Your browser does not fully support modern features. Please upgrade for a smoother experience.
Please note this is an old version of this entry, which may differ significantly from the current revision.
Additive manufacturing (AM) is a key technology for advancing many fields, including electrical machines. It offers unparalleled design freedom together with low material waste and fast prototyping, which is why it has become to focus of many researchers. AM, known in the consumer space as 3D printing, is a technology with the ability to manufacture practically any object for which a 3D model can be created, without the complexity and specific geometry of the part significantly impacting the manufacturing costs.
- additive manufacturing
- electrical machines
- metal 3D-printing
1. Introduction
The basic design philosophy of electrical machines has remained relatively unchanged for many years, as it has been constrained by the available manufacturing methods. With the rising demand for electric vehicles and green energy, there is a significant push towards higher efficiencies, power densities, lighter weights, and customized solutions for electrical machines, meaning that innovation in the field is required. One technology that might meet those demands is additive manufacturing (AM).
AM, known in the consumer space as 3D printing, is a technology with the ability to manufacture practically any object for which a 3D model can be created, without the complexity and specific geometry of the part significantly impacting the manufacturing costs. This provides huge amounts of design freedom to engineers, who can fully leverage modern computational tools to create truly optimal designs without being constrained by the manufacturing method. Modern AM technologies can utilize many different types of materials, from flexible polymers to high-performance metals, and the local manufacturing nature of AM makes it less reliant on global supply chains. These advantages, in addition to the rapid prototyping and low material waste capabilities, have ensured rapid growth in the field of AM: per the 2021 Wohlers Report, the industry grew by 7.5%, reaching a value of $12.8 billion in 2020 [1]. The largest shares of that are the medical, dental, and aerospace industries which are forecasted to help the AM market reach a value of $51 billion by 2030 [2].
With increased power densities and more demanding requirements, the thermal design of machines becomes more important, as larger amounts of heat need to be extracted from smaller-sized machines. AM provides many novel solutions which can be used to enhance the thermal performance of an electrical machine. For air-cooled machines, traditional radiator fins can be replaced with complex shapes. These can be integrated into the machine to provide structural support while being optimized for minimal weight. For water-cooled machines, the coolant paths can be more complex [3] and brought closer to the heat generation [4].
2. Additive Manufacturing
Current AM methods can be classified into seven main categories: vat photopolymerization, material extrusion, material jetting, binder jetting, powder bed fusion (PBF), direct energy deposition, and sheet lamination [5][6]. Each method creates the three-dimensional object in a different way and has its own advantages and disadvantages. The biggest differences are in the available materials as photopolymerization and extrusion processes utilize mostly plastic materials, whereas metal objects are most often manufactured with PBF methods.
AM started off in 1987 with the emergence of stereolithography (SLA) [7], which is a vat polymerization technology. This method consists of solidifying thin layers of light-sensitive liquid polymers with a UV light source (Figure 1a), which in the original case was a laser. The position of the laser beam can be accurately controlled using a mirror galvanometer system, resulting in extremely detailed parts. Modern consumer machines often use a UV LED array together with a high-resolution LCD photomask to reduce cost and complexity. This generally produces less detailed parts but has the benefit of being able to print the entire layer at the same time, which significantly improves the printing speed. While only the polymer can be directly hardened, other materials can be added into the liquid polymers as powders. After manufacturing, the hardened polymer can be burned away, leaving only the added material behind, although heavily shrunk compared to the original printed part. This allows SLA to be used for the manufacturing of ceramic and metal parts.
In 1991, fused deposition modeling (FDM) was commercialized with the launch of Stratasys’s first FDM printer [8]. With this technology, individual layers are constructed by precisely extruding thermoplastic materials according to a CAD model (Figure 1b). The low costs associated with FDM machines and materials have made it by far the most popular consumer AM technology [9]. The material selection for FDM is wide, as many thermoplastics can be successfully printed, and similarly to SLA, other materials can be used as fillers. Furthermore, fully metal-based solutions based on material extrusion have recently become available [10].
The AM method with the widest material selection is binder jetting (BJ) [11], where an inkjet mechanism is used to selectively deposit a binder material into the powdered material to form layers. BJ can utilize many types of materials, such as ceramics, metals, and polymers. Full-colored prints are also possible due to the inkjet mechanism. The method allows for large build areas, as the binder solidifies at room temperature and does not introduce warping. Depending on the material, the printed parts need to be sintered or infiltrated with a low melting-temperature metal [12]. This produces a part with significant internal porosity, potentially making the method unsuitable for applications where demanding material properties are required.
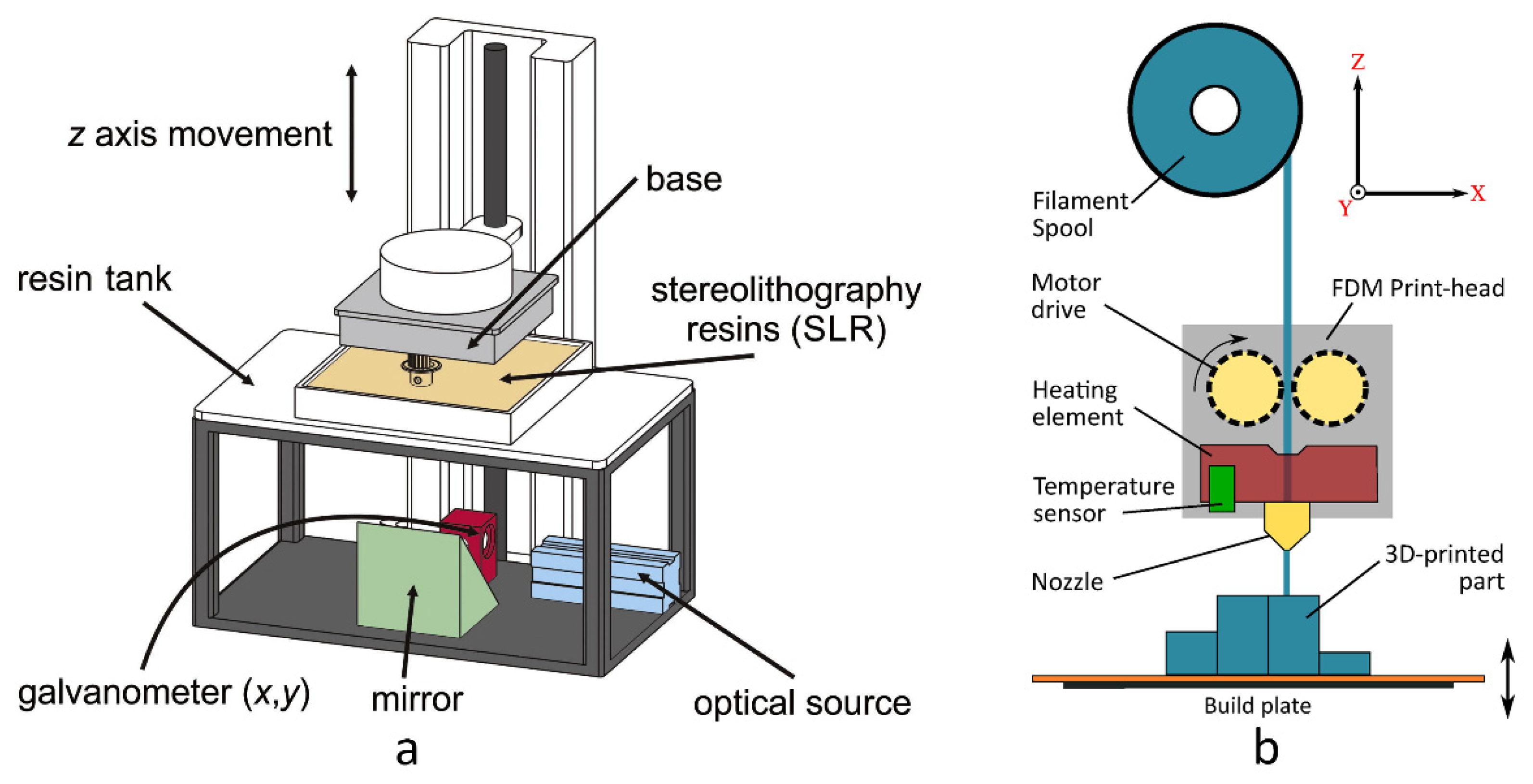 Figure 1. Schematics of (a) SLA reprinted with permission from Ref. [
Figure 1. Schematics of (a) SLA reprinted with permission from Ref. [The first powder bed fusion (PBF) method called selective laser sintering (SLS) became available in 1992 [7], although it was patented several years earlier [15]. SLS involves using a powerful laser to selectively fuse powder particles into layers. After each layer, the build platform is lowered, a new coat of powder is applied, and the process repeats until the part is ready. The process of a general laser powder bed fusion (L-PBF) is illustrated in Figure 2. The thickness of each coat of powder defines the layer thickness and determines the Z-axis accuracy of the part. The X- and Y-axis accuracy is determined by the laser assembly and material used. It can be used to manufacture parts from many different types of materials, even metals and ceramics, and can print without the use of support structures, as the part can be supported by the unsintered powder in the build chamber. The technology of selective laser melting (SLM), which was started in 1995 [16], is similar to SLS, as it is also a powder bed process. However, instead of sintering, the (metal) powder is completely melted, leading to a less porous and more homogeneous part with improved thermal, electrical, and magnetic properties. A natural evolution of SLM is the technology of electron beam melting (EBM), where an electron beam is used instead of a laser. This allows for higher energy densities and a wider selection of materials. When printing metals, a dimensional tolerance of ±0.1 mm is often cited [17], and with SLM and EBM, densities over 99% can be achieved [18][19].
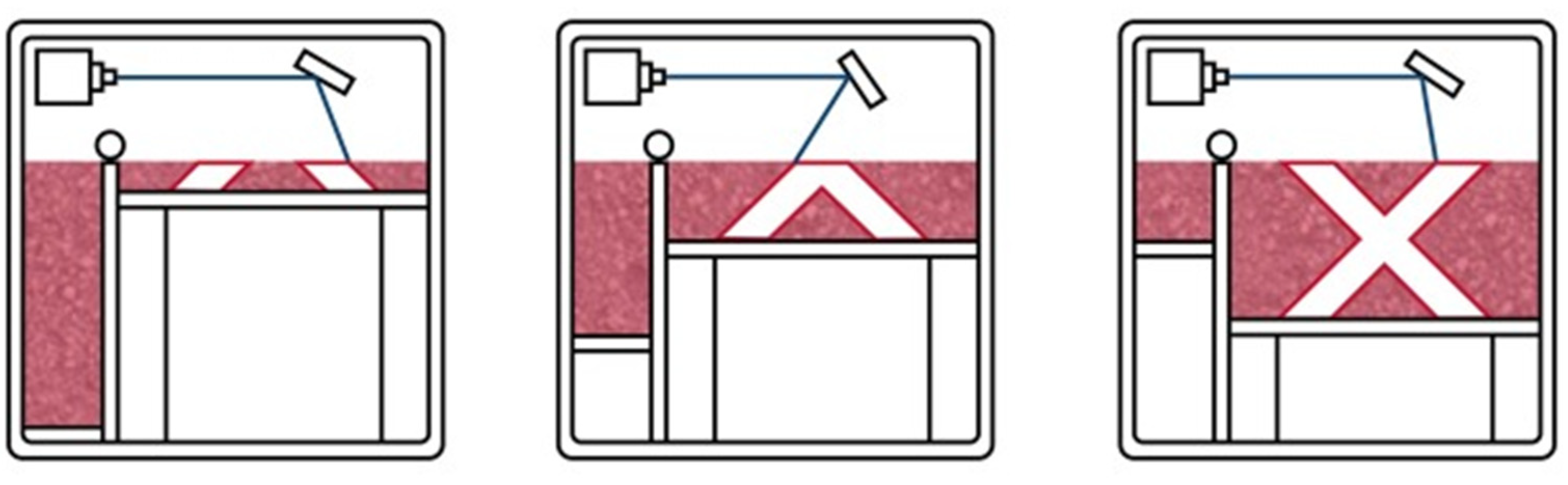 Figure 2. Schematic of a laser powder bed fusion process [20].
Figure 2. Schematic of a laser powder bed fusion process [20].2.1. Materials Used in AM
AM allows many different materials to be used. In the context of thermal solutions for electrical machines, the relevant materials are either good electrical conductors, dielectrics, or have good magnetic properties. These materials are used for different purposes but for all of them, a high value of thermal conductivity is beneficial for increasing the total thermal performance of the machine.
The windings of an electrical machine need to be highly electrically conductive, meaning that copper is an ideal choice. AM allows the shape of the conductors to be optimized for both electrical and thermal purposes. However, a significant challenge in the additive manufacturing of machine windings is the relative difficulty of printing fully dense copper with a PBF based process, as copper reflects up to 98% of the energy applied by an infrared laser beam often used in SLM [21]. This problem can be mitigated by using a green laser [22] or an electron beam [23][24] to achieve virtually fully dense parts with physical properties equivalent to the solid material. Copper can also be printed with other AM methods, such as BJ, SLA, and FDM, but due to the internal porosity of the final part, the thermal conductivity of the resulting object is lower [25][26].
Even though printing copper is less common due to the technological requirements, some impressive results have been achieved. Simpson et al. [27] have used DMLS to create copper alloy windings that are shaped for minimal AC losses (Figure 3a). The experimental results show reduced AC losses, although the electrical conductivity of the sintered material is only 51% IACS. A higher conductivity value of 90% IACS [28] has been achieved by using SLM and a copper alloy (CuCr1Zr) to create an induction heater with integrated water cooling (Figure 3b). The copper alloy CuCr1Zr is noteworthy, as it can be successfully manufactured using SLM with an infrared laser, while still having high thermal (310–340 W/m/K) and electrical (≥43 MS/m) conductivity [29][30]. The primary alternative to copper is usually aluminum, with the alloy AlSi10Mg receiving the most attention in AM [31].
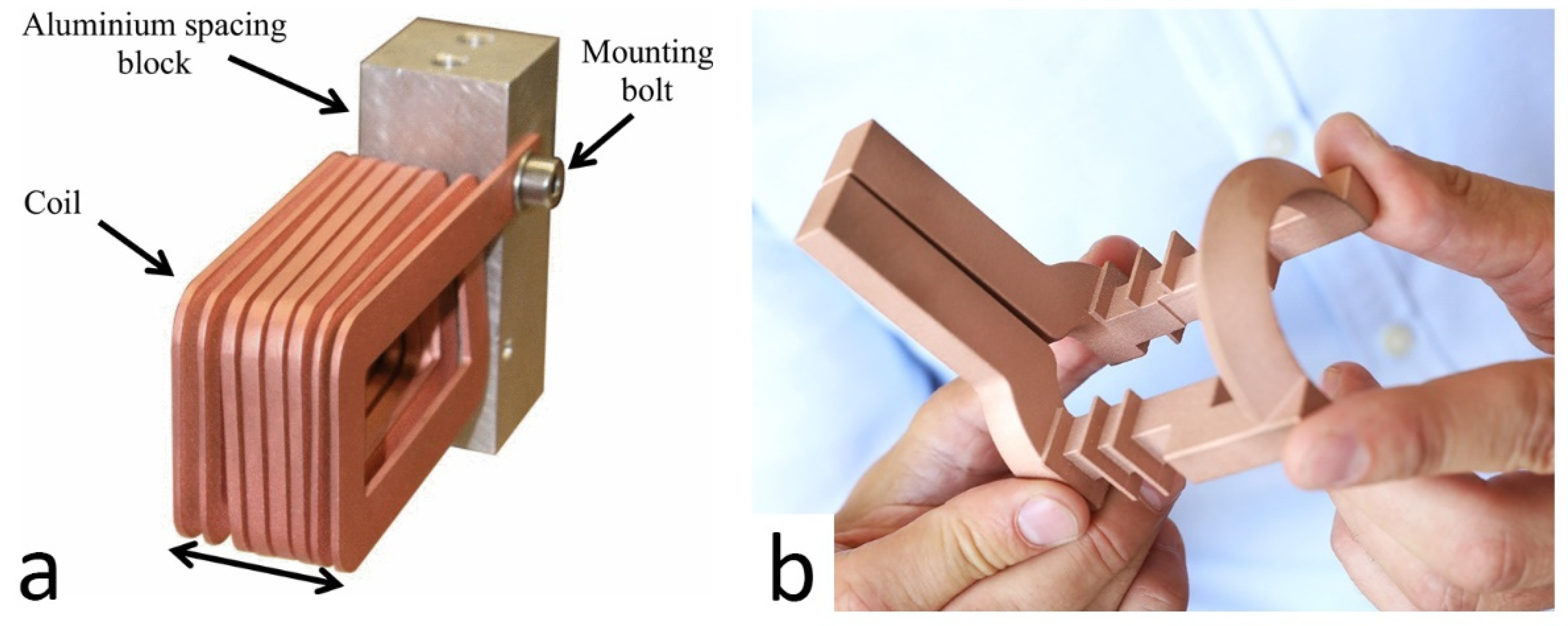 Figure 3. Additively manufactured (a) copper alloy windings [
Figure 3. Additively manufactured (a) copper alloy windings [The printing of soft magnetic materials allows for the geometry of the core of an electrical machine to be optimized. This may include liquid cooling channels inside the iron core or cooling fins on the stator surface. The ability to integrate the cooling elements with the machine’s core can be beneficial due to the elimination of any contact thermal resistance, even if the thermal conductivity of soft magnetic materials is relatively low. The materials used are typically ferrosilicon alloys, which can be successfully printed using PBF and other AM methods.
The dielectric material needed to insulate the conductive windings is often a large source of thermal resistance in an electrical machine, as the electrically isolating materials used in machines are also poor thermal conductors (values of around 1 W/m/K). This is not the case with some ceramics, which through the use of AM could be utilized in electrical machines as thermally conductive isolation material. Several different AM methods can utilize ceramic materials, including SLA, by suspending the ceramic powder inside a liquid photopolymer [32]. For example, Rauchenecker et al. [33] were able to create complex-shaped alumina nitride ceramic parts with thermal conductivity values over 160 W/m/K. The thermal conductivities of some popular materials manufactured with different AM methods are presented in Table 1.
Table 1. Thermal conductivities of popular materials used in AM.
| Material | Manufacturing Method | Effective Thermal Conductivity (W/m/K) |
|---|---|---|
| Pure copper | Electrolysis | 394 |
| EBM | 390 [34] | |
| SLM | 317–336 [25] | |
| BJ | 245–327 [25] | |
| Extruded paste | 284 [35] | |
| CuCr1Zr | Cast | 310–340 [30] |
| SLM | 309 [36] | |
| AlSi10Mg | Cast | 113 [37] |
| SLM | 173 [38] | |
| SLS | 100 [39] | |
| Electrical steel | SLM | 26 (Fe-3.7 w.t.% Si) [40] |
| Alumina nitride ceramic | Pure | 285 [41] |
| SLA | >160 [33] | |
| BJ | 3–4 [42] | |
| Alumina ceramic | SLA | 35 [43] |
2.2. Additively Manufactured Electrical Machines
In the realm of electrical machines, AM is still in the research stage. Individual components of an electrical machine have been successfully manufactured by several groups. Urbanek et al. [44] have designed and manufactured a PMSM rotor from a soft-magnetic ferro-silicon alloy using a laser PBF process. The rotor is designed to utilize the advantages provided by AM by incorporating several design optimizations, including a skewed active part and a hollow shaft. Tseng et al. [45] have used SLM to create a novel SRM rotor that incorporates skewing to reduce cogging torque and plastic ribs to reduce windage losses. Ibrahim et al. [46] have used cold spray AM to create a rotor with alternative PM and soft magnetic composite material layers. The use of AM allowed them to eliminate the bridges and center-posts normally present in PMSM rotors, which limit the motor capabilities.
Some groups have used AM to produce working electrical machines, although not all parts were printed. Tiismus et al. [47] have used SLM to create a working axial-flux switched reluctance motor (Figure 4a). It includes a stator and a rotor which were manufactured from silicon steel. Wu et al. [48] have designed and printed a fan motor that includes a rotor with an integrated impeller to achieve a robust motor with an improved power density (Figure 4b). Ge et al. [49] have used SLA and metal plating to create an electrostatic motor (Figure 4c).
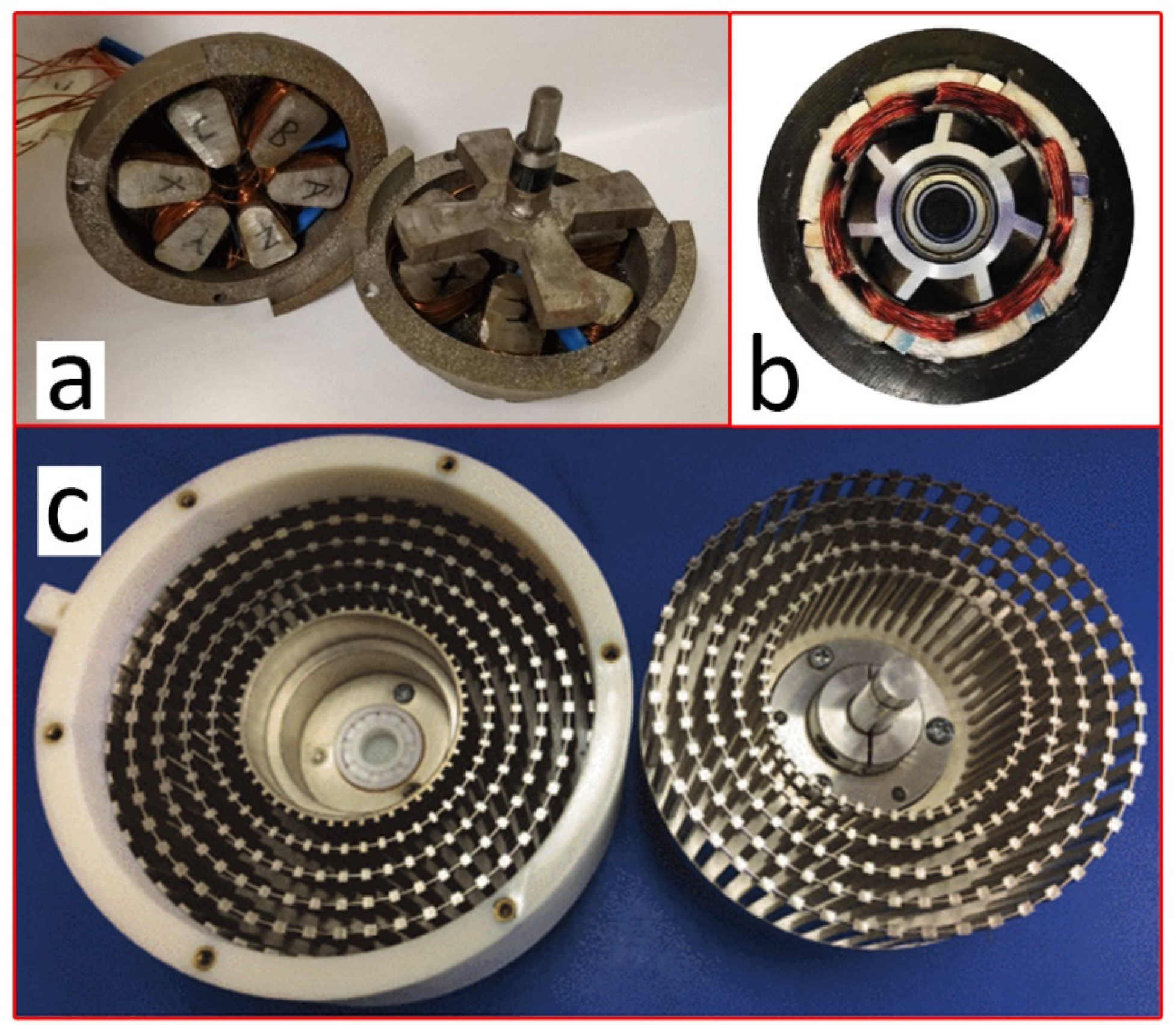 Figure 4. Additively manufactured electrical machines: (a) axial flux motor [
Figure 4. Additively manufactured electrical machines: (a) axial flux motor [A completely additively manufactured electrical machine, where the windings, insulation, and soft magnetic materials are all printed concurrently, has not yet been achieved, as this would need advances in multi-material printing technologies. Powder bed fusion processes can generally only print a single material, although dual-metal systems do exist [50]. Nonetheless, research in the area is going strong, as additively manufactured electrical machines can have many advantages over traditionally manufactured counterparts [51].
This entry is adapted from the peer-reviewed paper 10.3390/machines10040251
References
- Wohlers Associates. 3D Printing and Additive Manufacturing State of the Industry. 2021. Available online: https://www.fastenernewsdesk.com/28315/wohlers-report-2021-3d-printing-and-additive-manufacturing-global-state-of-the-industry/ (accessed on 25 March 2022).
- Lux Research. Will 3D Printing Replace Conventional Manufacturing? 2021. Available online: https://parametric-architecture.com/will-3d-printing-technology-replace-traditional-manufacturing/ (accessed on 25 March 2022).
- Ph.D. Student Wins Additive World Design Challenge Award—Campus News. Available online: https://exchange.nottingham.ac.uk/blog/phd-student-wins-additive-world-design-challenge-award/ (accessed on 21 March 2022).
- Wu, F.; El-Refaie, A.M. Additively Manufactured Hollow Conductors with Integrated Cooling for High Specific Power Electrical Machines. In Proceedings of the 2020 International Conference on Electrical Machines, ICEM 2020, Gothenburg, Sweden, 23–26 August 2020; pp. 1497–1503.
- 3 Additive Manufacturing Technologies to Watch out for in 2017, by 3D Hubs, Xtreme Engineering, Medium. Available online: https://medium.com/extreme-engineering/3-additive-manufacturing-technologies-to-watch-out-for-in-2017-7226d310ca56 (accessed on 16 November 2021).
- Calignano, F.; Manfredi, D.; Ambrosio, E.P.; Biamino, S.; Lombardi, M.; Atzeni, E.; Salmi, A.; Minetola, P.; Iuliano, L.; Fino, P. Overview on Additive Manufacturing Technologies. Proc. IEEE 2017, 105, 593–612.
- Wohlers, T.; Gornet, T. History of Additive Manufacturing. Wohlers Rep. 2014, 24, 118.
- Twotrees. What Is an FDM 3D Printer? How Do FDM 3D Printers Work? Available online: https://twotrees3d.com/fdm-3d-printer-how-do-fdm-3d-printers-work/ (accessed on 31 January 2022).
- All3DP. The Types of 3D Printing Technology of 2021. Available online: https://all3dp.com/1/types-of-3d-printers-3d-printing-technology/ (accessed on 31 January 2022).
- 3DPrint.Com. Xerox Unveils ElemX Metal 3D Printer, Collaborates with US Navy. The Voice of 3D Printing/Additive Manufacturing. Available online: https://3dprint.com/278710/xerox-unveils-elemx-metal-3d-printer-with-us-navy-as-first-customer/ (accessed on 31 January 2022).
- Mostafaei, A.; Elliott, A.M.; Barnes, J.E.; Li, F.; Tan, W.; Cramer, C.L.; Nandwana, P.; Chmielus, M. Binder Jet 3D Printing—Process Parameters, Materials, Properties, Modeling, and Challenges. Prog. Mater. Sci. 2021, 119, 100707.
- Introduction to Binder Jetting 3D Printing, Hubs. Available online: https://www.hubs.com/knowledge-base/introduction-binder-jetting-3d-printing/#what (accessed on 13 February 2022).
- Weng, Z.; Zhou, Y.; Lin, W.; Senthil, T.; Wu, L. Structure-Property Relationship of Nano Enhanced Stereolithography Resin for Desktop SLA 3D Printer. Compos. Part A Appl. Sci. Manuf. 2016, 88, 234–242.
- Khatri, B.; Lappe, K.; Habedank, M.; Mueller, T.; Megnin, C.; Hanemann, T. Fused Deposition Modeling of ABS-Barium Titanate Composites: A Simple Route towards Tailored Dielectric Devices. Polymers 2018, 10, 666.
- Deckard, C. Method and Apparatus for Producing Parts by Selective Sintering. U.S. Patent 4,863,538A, 17 October 1986.
- Meiners, W.; Wissenbach, K.; Gasser, A. Shaped Body Especially Prototype or Replacement Part Production. Ger. Patent DE19649865C1, 2 December 1996.
- Dimensional Accuracy of 3D Printed Parts, Hubs. Available online: https://www.hubs.com/knowledge-base/dimensional-accuracy-3d-printed-parts/#metal (accessed on 16 November 2021).
- Gong, G.; Ye, J.; Chi, Y.; Zhao, Z.; Wang, Z.; Xia, G.; Du, X.; Tian, H.; Yu, H.; Chen, C. Research Status of Laser Additive Manufacturing for Metal: A Review. J. Mater. Res. Technol. 2021, 15, 855–884.
- Zhang, M.; Zhou, X.; Wang, D.; He, L.; Ye, X.; Zhang, W. Additive Manufacturing of In-Situ Strengthened Dual-Phase AlCoCuFeNi High-Entropy Alloy by Selective Electron Beam Melting. J. Alloys Compd. 2022, 893, 162259.
- McDonough, J.R. A Perspective on the Current and Future Roles of Additive Manufacturing in Process Engineering, with an Emphasis on Heat Transfer. Therm. Sci. Eng. Prog. 2020, 19, 100594.
- Guschlbauer, R.; Burkhardt, A.K.; Fu, Z.; Körner, C. Effect of the Oxygen Content of Pure Copper Powder on Selective Electron Beam Melting. Mater. Sci. Eng. A 2020, 779, 139106.
- Siva Prasad, H.; Brueckner, F.; Volpp, J.; Kaplan, A.F.H. Laser Metal Deposition of Copper on Diverse Metals Using Green Laser Sources. Int. J. Adv. Manuf. Technol. 2020, 107, 1559–1568.
- Ramirez, D.A.; Murr, L.E.; Martinez, E.; Hernandez, D.H.; Martinez, J.L.; MacHado, B.I.; Medina, F.; Frigola, P.; Wicker, R.B. Novel Precipitate–Microstructural Architecture Developed in the Fabrication of Solid Copper Components by Additive Manufacturing Using Electron Beam Melting. Acta Mater. 2011, 59, 4088–4099.
- Guschlbauer, R.; Momeni, S.; Osmanlic, F.; Körner, C. Process Development of 99.95% Pure Copper Processed via Selective Electron Beam Melting and Its Mechanical and Physical Properties. Mater. Charact. 2018, 143, 163–170.
- Jiang, Q.; Zhang, P.; Yu, Z.; Shi, H.; Wu, D.; Yan, H.; Ye, X.; Lu, Q.; Tian, Y. A Review on Additive Manufacturing of Pure Copper. Coatings 2021, 11, 740.
- Ebrahimi, N.D.; Ju, Y.S. Thermal Conductivity of Sintered Copper Samples Prepared Using 3D Printing-Compatible Polymer Composite Filaments. Addit. Manuf. 2018, 24, 479–485.
- Simpson, N.; Mellor, P.H. Additive Manufacturing of Shaped Profile Windings for Minimal AC Loss in Gapped Inductors. In Proceedings of the 2017 IEEE International Electric Machines and Drives Conference, IEMDC 2017, Miami, FL, USA, 21–24 May 2017.
- How 3D Printing Is Redefining Inductor Coil Production, GKN Additive. Available online: https://www.gknpm.com/en/our-businesses/gkn-additive/how-3d-printing-is-redefining-inductor-coil-production/ (accessed on 24 January 2022).
- Wegener, T.; Koopmann, J.; Richter, J.; Krooß, P.; Niendorf, T. CuCrZr Processed by Laser Powder Bed Fusion—Processability and Influence of Heat Treatment on Electrical Conductivity, Microstructure and Mechanical Properties. Fatigue Fract. Eng. Mater. Struct. 2021, 44, 2570–2590.
- METALCOR. CuCr1Zr, C18150, Datasheet. Available online: http://www.metalcor.de/en/datenblatt/133/ (accessed on 24 January 2022).
- Aboulkhair, N.T.; Simonelli, M.; Parry, L.; Ashcroft, I.; Tuck, C.; Hague, R. 3D Printing of Aluminium Alloys: Additive Manufacturing of Aluminium Alloys Using Selective Laser Melting. Prog. Mater. Sci. 2019, 106, 100578.
- Chen, Z.; Li, Z.; Li, J.; Liu, C.; Lao, C.; Fu, Y.; Liu, C.; Li, Y.; Wang, P.; He, Y. 3D Printing of Ceramics: A Review. J. Eur. Ceram. Soc. 2019, 39, 661–687.
- Rauchenecker, J.; Rabitsch, J.; Schwentenwein, M.; Konegger, T. Additive Manufacturing of Aluminum Nitride Ceramics with High Thermal Conductivity via Digital Light Processing. Open Ceram. 2022, 9, 100215.
- Frigola, P.; Harrysson, O.A.; Horn, T.J.; West, H.A.; Aman, R.L.; Rigsbee, J.M.; Ramirez, D.A.; Murr, L.E.; Medina, F.; Wicker, R.B.; et al. Fabricating Copper Components with Electron Beam Melting. Adv. Mater. Processes 2014, 172, 20–24.
- Lorenz, F.; Rudolph, J.; Wemer, R. Design of 3D Printed High Performance Windings for Switched Reluctance Machines. In Proceedings of the 2018 23rd International Conference on Electrical Machines, ICEM 2018, Alexandroupoli, Greece, 3–6 September 2018; pp. 2451–2457.
- Buchmayr, B.; Panzl, G.; Walzl, A.; Wallis, C. Laser Powder Bed Fusion—Materials Issues and Optimized Processing Parameters for Tool Steels, AlSiMg- and CuCrZr-Alloys. Adv. Eng. Mater. 2017, 19, 1600667.
- Aluminum 360.0-F Die Casting Alloy. Available online: http://www.matweb.com/search/DataSheet.aspx?MatGUID=46cc3a20683748718693cbb6039bec68 (accessed on 31 January 2022).
- Sélo, R.R.J.; Catchpole-Smith, S.; Maskery, I.; Ashcroft, I.; Tuck, C. On the Thermal Conductivity of AlSi10Mg and Lattice Structures Made by Laser Powder Bed Fusion. Addit. Manuf. 2020, 34, 101214.
- Krishnan, M.; Atzeni, E.; Canali, R.; Calignano, F.; Manfredi, D.; Ambrosio, E.P.; Iuliano, L. On the Effect of Process Parameters on Properties of AlSi10Mg Parts Produced by DMLS. Rapid Prototyp. J. 2014, 20, 449–458.
- Sarap, M.; Kallaste, A.; Ghahfarokhi, P.S.; Tiismus, H.; Vaimann, T. Determining the Thermal Conductivity of Additively Manufactured Metal Specimens. In Proceedings of the 2022 29th International Workshop on Electric Drives: Advances in Power Electronics for Electric Drives (IWED), Moscow, Russia, 26–29 January 2022.
- Franco Júnior, A.; Shanafield, D.J. Thermal Conductivity of Polycrystalline Aluminum Nitride (AlN) Ceramics. Cerâmica 2004, 50, 247–253.
- Díaz-Moreno, C.A.; Lin, Y.; Hurtado-Macías, A.; Espalin, D.; Terrazas, C.A.; Murr, L.E.; Wicker, R.B. Binder Jetting Additive Manufacturing of Aluminum Nitride Components. Ceram. Int. 2019, 45, 13620–13627.
- Sixel, W.; Liu, M.; Nellis, G.; Sarlioglu, B. Ceramic 3D Printed Direct Winding Heat Exchangers for Improving Electric Machine Thermal Management. In Proceedings of the 2019 IEEE Energy Conversion Congress and Exposition, ECCE 2019, Baltimore, MD, USA, 29 September–3 October 2019; pp. 769–776.
- Urbanek, S.; Frey, P.; Magerkohl, S.; Zimmer, D.; Tasche, L.; Schaper, M.; Ponick, B. Design and Experimental Investigation of an Additively Manufactured PMSM Rotor. In Proceedings of the 2021 IEEE International Electric Machines and Drives Conference, IEMDC 2021, Hartford, CT, USA, 17–20 May 2021.
- Application of Additive Manufacturing for Low Torque Ripple of 6/4 Switched Reluctance Motor, IEEE Conference Publication, IEEE Xplore. Available online: https://ieeexplore.ieee.org/document/7837094 (accessed on 16 November 2021).
- Ibrahim, M.; Bernier, F.; Lamarre, J.M. Novel Multi-Layer Design and Additive Manufacturing Fabrication of a High Power Density and Efficiency Interior PM Motor. In Proceedings of the ECCE 2020—IEEE Energy Conversion Congress and Exposition, Detroit, MI, USA, 11–15 October 2020; pp. 3601–3606.
- Tiismus, H.; Kallaste, A.; Vaimann, T.; Rassolkin, A.; Belahcen, A. Additive Manufacturing of Prototype Axial Flux Switched Reluctance Electrical Machine. In Proceedings of the 2021 28th International Workshop on Electric Drives: Improving Reliability of Electric Drives, IWED 2021, Moscow, Russia, 27–29 January 2021.
- Wu, S.T.; Huang, P.W.; Chang, T.W.; Jiang, I.H.; Tsai, M.C. Application of Magnetic Metal 3-D Printing on the Integration of Axial-Flow Impeller Fan Motor Design. IEEE Trans. Magn. 2021, 57, 8201205.
- Ge, B.; Ludois, D.C.; Ghule, A.N. A 3D Printed Fluid Filled Variable Elastance Electrostatic Machine Optimized with Conformal Mapping. In Proceedings of the ECCE 2016—IEEE Energy Conversion Congress and Exposition, Milwaukee, WI, USA, 18–22 September 2016.
- Aconity MIDI+, Aconity3D. Available online: https://aconity3d.com/products/aconity-midi-plus/ (accessed on 16 November 2021).
- Kallaste, A.; Vaimann, T.; Rassalkin, A. Additive Design Possibilities of Electrical Machines. In Proceedings of the 2018 IEEE 59th Annual International Scientific Conference on Power and Electrical Engineering of Riga Technical University, RTUCON 2018, Riga, Latvia, 12–13 November 2018.
This entry is offline, you can click here to edit this entry!