductivity (with a value of 560 S/m). This was 17.5 times higher than the reference composite PP_1 and 1.3 times higher than PPv_1.
Another team of researchers [59] studied EP/CF composites modified with conductive layers containing carbon nanotubes embedded in a phenolphthalein-modified polyetherketone (PEK-C) film. They investigated the lightning-strike resistance of these composites and compared these results with the properties obtained for commonly used laminates coated with a 60 μm thick silver layer. After modification with conductive layers, the EP/CF composite showed better lightning resistance properties. The surface of the impact damage decreased by 77% while the depth of damage decreased by 68%. Compared to silver-modified composites, these results were better for surface damage and slightly worse for depth damage. This is due to the better conductivity for the outer metal layer along the composite plane, while the nanotube layers sandwiched between the reinforcement improved the electrical conductivity both along and across the plane.
An unusual use of graphene as a conductive layer was presented by Zhang [60], Wang [61], Zhao [62] and their co-authors. The former [60] modified epoxy/carbon composites by introducing graphene into the outer layer in the form of a thin, flexible film 0.1 mm thick. This layer was fabricated by vacuum filtration of a graphene solution in distilled water. The graphene layer that remained on the filter paper was then covered with another filter paper, which was compressed using an aluminum roller in the next step. The final step was to remove the filter papers using tweezers. The laminates were fabricated by placing eight layers of prepregs on a layer of graphene and then cured in an oven. The composites exhibited reduced surface damage area by 94% and volume damage by 96%. They also exhibited better resistance to electromagnetic radiation. Wang et al. [61], on the other hand, fabricated a graphene oxide (RGO) layer using an infusion process. For this purpose, they dispersed RGO in epoxy powder resin using a ball mill. They then placed the mixture thus obtained on a layer of filter paper over which a preform consisting of eight layers of reinforcement was laid. The laminate forming process consisted of three stages (Figure 2).
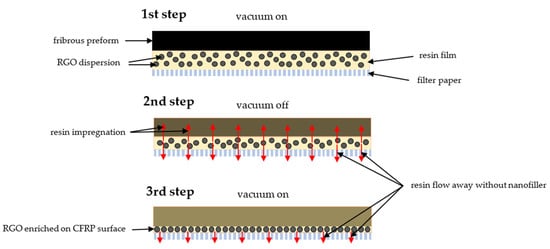
Figure 2. Schematic of the resin film infusion (RFI) process to accumulate RGO on the carbon-fiber-reinforced polymer (CFRP) surface (source: own work on the basis of [61]).
In the first, the air in the system was removed using a vacuum. In the second, the vacuum was removed and the system was heated to 120 °C to melt the resin and saturate the reinforcement layers. On the other hand, in the third step, vacuum was again created to remove the excess resin and produce a graphene oxide thin film on the laminate surface, and the composite was then heated to temperatures of 180 °C and 200 °C, respectively, to cure the matrix. The resulting laminates exhibited an improvement in electrical conductivity from 16 S/cm for the unmodified EP/CF composite to 440 S/cm. With such a significant improvement in conductivity at lightning discharge, electric current can spread more easily across the surface, making the composite less damaged. The last-mentioned group of researchers [62] used graphene in the form of a thin film, which was applied to a layer of epoxy resin mixed with graphite, used as a thermo-insulator. A tensile strength test after a simulated lightning discharge test for an EP/CF composite modified with such a layer showed a 20% improvement in this property compared to the unmodified composite.
Initially, metal spacers were used to improve the conductivity of polymer composites. Kawakami et al. [63] presented in his publication a study on an epoxy/carbon composite modified by adding an outer layer in the form of a copper mesh. A simulated lightning discharge test showed that the damage area at the lightning strike site decreased by more than 20 times after the copper mesh was applied. Modification of the EP/CF composite in the form of a metal layer was also used by Wang et al. [64]. He used aluminum for this purpose, with which he covered the laminates in three different ways: covering only a small area of the surface near the edges and in the middle, covering the top surface of the composite completely, and adding a layer of glass fabric covered entirely with a metal layer. Through electrical discharge testing, he determined that doubling the aluminum layer resulted in nearly twice the area of composite failure for each of the compositions tested. However, the laminate that contained a layer of metal-coated glass fabric showed the best properties. For this composite, the area of surface damage from lightning strikes was reduced by 25 times compared to the unmodified EP/CF composite.
Metals can also be incorporated into the laminate structure in the form of nanowires. Guo and Xiaosu [65,66] et al. studied conductive layers fabricated using silver nanowire, the fabrication of which was described in their work by Zhang et al. [67]. They tested two methods of distribution of the mentioned nanoparticles: in a film made of phenolphthalein-modified polyetherketone (PEK-C) and by applying them to a nylon veil by immersing it in a solution with nanowires. In both cases, the incorporation of such a prepared conductive layer into the composite structure resulted in a significant decrease in resistivity. For the case in which silver nanowires were applied to the nylon layer, it was observed that with increasing number of immersions the surface density of such spacer increases linearly, while the resistivity decreases exponentially. To better illustrate the effect of nanowires on the electrical conductivity of nylon, Figure 3 shows the direct dependence of the number of immersions of the veil on its surface resistivity. By analyzing the results, the preparation method can be chosen to obtain satisfactory electrical properties with a slight increase in mass. The interlaminar fracture toughness of the fabricated laminates was also improved.
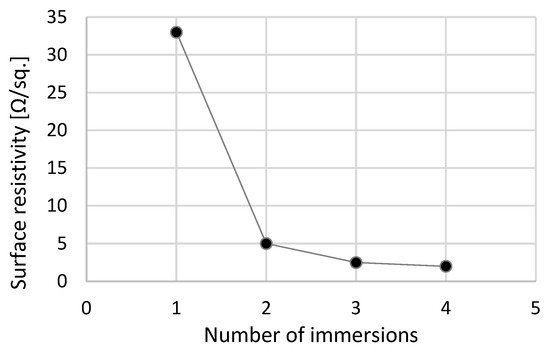
Figure 3. Plot of the dependence of the number of immersions of a nylon veil in a solution with nanowires on its surface resistivity (source: own work on the basis of [67]).
Dong [68] and Guo [69] and their co-authors tested the possibility of combining metals with carbon fillers to improve the conductivity of composites. The first group of researchers [68] studied nickel-coated carbon nanotubes (Ni-CNTs). They fabricated epoxy/carbon composites consisting of 32 layers, with different arrangements of carbon fabric layers and prepregs, to whose surface a Ni-CNT layer was applied by spraying a solution of this filler in ethanol. Conductivity measurements showed that the addition of layers modified with the Ni-CNT filler resulted in an increase in the electrical conductivity of the composite by two orders of magnitude compared to the unmodified EP/CF composite. On the other hand, a group of researchers led by Guo [64] used a nonwoven fabric consisting of chopped nickel-coated carbon fibers (Ni-CFNV). They compared the properties of modified EP/CF composites using this nonwoven fabric to those modified with copper foil. The composite containing a face layer made of a nonwoven, higher-weight Ni-CFNV showed the best results, both for conductivity and mechanical strength tested after lightning strike tests.
Kumar et al. [70], on the other hand, applied a film of polyaniline (PANI), an electrically conductive polymer, to an epoxy/carbon composite. The authors premise was to produce a composite that could successfully replace those containing a metal film layer, using the same structure at a much lower overall weight. The weight was significantly reduced due to the lower density of the polymer and the lack of need for additional layers in the form of glass fiber, which are usually used to protect the metal from galvanic corrosion. Two composites were fabricated for the study, one coated with polyaniline film and the other without this layer. The investigated conductivity along the direction perpendicular to the reinforcement increased more than 450 times (from 0.22 S/m to 100 S/m) with respect to the unmodified composite after the application of the polymer layer. The addition of the PANI film also resulted in a significant improvement in lightning strike resistance. After a 100 kA electrical discharge test, the flexural strength of this composite was as high as 99% of the pre-test result, while it dropped to 36.6% for the composite without the conductive layer.
This entry is adapted from the peer-reviewed paper 10.3390/en15134562
This entry is offline, you can click here to edit this entry!