Your browser does not fully support modern features. Please upgrade for a smoother experience.
Please note this is an old version of this entry, which may differ significantly from the current revision.
Subjects:
Chemistry, Applied
Binders, or tackifiers, have become widespread in the production of new composite materials by liquid composite molding (LCM) techniques due to their ability to stabilize preforms during laying-up and impregnation, as well as to improve fracture toughness of the obtained composites, which is very important in aviation, automotive, ship manufacturing, etc. Furthermore, they can be used in modern methods of automatic laying of dry fibers into preforms, which significantly reduces the labor cost of the manufacturing process.
- binders
- liquid composite molding
- preforms
- composite materials
1. Introduction
Several new methods of producing composites were developed, and the leading methods of reducing costs have become liquid composite molding (LCM) techniques such as resin transfer molding (RTM, Figure 1) or vacuum-assisted resin transfer molding (VARTM, Figure 2), also known as resin infusion (or sometimes vacuum-assisted resin infusion, VARI). The essence of these processes is the impregnation of a preform, made of dry fillers and laid out in the shape of the product, with a liquid matrix under the force of pressure (RTM) or with the help of vacuum, i.e., differences between ambient pressure and vacuum pressure (VARTM). It should be noted that sometimes VARTM is distinguished as a process in which additional pressure supported by vacuum is used for the injection, while VARI is distinguished as a process in which resin infusion is driven only by vacuum. Furthermore, RTM always refers to a process with two-sided rigid mold, while VARTM most often refers to a process with a single-sided rigid mold combined with a vacuum bag.
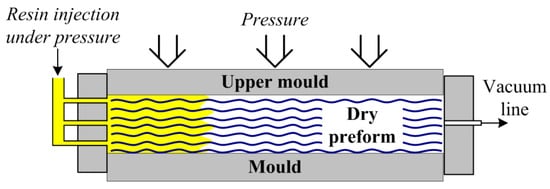
Figure 1. Scheme of the RTM process.
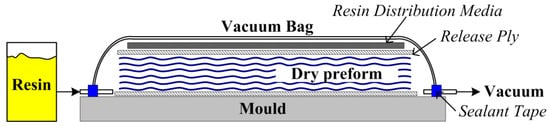
Figure 2. Scheme of the VARTM process.
LCM processes can be significantly cheaper due to reduced labor cost and higher time and energy efficiency [1][2][3][4][5]. In addition, these methods make it possible to obtain products of complex shape in one cycle, which reduces the load of the equipment, and the resulting components are deprived of additional joints. However, there are a number of barriers to a wider use of this technique, e.g., the dimensional stability of performs during the impregnation, which can lead to smoothed corners, inhomogeneous thickness distribution, and as a result large resin rich zones and impregnation defects such as pores and dry regions [1][2][6]. High pressure during impregnation can lead to deformation and movement of a highly compliant textile laminate. Furthermore, the use of LCM in fabricating aerospace grade composites has been hindered by the difficulties in achieving mechanical performance and quality comparable to that of an autoclave/prepreg molded composite [7]. These problems can be solved by different methods, for example, tapes, staples, additional stitching with binder tows, etc., however, one of the most interesting options is the use of different binders [1][8][9].
Binders or tackifiers form an important part of the preforming process [1][6][7][8][9][10]. These are normally thermoplastic or thermoset resins or their blends that are solid at room temperature but melt easily on heating. The glass transition temperature (Tg) of the binder should be low enough so that the preform can be shaped without overheating or overcuring the binder [1][8][10]. At the same time the Tg should be high enough so that the preform can be handled and stored at room temperature. Usually, such binders can be in different forms, such as powder sprays, solvent sprays, veils, and emulsions. The form depends on the equipment that one have, but the most common in nowadays are powder binders or their combinations with veils and/or emulsions. The typical binder application process is shown in Figure 3. The choice of a binder is governed by several factors, such as compatibility with the matrix resin to be injected during the impregnation stage, operational effectiveness, process environment control, final product performance, and the preforming technique.
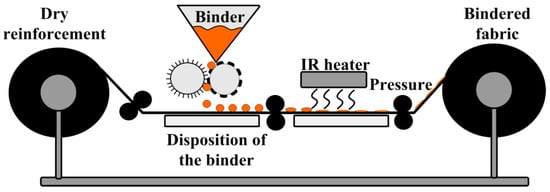
Figure 3. Scheme of typical binder application process.
Moreover, new methods of applying binders to fibers in order to improve the quality and manufacturability of preforms were created recently [11][12]. For example, the use of pulsed laser radiation (Figure 4) can selectively heat and bind to discrete areas on a thermoplastic veil, used as a binder, to an incoming fiber tape material and a surface of a substrate. This contributes to a more precise control of the tacking of the veil to the fiber tape in predetermined locations.
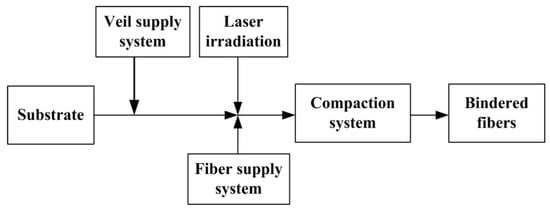
Figure 4. Scheme of the pulsed laser radiation for discrete binder application (adapted from [11]).
In order to achieve sufficient consolidation of textile preforms a new approach was proposed, which suggests stabilizing a compliant preform through pointwise and highly controlled integration of a binder by the 3D printing of liquid resin into dry reinforcements, and its consolidation prior to liquid molding [6]. The same resin systems designed for LCM methods were used both for pinning and infusion. This helps to obtain a pattern that can be tailored to the requirements of infusion, draping, or tuning of composite properties. The printed binder resin created a stiff skeleton, securing material for resin infusion and curing.
In addition to the aforementioned applications, sometimes binders can carry another very important function, namely, to act as toughening agent, since thermoplastics can be added to the composite and reduce fragility of the liquid polymer matrix [13][14][15]. Their use in the infusion processes as a toughening agent dissolved in the matrix is limited since they significantly increase viscosity of the different resins. A thermoplastic introduced as a binder can either dissolve during the impregnation of the matrix with the following reaction-induced phase separation, or remain completely insoluble during the impregnation and the curing reaction.
2. Binders for Polyester Composites
The first compositions for the LCM methods were polyester resins, since they can almost always be diluted with various liquid unsaturated monomers, for example styrene, with which the desired viscosity no more than 1 Pa•s can be obtained. Therefore, in order to hold different glass mats together, the first binders were developed in the 1950s specifically for polyester resins (Figure 5) and often they were based on them [16][17].

Figure 5. Chemical structure of typical polyester binder.
The main requirement for binders was that they must have sufficient strength to prevent disintegration of the glass fiber preform mats, susceptibility of the mat to uniform wet-out by the impregnating resin subsequently used, and that the obtained mats should be characterized by good drape and drawability so as to permit and facilitate their conformation to nonplanar shapes with or without mold pressure. An interesting fact is that before the invention of non-destructive testing methods, for example ultrasonic ones, there was a requirement for the cleanliness and whiteness of the mat binder, since the degree of impregnation of the resin and the quantity of defects was evaluated visually.
The first polyester resin compositions used as binder resins have different solubility rates in polyester and vinyl monomers [16][18]. The first task while creating binders was to control the solubility rate of the polyester binders in the vinyl monomer component since when applying different pressure on the system, different shear deformations arise.
3. Binders for Epoxy Composites
Many binders, according to the manufacturers, are universal materials suitable for all or most types of resins. However, due to their different nature, it is often possible to find more suitable systems for certain types of resin.
For example, the use of a glass fiber preform mat containing a polyester resin binder in producing a reinforced epoxy resin laminate results in a spongy, stiff, incompletely impregnated product which is unsuitable for use in many applications. A copolymer in the form of fibers containing about 40 percent of acrylonitrile and about 60 percent of vinyl chloride was proposed as a binder to solve these problems. This binder was added to the glass mat in an amount of about 4 wt.% or less and heated under pressure at a temperature of between 135 °C and 175 °C. This material has several advantages, for example it is possible to break up and recover both the glass and copolymeric fibers from mats not having acceptable strengths and to reform them into mats of acceptable quality. Moreover, such preform mats had better strength, they were lighter and loftier and had superior drape and drawability compared to the existing mats with emulsion-applied polyester resin binder. However, the main advantage was that they can be completely wet-out by the impregnating resin, particularly by the epoxy resins. Furthermore, composite materials based on them have sufficient flexural strength about 400 MPa, 43% higher than for composites based on existing mats.
4. Binders for Other Matrices
It is most often recommended to choose a binder of the same nature as the infusion matrix used to impregnate the preform [19][20][21][22]. For example, a thermoplastic polyamide 12 powder binder is recommended for the thermoplastic resin transfer molding of ε-caprolactam, which can be anionically polymerized into PA6. Furthermore, a bismaleimide resin Cytec 5250-4 modified with polyetherimide Ultem 1000 (25 wt.%) can be used as a binder for the same resin and improve the GIc of the obtained 7781-style glass fabric composite from 269 to 420 J/m2, and a binder modified with 40 wt.% of polyethersulfoneVictrex 5003P improves it to 448 J/m2. However, as can be seen from the aforementioned information, some binders can find application with different resins. In this regard, some commercially available binders for various LCM technologies can be used with various polymer matrices, and if they are miscible, soluble, or mutually compatible with each other it is the great advantage [23]. That is why, due to the mutual compatibility between epoxy resins and bismaleimides and benzoxazines and the possibility of their reaction with each other, in some cases, epoxy-based binders can be used for bismaleimide and benzoxazine matrices and vice versa [24]. For example, for bismaleimide resins or epoxy resins with amine hardeners, a binder based on polyetherimide and bismaleimide (Figure 6) can be suitable. Binder in the form of water suspension based on bisphenol-A epoxy resin, dicyandiamide as a curing agent, polyacrylamide as a thickener, and imidazole catalyst was proposed for use with such compatible matrices as vinyl ester, polyester, phenolic thermoplastics, and most preferably, urethane polymers [25]. Similar epoxy binder can even be used with novel thermoplastic resin system [26][27].
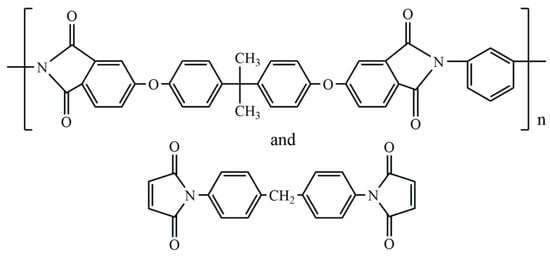
Figure 6. Chemical structure of two-component binder based on polyetherimide and bismaleimide resin.
5. Influence of Binders on LCM Technology
Binders have a significant impact on the manufacture process of composite materials, namely on the preforming process, preforms’ quality, their permeability, and on the curing pattern of the matrix. First of all, they change the properties of the preforms. For example, the researched consolidation and relaxation behavior of stacks of continuous strand random glass mat with a thermoplastic polyester binder VetrotexUnifilo U-750 of known flow characteristics showed glass fiber tow flattening at the greatest rate at high temperatures (135–177 °C) and at low closing speeds (0.02 mm/s) [28]. Flattening of the fiber tows introduces small gaps along which the binder flowed mainly due to the squeezing force; capillary forces played a minor role there. The extent of binder redistribution was also governed by the binder viscosity characteristics. The reduced binder viscosity at high shear rate at the highest closing speed or with increased temperature led to a reduction in pressure necessary to obtain a given fiber volume fraction. Above the binder melting point, some relaxation of the mats was observed because fiber tows were more able to move about and thus to springback when the pressure was released.
Another example is the influence on the permeability of preforms [88]. Thus for the preform containing 4% of binder, the unsaturated permeability value can be 35% less than for the preform with the 3% binder content preform [87].
6. Automatic Preform Layout Using Binders
From the very beginning of the production of composite materials, the reduction of their manufacture cost was one of the main areas of research [29]. To achieve this goal there are three main approaches: (1) To produce components molded to net thickness so as to reduce assembly fixture cost and labor time; (2) to replace pre-preg with a lower cost form of material; (3) to use approaches which enable the automation of material deposition at a much higher rate than current machines. LCM technologies satisfy the second approach, and the use of binders and automatic methods for assembling preforms can help in the implementation of the third approach to reduce cost, because the hand laminating is very time intensive and requires skilled labor. That is why these methods found use in the production of aviation structures [30].
This entry is adapted from the peer-reviewed paper 10.3390/polym14010087
References
- Rohatgi, V.; Lee, L.J.; Melton, A. Overview of fibre preforming. In Resin Transfer Moulding for Aerospace Structures; Kruckenbrg, T., Paton, R., Eds.; Chapman & Hall: London, UK, 1998; pp. 148–176.
- Summerscales, J.; Searle, T.J. Low pressure (vacuum infusion) techniques for moulding large composite structures. Proc. Inst. Mech. Eng. L 2005, 219L, 45–58.
- Rimmel, O.; Becker, D.; Mitschang, P. Maximizing the out-of-plane-permeability of preforms manufactured by dry fiber placement. Adv. Manuf. Polym. Compos. Sci. 2016, 2, 93–102.
- Muhametov, R.R.; Petrova, A.P. Thermosetting matrices for polymer composite materials (review). Aviat. Mater. Technol. 2019, 3, 48–58. (In Russian)
- Chursova, L.V.; Panina, N.N.; Grebeneva, T.A.; Terekhov, I.V.; Donetsky, K.I. Thermosetting compositions and polymeric binders for producing composite materials be vacuum assisted resin transfer moulding technology (The review). Plast. Massy 2018, 1–2, 57–64. (In Russian)
- Ivanov, D.S.; White, J.A.P.; Hendry, W.; Mahadik, Y.; Minett, V.; Patel, H.; Ward, C. Stabilizing textile preforms by means of liquid resin print: A feasibility study. Adv. Manuf. Polym. Compos. Sci. 2015, 1, 26–35.
- Shih, C.H.; Liu, Q.; Lee, L.J. Vacuum-assisted resin transfer molding using tackified fiber preforms. Polym. Compos. 2001, 22, 721–729.
- Schmidt, S.; Mahrholz, T.; Kuhn, A.; Wierach, P. Powder Binders Used for the manufacturing of wind turbine rotor blades. part 1. characterization of resin-binder interaction and preform properties. Polym. Compos. 2016, 39, 708–717.
- Nicolais, L.; Borzacchiello, A.; Lee, S.M. Wiley Encyclopedia of Composites, 2nd ed.; John Wiley & Sons: New York, NY, USA, 2012; Volume 2, pp. 945–1011.
- Rohatgi, V.; Lee, L.J. Moldability of tackified fiber preforms in liquid composite molding. J. Compos. Mater. 1997, 31, 720–744.
- Evans, R.B.; Lawton, S.A. Laser-Assisted Placement of Veiled Composite Material. U.S. Patent 20,060,048,881, 9 March 2006.
- Mack, J.; Mitschang, P. Efficient and flexible technology for binder roving manufacturing. KMUTNB Int. J. Appl. Sci. Technol. 2015, 8, 93–100.
- Tanoglu, M.; Robert, S.; Heider, D.; McKnight, S.H.; Brachos, V.; Gillespie, J.W., Jr. Effects of thermoplastic preforming binder on the properties of S2-glass fabric reinforced epoxy composites. Int. J. Adhes. Adhes. 2001, 21, 187–195.
- Hillermeier, R.W.; Seferis, J.C. Interlayer toughening of resin transfer molding composites. Compos. Part A 2001, 32, 721–729.
- Wu, W.; Klunker, F.; Xie, L.; Jiang, B.; Ziegmann, G. Simultaneous binding and ex situ toughening concept for textile reinforced pCBT composites: Influence of preforming binders on interlaminar fracture properties. Compos. Part A 2013, 53, 190–203.
- Burns, J.P.; Sanderson, F.T. Bonded Fibrous Products and a Method for Preparing Them. U.S. Patent 3,340,136, 5 September 1967.
- Brissette, R.S.; Emerson, N.J. Reinforced Resin Laminates. U.S. Patent 3,063,883, 13 November 1962.
- Sakaguchi, K.; Minakata, M.; Takamori, S.; Furukawa, J.; Kono, Y. Process for Preparing Glass Fiber Mats. U.S. Patent 4,054,713, 18 October 1977.
- Flonc, N.P.; Brace, M.W. Stabilized Complex Composite Preforms. U.S. Patent 5,217,766, 8 June 1993.
- White, W.D.; Barron, J.H.; Gendreau, J.P. Process for Preparing a Resin Matrix Composite Using a Preform. U.S. Patent 5,766,534, 16 June 1998.
- Mortimer, S.; Coppock, V. Preforms for Moulding Process and Resins Therefor. W.O. Patent 1,998,050,211, 12 November 1998.
- Herzog, J.; Wendel, R.; Weidler, P.G.; Wilhelm, M.I.; Rosenberg, P.; Henning, F. Moisture adsorption and desorption behavior of raw materials for the T-RTM process. J. Compos. Sci. 2021, 5, 12.
- McGraiL, P.T.; Carter, J.T. Thermally Stable Binder Resin Composition and Method for Binding Fibres. E.P. Patent 1,341,850, 14 September 2013.
- Li, H.W.; Lehmann, S.L. Toughened Binder Compositions for Use in Advanced Processes. U.S. Patent 20,090,209,159, 20 August 2009.
- Flautt, M.C.; Hager, W.G. Epoxy Film Former String Binder. U.S. Patent 6,828,024, 7 December 2004.
- Bhudolia, S.K.; Gohel, G.; Leong, K.F.; Joshi, S.C. Damping, impact and flexural performance of novel carbon/Elium® thermoplastic tubular composites. Compos. Part B 2020, 203, 108480.
- Bhudolia, S.K.; Perrotey, P.; Gohel, G.; Joshi, S.C.; Gerard, P.; Leong, K.F. Optimizing bladder resin transfer molding process to manufacture complex, thin-ply thermoplastic tubular composite structures: An experimental case study. Polymers 2021, 13, 4093.
- Knight, J.C.; Backes, D.; Jayaraman, K. Consolidation and relaxation behavior of continuous strand random glass mats with thermoplastic binders. Polym. Compos. 1996, 17, 451–457.
- Mills, A. Automation of carbon fibre preform manufacture for affordable aerospace applications. Compos. Part A 2001, 32, 955–962.
- Gardiner, G. Resin-Infused MS-21 Wings and Wingbox. High Perform Comp 2014. Available online: https://www.compositesworld.com/articles/resin-infused-ms-21-wings-and-wingbox (accessed on 16 September 2021).
This entry is offline, you can click here to edit this entry!