Your browser does not fully support modern features. Please upgrade for a smoother experience.
Please note this is an old version of this entry, which may differ significantly from the current revision.
Demand for iron ore has been increasing with the increased production of iron and steel in developing countries such as India and China. However, the quality of iron ore has deteriorated over the years globally due to long-term mining. The low-grade iron requires beneficiation before agglomerating for use in the iron-making process. The iron ore interlocked with silica and alumina has to be liberated for efficient beneficiation.
- India
- steel
1. Possibilities and Opportunities
1.1. Raw Materials
- a. Iron Ore
Demand for iron ore has been increasing with the increased production of iron and steel in developing countries such as India and China. However, the quality of iron ore has deteriorated over the years globally due to long-term mining. The low-grade iron requires beneficiation before agglomerating for use in the iron-making process. The iron ore interlocked with silica and alumina has to be liberated for efficient beneficiation [1]. This requires finer communition, resulting in iron ore fines often finer than 300 microns. It means extra energy consumption, too. The pelletization process is better suited as an agglomeration process for finer fraction iron ores. It is envisaged that the use of pellets in the Indian blast furnaces will increase the replacement of the usage of sinter. For pellet induration, natural gas can be used, which is less polluting than the coke fines used in sinter making.
A large quantity of fine iron ore in the form of slime arises after beneficiation having high Al2O3, making it unsuitable for blast furnace operation. Slime beneficiation techniques such as hydro-cyclone and magnetic separation techniques are being explored to produce an iron concentrate with ~63% of Fe [1]. Bhagwan Singh et al. from NMDC utilized the blue dust concentrate to produce ultra-pure and high-quality ferric oxide, premium-grade sponge iron powder using hydrogen as a reducing agent [2]. This kind of process is expected in the near future for full-scale production.
- b. Coal substitutes
Plastics can be used as chemical feedstock in the coke oven and in blast furnaces. Waste plastics contain carbon and hydrogen, and if it is thermally heated along with coal in a coke oven, it generates coke, coke oven gas, and hydrocarbon oil. In the latter case, the plastics shall be dechlorinated, pulverized, and injected through the tuyeres of the blast furnace as a reducing agent. Nomura et al. have analyzed the different types of plastics used in the coke oven and out of which only PE (polyethylene) and PVC (polyvinyl chloride)-type plastics have a small effect on properties, and particularly, PE increased the strength of coke. In contrast, PS (polystyrene) and PET (polyethylene terephthalate) inhibited the strength [3]. The size of the granules also requires optimization for different varieties of plastics. India can explore the possibility of using waste plastics in coke ovens, as it ensures a sustainable social system. For every ton of plastic used, coke can be reduced by 750 kg.
- c. Alternate Fuels
India is expecting 15% of the energy mix from natural gas utilization by 2030 from 6% today. Currently, India has six operating LNG terminals. India started building an LNG port at Kakinada by 2019, and the government has plans to build 11 more terminals, particularly on the east coast. Apart from this, India is working on constructing a national gas grid, increasing to around 14,000 km of additional pipeline networks across the country. These plans would increase the availability of natural gas for steel manufacturers. With the increased availability of natural gas, the projections for sponge iron production by the process route in India by 2030 is given in Figure 1. Although the share of the gas-based production will increase from 25% to 33%, also the coal-based production is planned to increase, thus ruling out the efforts to mitigate CO2 emissions.
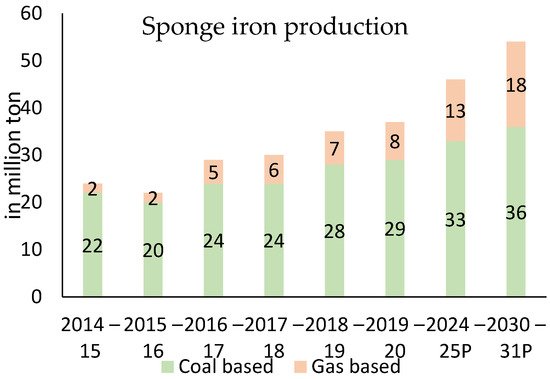
Figure 1. Sponge iron production forecast (Graph plotted using data from Ministry of Steel).
- d. Scrap
The Ministry of Steel has issued the steel scrap recycling policy [4]. It aims to promote the metal scrapping centers and also ensures the scrap processing and recycling from various sources. It envisages a structure to provide standard guidelines for the collection, dismantling, and shredding of scrap. The scrap requirement of India in 2030 is expected to more than double from the current level 32 MT/2019 to 70–80 MT [5]. The Indian government expects that the increased production of vehicles for the last two decades would generate a continuous flow of steel scrap for recycling to steel production. Once scrap becomes more available, then DRI + scrap utilization through an induction furnace or electric arc furnace may increase in the future.
With the increased availability of natural gas and scrap, the recent history and the projected process-wise crude steel production for the year 2030 is given in Figure 2. Principally, the trend is positive, but again, the projected strong production growth will inevitably lead to increasing emissions.
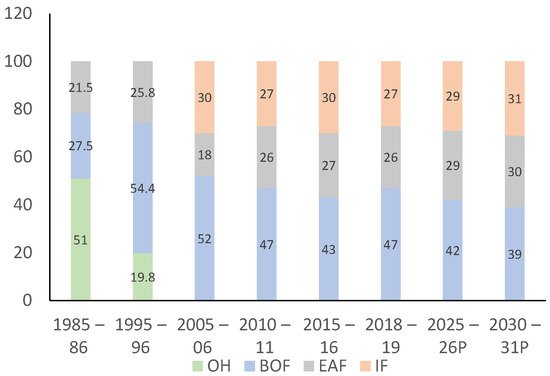
Figure 2. Process-wise crude steel production since 1985 and a forecast to 2030 (graph plotted using data from Ministry of Steel).
2. Processes
2.1. Improvements in Existing Processes
The problem of high alumina in ore can possibly be handled through appropriate modification in blast furnace design. High alumina resulting in high slag rates limits the production rates, especially because of the complex fluid dynamics in the bosh region. If the belly size is increased, the superficial gas velocity can be brought down, which can permit higher production rates.
Apart from the technologies discussed earlier (PCI, TGR-OBF), there are other methods aiming at reducing specific energy consumption and emissions such as coke dry quenching, top recovery turbine, and recycling of blast furnace slag, as well as the utilization of alternative fuels such as biomass, waste plastics, and natural gas. To implement waste heat recovery technologies such as the preheating of coal charge and coke dry quenching technology, the introduction of a waste heat recovery system is necessitated, which can bring down the requirement for fuel input in coke making from a level of 2.3 GJ/T of coal charge to 2.1 GJ/T of coal charge.
Pulverized coal injection (PCI) into blast furnaces is a common practice nowadays to improve the BF economy. For every ton of coal injected in the blast furnace, 0.85 to 0.95 tons of coke production can be avoided. To increase coal injection, one needs to adjust the parameters to achieve optimum permeability. Some ideas to achieve the same are (1) reduction of the size of coal particles—finer particles provide greater surface area and increase the rate of combustion—and (2) catalyzing the gasification reaction by treatment of coke particles with catalysts such as the slime of fine particles. Increasing the PCI is associated invariably with the pressure drop due to a decrease in coke fraction from the top. Some measures to avoid that are (1) exploring the possibilities of making coke layer thickness larger at the expense of the number of coke slits and (2) charging coarse particles of ore on the top of a coke layer [6].
Injection of plastics after proper collection, segregation and preprocessing, biomass, and even solid injectants such as flux and BOF slag into a blast furnace can be explored for improving the blast furnace production and reducing the carbon footprint. With increasing environmental awareness and the policies of the state, these efforts are expected to gain momentum.
Oxygen blast furnace with top gas recycling technique (TGR-OBF) is another process being explored for improved energy efficiency and reduced emissions to the environment [7]. This technique actually removes the carbon dioxide from top gas and the remaining gas, which is reducing in nature, is injected back into the blast furnace through tuyeres. Nogami et al. and Danloy et al. verified that heat demand will be sensibly reduced and productivity improved by top gas recycling [7][8]. N.B. Ballal reviewed this technique with the 0d model and found that top gas recycling would increase the CO partial pressure of bosh gas (from 35% to 42.7% with 20% recycle and 100 kg/ton of hot metal), resulting in faster reduction kinetics [9]. No blast furnace is running with this technique, but India can explore this possibility. In addition, dust in the blast furnace gas can be separated and can be sent back to the furnace, especially if it is low in alkali oxides. Thus, it will increase the carbon efficiency in the BF as well as reduce coke consumption.
A study on rotary kiln energy efficiency by Nishant et al. [10] identified the possible areas where energy is lost in the form of waste gas, cooling of sponge iron, high exit temperature of clean waste gas, and intrusion of air. They suggested ways to reduce these losses by process integration principles. Ideas such as these should be promoted in the coal-based rotary kiln DRI manufacturing to make the process efficient. Otherwise, with the increase in the shift toward gas-based processes because of the plethora of advantages, rotary kiln operation would see an end in the future.
The recovery of sensible heat from metallurgical slags is a challenge. An array of energy recovery means from slags such as thermal, chemical, and thermoelectric generation technologies have been investigated. Among the technologies, thermal methods are developed the most, as it does not have complex multi-step technology as well as temperature constraints. In TATA steel (Sridhar et al. [11]), in the pilot scale, waste heat from BOF slag was utilized for splitting water molecules to harvest hydrogen (H2) that is cleaner and available at low cost. Using 15 kg of slag, they were able to get gas that contains as much as 23% hydrogen. The main challenges reported were safe handling of the large quantity of slag.
In 2020, The Energy and Resources Institute (TERI) summarized the energy-efficiency potential in the Indian steel industry [12]. By modernizing equipment and processes and adopting best available technologies (BAT), energy consumption can be reduced by 25–30% from the current level. The potentials in different process stages in the BF-BOF route are shown in Figure 3.
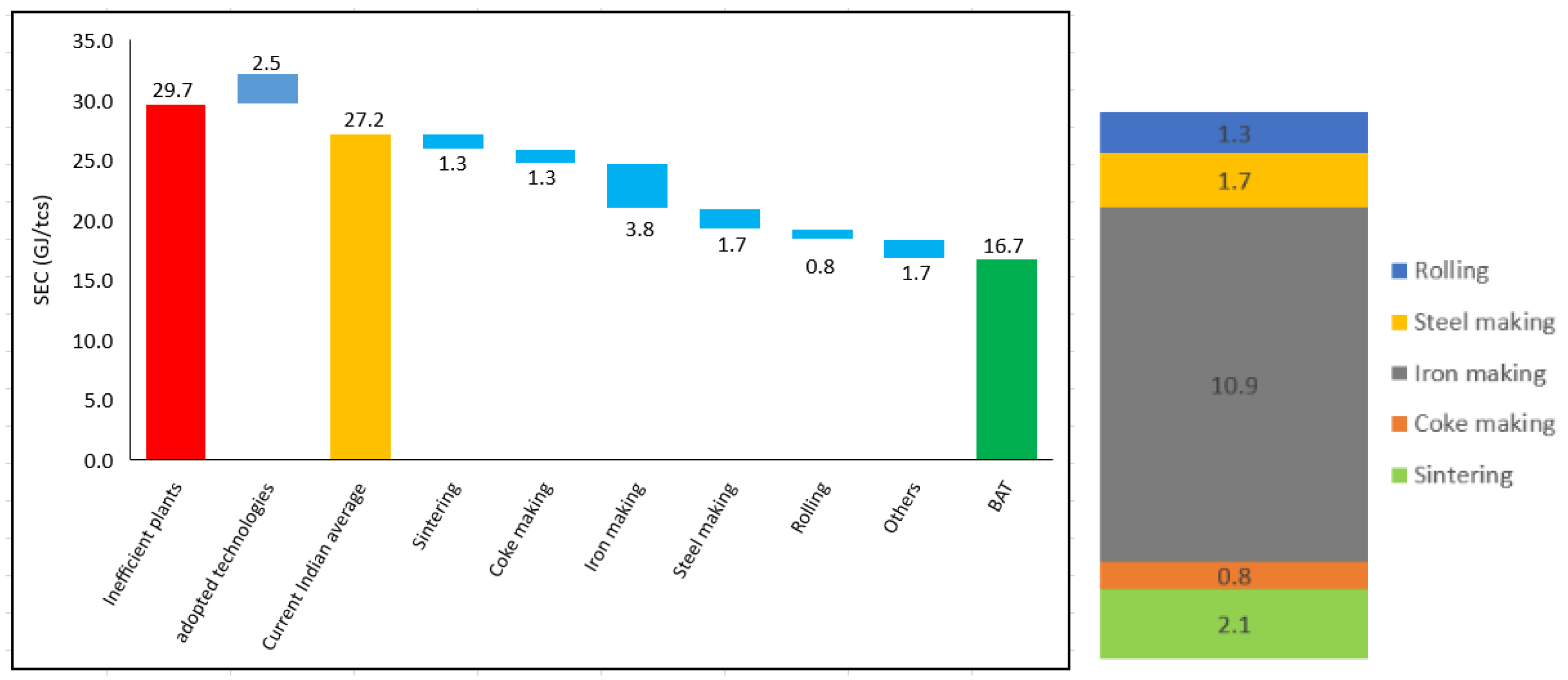
Figure 3. Specific Energy Consumption (SEC) and potentials for improved energy efficiency in BF-BOF route and breakdown of BAT (right).
Due to the high phosphorus in Indian iron ore, high P in BF hot metal is inevitable. At the same time, the demand for low and ultra-low P% in high-quality steels is growing, which sets an extreme challenge to the converter operation. Dephosphorization can be done as pre-treatment of hot metal in torpedo ladle or at the basic oxygen furnace itself, depending on the phosphorous percentage in hot metal. Typically, lime or lime with fluorspar used as flux and Fe oxide with or without O2 is used as an oxygen source for dephosphorization. It can be divided as low oxygen activity with a high basicity process or high oxygen activity with low basicity based on the slag composition. Liu et al. [13] found that the most favorable temperature for P removal is around 1300–1400 °C. The dephosphorization reaction is a slag–steel interface-controlled reaction. The distribution coefficient between slag and iron is temperature dependent, getting lower at high temperatures. On the other hand, a very low temperature under 1300 °C makes slag viscous and causes poor reaction kinetics. CO2 injection has been applied in controlling the bath temperature instead of sending oxygen alone. In addition, it also reacts with bath elements, generating additional CO gas and thus intensifying the stirring effect. When 15% CO2 was mixed in O2 blown through the top lance in a 300 ton converter, the dephosphorization rate increased from 56 to 63% [12]. As a drawback, the cooling effect of CO2 injection results in a notable reduction in scrap-melting capacity. This idea of CO2 injection could be explored in Indian steel industries, as it helps both improve the quality of steel and the environmental point of view, provided that the required CO2 for injection is captured through CCS technology, which is explained in a later.
In the electric furnace route, although utilizing gas-based DRI is beneficial to the industry, the increased carbon and phosphorous contents limit the usage of it. Double slag practice can be envisaged for the induction furnace route to have better control over the phosphorus.
2.2. New Technologies/Processes
The regular supply of natural gas to gas-based processes such as Midrex is a real concern. Therefore, some plants are going for the in-plant generation of synthesis gas from coal. Syngas or synthesis gas is a product of the gasification of carbon-containing fuel having a mixture of hydrogen, carbon monoxide, and carbon dioxide. Some plants using the COREX route produce hot metal as well as additional gas, which can be used for gas-based reduction, e.g., via a Midrex reactor [14]. The mixing of coke oven gas with synthesis gas for reduction is also practiced by some manufacturers, and efforts are being undertaken to build coal gasifiers to produce synthesis gas. These technologies can more or less reduce CO2 emissions compared to the current industrial practices, but they are not able to compensate for the emissions due to the planned strong growth of the steel production in India.
Recently, the use of hydrogen in ironmaking to replace coal or natural gas has received growing attention. In the first step, instead of pure hydrogen, the usage of different blends of gases, from natural gas to syngases, is necessitated. There are three major gas-based processes available in the world—namely, Midrex, HYL, and Circored. The Midrex process already has been operated with a level of 55 to 75% hydrogen concentration.
The implementation of hydrogen in the steel industry will be strongly dependent on the decarbonization of the power sector. Depending on the production process and utilization of energy source, hydrogen generation can be called green, blue, gray, or pink. Green hydrogen comes from splitting water by electrolysis, gray hydrogen is when natural gas is split into hydrogen and CO2 through various processes. Blue hydrogen is the same as gray except the CO2 is captured through CCUS technologies. Pink hydrogen is the same as green except it uses nuclear energy for splitting water. Since India possesses a significant capability in the generation of renewable energy sources through both solar and wind, the electrolysis process can be utilized for the production of green hydrogen. However, the process is electrically as well as water-intensive and requires high capital cost. India is expanding its natural gas grid far and wide, so the opportunities for lowering industrial emission as well as hydrogen utilization would grow stronger.
ULCOS—The Ultra-Low Carbon Steel making program is a co-operative European research and development initiative that was launched in 2004 to search for the process that could in the future when fully developed establish the potential of large cuts in CO2 emission for steel production from iron ore. Several concepts have been investigated in parallel, using modeling and laboratory approaches to examine the potential of processes in terms of CO2 emissions, energy consumption, cost, and sustainability. HIsarna is one such process identified through the ULCOS program; it is a combination of Isarna and HIsmelt technologies to produce liquid hot metal directly from iron ore [15]. It requires neither agglomeration of iron ore nor coke. It also has the potential to utilize the non-coking coal reserves in India. It is efficient in energy, and it has a lower carbon footprint than conventional processes. It reduces energy consumption by at least 20% and CO2 emission by 20% [15]. One benefit of this process is the production of a very pure stream of CO2, which can be collected cost-effectively. A pilot plant of HIsarna was constructed by Tata Steel Ijmuiden, and in November 2018, the company announced that a large-scale HIsarna will be constructed at Tata Steel, Jamshedpur [16]. It could be a path-breaking step for the steel industries in terms of energy consumption and environmental emissions. The capital costs of the HIsarna process are also 10–15% lower than the conventional BF-BOF route due to excluding sinter plant and coke ovens. It could also help in achieving a low phosphorus level, as it maintains a lower temperature in the bath.
Finex Technology—Considering the large amount of iron ore fines produced during mining as well as the abundance of non-coking coal (combined with limited resources of coking coal), Finex technology was considered to be one of the potential technologies for India [17]. In 2015, POSCO was planning to install a 12 MT steel plant using Finex technology [18]. However, because of non-technical reasons, the plan was discontinued. Considering the success of COREX technology in two plants in India, Finex technology is a viable route for the future of Indian steel sector.
Flash Ironmaking Technology (FIT) is a potential idea to utilize the huge quantity of blue dust existing in Indian mines. It is based on the reduction of fine iron ore particles to convert them directly to metallic iron with suitable reductants (such as hydrogen, natural gas, coal gas, or a combination of gases) [19]. This technology has been developed in the University of Utah as a part of American Iron and Steel Institute’s CO2 breakthrough program. Agglomeration techniques can be avoided in this technology, thus avoiding the usage of coke. Thus far, it has been tested only in bench-scale experiments. However, this idea can be explored in the future, as it helps in reducing energy consumption and CO2 emission [20].
Biomass can be used as a renewable fossil fuel to mitigate the emission of CO2. It can be charged at the top of a blast furnace along with coke, injected through tuyeres, or blended with coke to produce bio-coke. However, it is a challenge due to lower Coke Strength after Reaction (CSR) and higher Coke Reactivity Index (CRI) as compared to metallurgical coke. Biomass fuel shall be effective in reducing fossil CO2 emission and more effective in the mitigation of SOx and NOx [21]. In Brazil, there are numerous mini blast furnaces based on charcoal [22]. Very few blast furnaces in the world tried using biomass. Stubble burning such as in Punjab and Haryana causes extreme air pollution every year. Instead, large amounts of biomass could be produced and potentially utilized by steel manufacturers. This possibility is yet to be explored for sustainable carbon footprint and its availability for the steel sector. The optimization of the biomass value chain and the efficient conversion technologies are of high importance for replacing fossil fuels in the near future.
2.3. Energy Efficiency in Indian Steel Industry
Significant improvements in energy efficiency can be achieved in different unit processes through improved operation of equipment via optimized integration of in-plant energy flows and by upgrading process equipment to commercially available Best Available Technology (BAT). An energy saving of around 25–30% per ton of crude steel can be achieved by improving the operational efficiency and adopting BAT for all the units of the BF-BOF production pathway, relative to the global average energy intensity for this route today (Figure 3 [12]). Using electricity to substitute for fossil fuels in the provision of process heat in equipment outside the main process units, particularly in preheaters and boilers, is another option where electrification makes a change.
3. Energy and Environment Conservation
Environmental emissions of the steel industries primarily relate to the air and water pollution and solid wastes [23]. The global concern over climate warming is attributed to the CO2 emissions. An extensive decarbonization of the world steel industry until the middle of this century is a common target. India is liable to take care of its own share in this global crisis. In spite of the planned elevation in the steel production, the CO2 emissions should peak in the next years and then turn down toward carbon neutrality in the middle of the century or shortly after. That demands the right selections and epoch-making actions. The most essential ways to solve this dilemma are discussed in the following sections.
3.1. Carbon Sinks, Capture, and Storage
One of the best ways to capture CO2 is the natural sequestration by plants. India aims to create a sink of 2.5–3 billion tons of CO2 through additional forestation and tree cover by 2030. Apparently, through large-level community involvement, India has launched the Mahatma Gandhi National Rural Employment Guarantee Act (MGNREGA), which focuses on environment and natural resource conservation. A detailed review of its potential impact on carbon sequestration through the conservation of green natural resources has been carried out by the Indian Institute of Science, Bangalore [24]. Steel plants are also actively involved in such afforestation drives [25].
Transition to processes based on low-carbon and carbon-free clean energy is a key factor to conserve the energy and environment. During the transition period, Carbon Capture and Storage (CCS) affords further means to cut CO2 emissions. With CCS technology, up to 90% of the CO2 emitted can be captured, compressed at high pressure, converted into a liquid, and injected to geological formation sites to be stored underground without significant leaking for hundreds of years. The implementation of this process along with TGR-OBF, HIsarna, etc., can significantly reduce the emissions levels. One major concern for CCS deployment in India is to find an accurate and suitable geological site for the installation of CCS. Another issue is that CCS significantly increases the cost of electricity while reducing net power output, which is often cited as being the biggest barrier to the acceptability of CCS in India [26].
As mentioned earlier CO2 can be injected into geological formation sites such as saline aquifers, basalt formations, depleted oil and gas fields, and non-minable coal seams to fixate CO2 as carbonates. An initial geological study suggests that 500–1000 Gt of CO2 can be potentially stored around the subcontinent [27]. More specific studies pertaining to India in this direction are needed, and furthermore, India is closely studying these developments in developed countries in terms of implementation in the actual scale and subsequently planning to adopt them.
The adoption of CCS in India, especially to thermal power plants, would create major challenges, and it may be offset by the following means [26]:
- Development of IGCC (Integrated Coal Gasification Combined Cycle) technology, which gasifies the coal and uses a combined cycle (combination of gas and steam turbines) to generate electricity;
- Indigenous development of capture and compression equipment for cost efficiency;
- Improved blending and beneficiation of coal;
- Membrane-based capturing.
CCUS combined with enhanced oil recovery (EOR) can be a win–win situation for India, since it can help arrest declining output from oil and gas fields. The technology plays an increasingly important role in achieving carbon neutrality. India is now exploring its CCS potential in the power sector. A plant at the industrial port of Tamil Nadu’s Tuticorin has begun capturing CO2 from its own coal-powered boiler and using it to make baking soda [26].
Interestingly, steel slags themselves can potentially be used for CO2 capture. Among the industrial wastes, iron and steel slags have the maximum CO2 sequestration potential [28]. Raghavendra et al. have given an excellent review of various ways in which CO2 can be captured such as hot route carbonation by treating the hot slag with CO2, direct route involving gas–solid, thin film, and aqueous slurry carbonation, and an indirect route involving pH and pressure swing CO2 absorption techniques [29].
Indian steel plants have started looking at some of these options more closely to develop in-house technologies to bring down the carbon footprint [30].
The hydrogen-based DRI route (alongside blending of electrolytic hydrogen into current blast furnaces and DRI units) and integration of CCUS in various production units shall account for substantial shares of emission reduction.
3.2. Prospects of Power Sector in India
India’s power sector is currently dominated by coal. Toward the objective of carbon-free energy, India has set itself a target of installed capacity of 175 GW from renewable energy sources by March 2022. To control the obnoxious emissions, more efficient coal-based units are being commissioned, and inefficient units are being discarded. The total installed capacity of power generation (i.e., maximum electric power output) in India is 363 GW, and the distribution of energy generation capacity across different sources and projection for 2029–2030 is given in Table 1 [31]. The renewable energy given includes solar, wind, and biomass. The shift toward renewable energy resources can be evidenced. The emission factor of the Indian grid electricity was roughly 900 g CO2/kWh in 2019 [32]. The Energy and Resources Institute (TERI) in Delhi launched a comprehensive study on decarbonization pathways for the power sector, including also energy-intensive industries such as steel [11]. According to their chart, the grid emission factor might decrease to 550 in 2030 and to around 100 g CO2/kWh in 2050. India is having an ambitious figure of 52% generation through renewable sources in 2030, it seems to be an elusive task.
Table 1. Distribution of electricity generation capacity 2019–2020 and projected distribution for 2029–2030 [31].
| Sector | Installed Capacity-2019–2020 (GW) | % | Estimated Capacity 2029–2030 | % |
|---|---|---|---|---|
| Hydro | 45.4 | 12.50 | 73.45 | 9.31 |
| Thermal–Coal + Lignite | 203.6 | 55.90 | 266.9 | 32.66 |
| Thermal–Gas | 24.9 | 6.90 | 25 | 3.07 |
| Thermal–Diesel | 0.5 | 0.10 | - | |
| Nuclear | 6.8 | 1.90 | 16.9 | 2.32 |
| Renewable energy | 82.6 | 22.70 | 450.1 | 52.63 |
| Total | 363 | 831.5 |
This entry is adapted from the peer-reviewed paper 10.3390/met11101654
References
- Nomura, T.; Yamamoto, N.; Fujii, T.; Takiguchi, Y. Beneficiation plants and pelletizing plants for utilizing low grade iron ore. Kobelco Technol. Rev. 2015, 33, 8–15.
- Singh, B.; Kishan, K.H.; Rao, G.V.; Kumar, R. Experimental studies on reduction of coarse blue dust for production of Iron powder by Hydrogen reduction. IJERT 2009, 8, 464–470.
- Nomura, S. Use of waste plastics in coke oven: A review. J. Sustain. Met. 2015, 1, 85–93.
- Government of India. National Steel Scrap Policy–2017, Ministry of Steel. Available online: https://pib.gov.in/newsite/PrintRelease.aspx?relid=194359 (accessed on 20 April 2021).
- Ministry of Petroleum and Natural Gas. Natural Gas Scenario in India. Available online: http://petroleum.nic.in/natural-gas/about-natural-gas (accessed on 20 April 2021).
- Ballal, N.B. Some challenges and opportunities in blast furnace operations. Trans. Indian Inst. Met. 2013, 66, 483–489.
- Nogami, H.; Chu, M.; Yagi, J.I. Multi-Dimensional transient mathematical simulator of blast furnace process based on multi-fluid and kinetic theories. Comput. Chem. Eng. 2005, 29, 2438–2448.
- Danloy, G.; Berthelemot, A.; Grant, M.; Borlée, J.; Sert, D.; Van der Stel, J.; Jak, H.; Dimastromatteo, M.; Hallin, N.; Eklund, N.; et al. ULCOS-Pilot experiments for low CO2 steelmaking at Lulea experimental blast furnace. Metall. Res. Technol. 2009, 106, 1–8.
- Government of India. Coal Statistics, Ministry of Coal. Available online: https://coal.gov.in/public-information/reports/annual-reports (accessed on 20 April 2021).
- Dey, N.R.; Prasad, A.K.; Singh, S.K. Energy survey of the coal based sponge iron industry. Case Stud. Therm. Eng. 2015, 6, 1–15.
- Sridhar, A. Hydrogen Harvesting Process, Tata Review; Innovista: Oxford, UK, 2009.
- Hall, W.; Spencer, T.; Kumar, S. Towards a Low Carbon Steel Sector: Overview of the Changing Market, Technology and Policy Context for Indian Steel; The Energy and Resources Institute (TERI): New Delhi, India, 2020.
- Liu, Y.; Liu, L.; Tong, P.Q.; Zhao, J.Y.; Wu, J.P.; Li, X.M.; Wang, G.P. Process control of dephosphorization in initial smelting period of combined blowing BOF for clean steel. Steelmaking 2006, 22, 27–29. (In Chinese)
- The MIDREX Process–Midrex Technologies. Available online: https://www.midrex.com/wp-content/uploads/Midrex-STATSbook2019Final.pdf (accessed on 25 August 2021).
- Hisarna: Game Changer in Steel Industry (PDF); Tata Steel: Mumbai, India, 2017.
- Tata Steel Kiest Onverwacht Niet Voor IJmuiden om Nieuwe Fabriek te Vestigen, NHNieuws. Available online: https://www.nhnieuws.nl/nieuws/235611/tata-steel-kiest-onverwacht-niet-voor-ijmuiden-voor-nieuwe-fabriek (accessed on 1 December 2019).
- Jain, U. Corex & Finex new developments in utilization of low grade raw materials. In Proceedings of the International Conference on Science and Technology of Ironmaking and Steelmaking, CSIR-NML, Jamshedpur, India, 16–18 December 2013.
- POSCO’s Finex Plant Likely to be Shifted to India by October–News Article on News 18. Available online: https://www.news18.com/news/india/poscos-finex-plant-likely-to-be-shifted-to-india-by-october-1026323.html (accessed on 28 September 2021).
- Sohn, H.Y.; Mohassab, Y. Development of a Novel Flash Ironmaking Technology with greatly reduced energy consumption and CO2 emissions. J. Sustain. Met. 2016, 2, 216–227.
- Sohn, H.Y. Energy consumptions and CO2 emissions in Iron making and development of a novel flash technology. Metals 2020, 10, 54.
- Mousa, E.; Wang, C.; Riesbeck, J.; Larsson, M. Biomass application in iron and steel industry: An overview of challenges and opportunities. Renew. Sustain. Energy Rev. 2016, 65, 1247–1266.
- De Castro, J.A.; Medeiros, G.; Oliveira, E.; De Campos, M.; Nogami, H. The mini blast furnace process: An efficient reactor for green pig iron production using charcoal and Hydrogen-rich gas: A study of cases. Metals 2020, 10, 1501.
- Birat, J.-P. Society, materials, and the environment: The case of Steel. Metals 2020, 10, 331.
- Esteves, T.; Rao, K.V.; Sinha, B.; Roy, S.S. Environmental Benefits and Vulnerability Reduction through Mahatma Gandhi NREGS: Synthesis Report; Ministry of Rural Development and GIZL: New Delhi, India, 2013.
- SDG Mapping of JSW Steel’s Initiatives & Projects. Available online: https://www.jsw.in/groups/sustainability-framework-measuring-success-biodiversity (accessed on 28 September 2021).
- Handa, R.; Baksi, S. CCUS: A Climate Friendly Approach to India’s $5 Trillion Economy. Available online: https://www.downtoearth.org.in/blog/climate-change/ccus-a-climate-friendly-approach-to-india-s-5-trillion-economy (accessed on 28 September 2021).
- Kalbende, K. Carbon capture and storage in geological formation; Its legal, regulatory impreatives and opportunities in India. Int. J. Environ. Monit. Anal. 2015, 3, 198.
- Pan, S.Y.; Chen, Y.H.; Fan, L.S.; Kim, H.; Gao, X.; Ling, T.C.; Chiang, P.-C.; Pei, S.-L.; Gu, G. CO2 mineralization and utilization by alkaline solid wastes for potential carbon reduction. Nat. Sustain. 2020, 3, 399–405.
- Ragipani, R.; Bhattacharya, S.; Suresh, A.K. A review on steel slag valorisation via mineral carbonation. React. Chem. Eng. 2021, 6, 1152.
- Tata Steel and Council of Scientific & Industrial Research (CSIR) Sign MoU to Collaborate in the Area of Carbon Capture, Utilisation and Storage (CCUS). Available online: https://www.tatasteel.com/media/newsroom/press-releases/india/2020/tata-steel-and-council-of-scientific-industrial-research-csir-sign-mou-to-collaborate-in-the-area-of-carbon-capture-utilisation-storage-ccus/ (accessed on 28 September 2021).
- Government of India; Ministry of Power; Central Electricity Authority. Report on Optimal Generation Capacity Mix for 2029–2030. Available online: https://cea.nic.in/old/reports/others/planning/irp/Optimal_generation_mix_report.pdf (accessed on 20 August 2021).
- Takahashi, K.; Louhisuo, M. IGES List of Grid Emission Factors, Version: 10. Available online: https://www.iges.or.jp/en/pub/list-grid-emission-factor/en?_ga=2.239720963.1615283338.1630320849-201355943.1630320849 (accessed on 20 August 2021).
This entry is offline, you can click here to edit this entry!