Natural fiber composites (NFCs) are an evolving area in polymer sciences. Fibers extracted from natural sources hold a wide set of advantages such as negligible cost, significant mechanical characteristics, low density, high strength-to-weight ratio, environmental friendliness, recyclability, etc. Luffa cylindrica, also termed luffa gourd or luffa sponge, is a natural fiber that has a solid potential to replace synthetic fibers in composite materials in diverse applications like vibration isolation, sound absorption, packaging, etc. Recently, many researches have involved luffa fibers as a reinforcement in the development of NFC, aiming to investigate their performance in selected matrices as well as the behavior of the end NFC.
- luffa natural fiber composites
- mechanical properties
- physical properties
- thermal properties
- chemical properties
- morphological properties
- Introduction
Fiber-reinforced composites are becoming significantly popular in various engineering fields due to their low density as well as their remarkable mechanical characteristics. Composite materials’ properties are based on the selected components, viz., matrix and fibers [1–3]. Hitherto, the utilized matrices and fibers are generally obtained from petroleum origins. Although they possess attractive properties, the aforementioned composite materials are restricted from being used for long periods, yet can endure regular environmental conditions for tens of years [4–9]. Moreover, composite recycling and reprocessing methods are unavailable. The manufacturing of most synthetic fibers has several environmental effects, as it requires high power, is toxic for humans, as well as may deplete the ozone layer, cause global warming and eutrophication [10–13]. The increased attentiveness to environmental matters has augmented the search for an alternative natural source in order to increase the utilization of renewable materials, reduce waste production, boost recycling, and so on [14,15].
Hence, numerous scientists and engineers tend toward green materials that can enhance the products’ environmental aspects [13,16–19]. Thus, materials extracted from natural resources gained more attention as an alternative to synthetic fibers in composite materials. Natural fibers (NFs) are found in many parts of a plant, e.g., fruit, bast, leaf, trunk, roots, and so on. Throughout the decades, these natural fibers have been widely utilized in countless applications due to their advantages, as they are strong, lightweight, tough, recyclable, biodegradable, abundant in nature, and have negligible cost and low density [20–27]. Additionally, their environmental advantages include decreased respiratory and dermal irritation, improved energy consumption, less wear and abrasion on tools, and minimal health hazards. Natural fiber composites (NFCs) have been significantly involved in various engineering fields such as automotive, marine, sports gear, construction, and aerospace [17,28–34].
NFs, also named lignocellulosic fibers, comprise wheat straw, sea grass, softwood kraft, sisal, rice husk, ramie, rachis, pineapple, oil palm, date palm, jute, hemp, flax, coconut, coir, cotton, banana, bamboo, abaca, mesta, roselle, oat, maize, sabia, kapok, etc. [35–43]. Figure 1 shows the main fiber categories. Besides the prosperous characteristics of natural fibers, they have a few disadvantages due to their hydrophilic behavior. However, there are several methods that can reduce these drawbacks, like adding coupling agents and fiber treatment. Luffa fruit comprise lightweight natural fibers that have the potential to be utilized in reinforcing lightweight composites due to their polyporous structure, abundance, cheap price, as well as their surface morphology, which can provide a good adhesion with the matrix. The main focus of this review paper is to compile, compare, and summarize the research on luffa natural fiber composites (LNFCs) by considering the physical, morphological, mechanical, chemical, electrical, and thermal properties, in addition to acoustic, water absorption, x-ray diffraction, differential scanning calorimetric, thickness swelling, and so on.
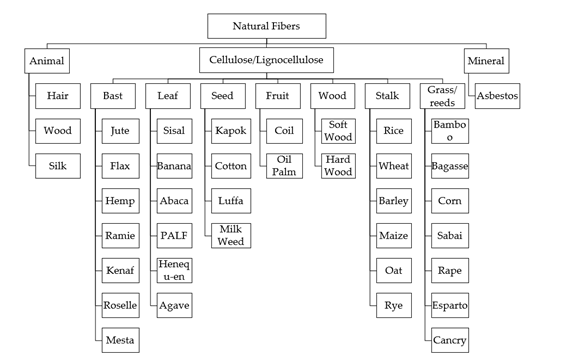
Figure 1. General classifications of natural fibers.
- Luffa and Its Composite Materials
Luffa is a category of the Cucurbitaceae family (cucumber), its ripe fruits are utilized as natural cleaning sponges, while its immature fruits are consumed as vegetables. It is spread from south Asia to east and central Asia. Luffa vegetables are widespread in Vietnam and China. Figure 2 shows the mature luffa fruit and its fiber structure. Luffa fibers comprise significant toughness, strength, and stiffness, similar to the ones observed in various metals with same density ranges [44].

Figure 2. Luffa and its internal structure.
Luffa chemical composition mostly consists of lignin and hemicellulose/cellulose, as well as includes some inorganic elements like glycosides, polypeptides, amino acids, proteins, and so on [45–47]. However, the hemicellulose content ranges between 8% and 22%, lignin content is between 10% and 23%, and cellulose content is between 55% and 90%. Table 1 shows the physical and chemical properties of luffa. At the early stage of luffa growth, its cellular structure begins with numerous single fibers and turn into fibrous mat at the end [48].
Table 1. Physical properties and chemical composition of luffa fibers [49–51].
|
Physical Properties |
Chemical Composition |
||||||
|
Density (gm/cm3) |
Diameter (μm) |
Aspect ratio |
Micro fibrillar angle (°) |
Cellulose (%) |
Lignin (%) |
Hemi cellulose (%) |
Ash (%) |
|
0.56−0.92 |
270 ± 20 |
340 ± 5 |
12 ± 2 |
63.0 ± 2.5 |
11.69 ± 1.2 |
20.88 ± 1.4 |
0.4 ± 0.10 |
As Table 1 shows, luffa density varies from 0.56 to 0.92 g/cm3, it has an average diameter of ~270 μm, and its microfibrillar angle is around 12°. The chemical composition of luffa consists of 63% cellulose, 20.88% hemicellulose, 11.69% lignin, and 0.4% ash. It is worth mentioning that in addition to its use as a vegetable and cleaning sponge, luffa is also utilized in Chinese medication, military filters, and shock absorbers [52].
2.1. Fiber Treatment
Water absorption and moisture retention harm the fiber/matrix adhesion in composite materials. Moreover, NFs have high moisture absorption properties as they are naturally hydrophilic. Such properties cause a reduction in bond strength, and thus matrix and fibers detach from each other. Hence, these composite materials exhibit negligible mechanical characteristics in wet environments [53]. Therefore, treating an NF with a convenient chemical solution can influence its chemical composition, remove surface impurities, as well as reduce its water absorption character. Table 2 shows the treatments applied to luffa fibers in LNFC studies.
Table 2. Luffa fiber treatments.
|
Treatment |
Reference |
|
Sodium Hydroxide (NaOH) |
[25,44,49–51,54–76] |
|
Hydrogen Peroxide (H2O2) |
[27,54,55,65–67] |
|
Acetic Acid (CH3COOH) |
[27,54,55] |
|
Carbamide CO(NH2) |
[55] |
|
Methacrylamide |
[60,69] |
|
Benzoyl Chloride Permanganate (KMnO4) |
[51,75] |
|
Acetic Anhydride, and Acetone |
[65] |
|
Furfuryl Alcohol followed by oxidation (sodium chlorite + acetic acid) |
[50] |
|
CaCl2, H2SO4, and Na2HPO4 |
[57] |
|
Hypochlorite (NaClO) |
[58] |
|
Ethanol, BTDA Dianhydrides |
[64] |
|
HCl |
[56] |
|
Chlorine Bleach |
[46,77] |
|
Calcium Phosphate and Calcium Carbonate |
[78] |
|
CaOH2 and Silane |
[71] |
|
Thermo-mechanical treatment and thermo-hydromechanical treatment |
[79] |
|
Heat treatment |
[80] |
Sodium hydroxide (NaOH)/alkaline treatment evidenced its capability in improving luffa fibers’ microstructure by changing its chemical composition as well as removing all impurities [49,59–63,70]. Treating luffa fibers with 4% NaOH at 120 °C for 3 h revealed the highest fiber crystallinity index and, in addition, combined chemical treatments switched luffa from a mat into a filament structure [67]. Contrary to other chemical solutions, methacrylamide treatment caused a serious deterioration in luffa fiber integrity [69]. Mixing NaOH with other solutions like CH3COOH can drastically improve LNFC mechanical performance as well as significantly decrease its water absorption; in contrast, mixing with H2O2 deteriorated its mechanical characteristics [55]. The tensile strength of LNFC created with HCl treated fibers was lower than that of LNFC treated with alkaline [56]. Cyanoethylating and acetylation improved fiber/matrix adhesion, resulting in an enhancement in mechanical characteristics [65,66]. Furfuryl alcohol followed by oxidation treatment revealed higher performance compared to alkaline, where it improved the surface structure and reduced hemicellulose, lignin, and wax quantities [50]. As shown in Table 2, sodium hydroxide was mostly utilized to chemically treat luffa fibers, followed by hydrogen peroxide and acetic acid.
2.2. Matrices Selected for LNFCs
Composites have a combination of fibers and matrix properties, and in addition to matrix properties, they behave as a structure that holds all fibers together, as well as a protection from the surrounding environment (water, heat, etc.) [1,81–83]. Thus, studying the performance of a new NFC involves choosing a suitable matrix that exhibits good properties with a considerable interaction with the selected NF. Several studies investigated luffa as a pure mat (without a matrix); however, others studied different thermoplastics and thermosets like epoxy, polyester, resorcinol-formaldehyde, vinyl ester, and so on [84–86]. Matrices considered in recent LNFC studies are listed in Table 3.
Table 3. Thermoplastics and thermosets used in luffa natural fiber composite (LNFC) development.
|
Matrix |
Reference |
|
Epoxy |
[25,44,49–51,54,59,61–63,72–75,84,87–93] |
|
Polyester |
[24,56,60,65,66,70,71,84,94–96] |
|
Resorcinol-formaldehyde |
[57,78,97] |
|
Polylactic acid |
[58,80] |
|
Bio-based polyethylene (HDPE) |
[98] |
|
Vinyl ester |
[7,64] |
|
Polyurethane foam |
[45] |
|
Polyurethane (PU) |
[99] |
|
Polypropylene |
[68] |
|
Geopolymer |
[100] |
|
Pre-gelatinized cassava starch |
[101] |
|
Eva resin |
[102] |
|
Bismuth nitrate pentahydrate (Bi(NO3)3·5H2O) and potassium iodide |
[76] |
|
Concrete |
[103] |
LNFC studies have involved diverse polymeric matrices with different weight ratios (fiber volume fraction), which ranged from 2 wt% to 50 wt%, however, the most common weight composition was 30 wt% [24,49,50,62,70]. Although the majority of studies considered luffa as rectangular mat, some utilized it as randomly chopped fibers between 2 mm and 6 cm. As clearly shown in Table 3, epoxy resin was selected most often in the LNFC area, followed by polyester and resorcinol-formaldehyde, which is due to matrix properties as well as matrix/fiber compatibility.
This entry is adapted from the peer-reviewed paper 10.3390/su12187683