Solid-particle erosion occurs when discrete solid particles strike a surface. It differs from three-body abrasion primarily in the origin of forces between the particles and the wearing surface. In erosion, the extent of wear depends on the number and mass of individual particles striking the surface and on their impact velocity [8]. The difference of erosion from the abrasive wear lies in its fluid contribution to the mechanical action producing material removal. Solid-particle erosion is common in any system in which a gas stream carries abrasive particles. If loose abrasive particles are carried by a liquid, the wear is termed as slurry erosion.
WC-based hardmetals (cemented carbides) are employed widely as wear-resistant ceramic-metal composites for tools and wear parts. Raw materials supply, environmental concerns and some limitations of hardmetals have directed efforts toward development of alternative wear-resistant composites-cermets. Cermets consist primarily of ceramic particles such as titanium carbonitride (Ti(C,N)), titanium carbide (TiC), and chromium carbide (Cr3C2) bonded with alloys of Ni, Co or Fe. Cermets as resistant to solid particle erosion materials demonstrate their potential primarily in environmentally severe wear conditions – at elevated temperatures and corrosive environments.
- Erosion
- Solid-Particle
- Slurry
1. Introduction
2. Solid-Particle Erosion
| Composition * | Processing ** | Structure *** | Mechanical Characteristics | Wear Testing Conditions ****** | Key Observations | Ref. | |
|---|---|---|---|---|---|---|---|
| Hardness **** | Toughness ***** | ||||||
|
LPS | dCarbide = 1–10 | - | - | ASTM G76, abrasive: SiO2 (75–200 µm), V = 60 m/s, α = 30, 60, 90° | TiC-NiMo cermets are at a disadvantage in relation to WC-based hardmetals | [6] |
| TiC/50 vol% Fe | SHS/pseudoHIP | dTiC = 2–5 | 670 | - | Modified ASTM G76, abrasives: SiO2 and Al2O3, V = 60 m/s, α = 30 and 90°, T = 20 and 350 °C | Brittle erosion mechanism both at room and elevated temperatures | [14] |
| TiC0.7N0.3/10 WC/NbC/TaC/20 Ni | LPS (1510 °C) | - | 990–1250 | 13.4–18.3 | Modified ASTM G76, abrasive: SiC (66 µm), abrasive flow: 2.33 g/s, α = 30, 60, 90° |
|
[15] |
Commercial cutting materials
|
LPS (cermets) | - |
|
- | ASTM G76, abrasive: Al2O3 (70 µm), abrasive flow 2.0 g/min, α = 20 and 90° |
|
[16][17] |
|
MI (1450 °C) (cermets) | dWC = 0.55–1.51 |
|
- | Modified ASTM G76/ASTM G211, abrasive: Al2O3 (50 µm), V = 40 m/s, α = 75°, T = 25, 180, 500, 700 °C | TiC- and TiB2-based cermets outperform WC-Co at > 500 °C | [35] |
|
LPS |
|
|
TRS:
|
Centrifugal accelerator, abrasive: SiO2 (0.2–0.3 mm), V = 80 m/s, α = 30° | Wear resistance depends on combined effect of resistance to penetration and cutting | [7] |
|
LPS | dTiC = 2–2.3 |
|
TRS:
|
Centrifugal accelerator, abrasive: SiO2 (0.1–0.2 mm), V = 80 m/s, α = 30° | WC/Co outperforms TiC-based cermets; TiC/FeNi outperforms TiC/NiMo (room temperature) | [8] |
| Cr3C2/10–20 Ni |
|
dCr3C2 = 4–6 |
|
|
Centrifugal accelerator, abrasive: SiO2 (0.1–0.3 mm), V = 60 and 80 m/s, α = 30, 45, 60, 75 90° | RS grades outperform LPS grades | [9] |
|
|
dTiC~2 dCr3C2~4–6 |
|
TRS: 700–2600 | Centrifugal accelerator, abrasive: SiO2 (0.1–0.3 mm), V = 80 m/s, α = 30° | Two-cycle sinter + HIP is at disadvantage over one-cycle sinter/HIP | [10] |
|
LPS | d = 2 … 4 (depending on composition) | - | - | Centrifugal accelerator, abrasive: SiO2 (0.2–0.3 mm), V = 20 and 80 m/s, α = 30 and 90°, T = 23 and 600 °C | Mechanically mixed layer formation is an essential feature of material wear response | [11] |
|
LPS | dTiC = 1.9–2.2 dWC = 1.0–2.2 |
|
TRS:
|
Centrifugal accelerator, abrasive: SiO2 (0.1–0.3 mm), V = 80 m/s, α = 30° |
|
[12] |
| TiC/40 NiMo (Ni:Mo 1:1, 2:1, 4:1) | LPS (1480 °C) | - | 1068–1330 | 17.5–18.2 | Centrifugal accelerator, abrasive: SiO2 (0.1–0.3 mm), V = 60 m/s, α = 75° | The erosion rate is influenced by the stress state of the, rate is lower for cermets with lower residual stresses | [18] |
| TiC/20–60 NiMo (Ni:Mo 1:1, 2:1, 4:1) | LPS (1400–1480 °C) | dTiC = 1–5 | 810–1650 | TRS: 730–2450 | Centrifugal accelerator, abrasive: SiO2 (0.1–0.3 mm), V = 50 m/s, α = 30 and 90°, T = 20, 350 and 650 °C |
|
[19] |
|
LPS | dCarbide = 2–6 |
|
|
Centrifugal accelerator, abrasives: SiO2 (0.1–0.3 mm), SiC (0.1–0.3 mm), V = 60 m/s, α = 75° | Modulus of elasticity may be used for evaluation of mild erosion | [20][24] |
|
LPS | dCarbide = 2–4 | - | - | Centrifugal accelerator, abrasive: SiO2 (0.1–0.3 mm), V = 20 and 80 m/s, α = 30 and 90°, T = 23 and 600 °C |
|
[21] |
|
LPS | dCarbide = 1–4 | ~1380 |
|
Centrifugal accelerator, abrasive: SiC (0.1–0.3 mm), V = 60 m/s, α = 60° | Materials with high thermal conductivity possess higher erosion resistance | [22] |
|
LPS | dCarbide = 1–4 | 1030–1410 | 9.8–19.0 | Centrifugal accelerator, abrasives: SiO2 (0.1–0.3 mm), SiC (0.1–0.3 mm), V = 20, 30, 45, 60, 80 m/s, α = 30, 45, 60, 75, 90° | Maximal erosion rate at α = 60–90°, depending on composition | [23] |
|
LPS | dCarbide = 2–6 |
|
|
Centrifugal accelerator, abrasives: SiO2 (0.1–0.3 mm), SiC (0.1–0.3 mm), V = 45 m/s, α = 60° |
|
[25][29] |
|
LPS | - |
|
- | Centrifugal accelerator, abrasive: SiO2 (0.1–0.3 mm), V = 80 m/s, α = 30° |
|
[26] |
|
LPS | dWC ≤ 1.0–2.2 dTiC ~ 2.0 |
87.3–91.3 HRA | 12.5–18.0 | Centrifugal accelerator, abrasive: SiO2 (0.1–0.2 mm), V = 80 m/s, α = 30° | Erosion resistance depends on elastic modulus and proof stress | [27] |
|
LPS | dTiC ~ 3 |
|
|
Centrifugal accelerator, abrasive: SiO2 (0.1–0.3 mm), V = 46 and 80 m/s, α = 30, 45, 60, 75, 90° | Mechanical properties do not enable prognosis of erosion resistance | [28] |
|
LPS | dCarbide = 2–2.7 |
|
- | Centrifugal accelerator, abrasives: SiO2 (0.1–0.3 mm) and/or SiC (0.1–0.3 mm), V = 31, 46, 61, 80 m/s, α = 30, 45, 60, 75, 90° |
|
[30][31][32] |
|
LPS | - | TiC/FeSi 1020–1360 WC/Co 1200 |
- | Centrifugal accelerator, abrasives: Al2O3 (90 µm), glass spheres (650 µm), V = 30 and 80 m/s, α = 67° |
|
[33] |
|
LPS (1250–1300 °C) | dCr3C2 = 3–15 (depending on composition) | 1010–1220 | 10.1–10.4 | Centrifugal accelerator, abrasive: SiO2 (0.1–0.3 mm), V = 31 and 80 m/s, α = 30 and 75° | Mo addition and low residual stresses enhance wear resistance. | |
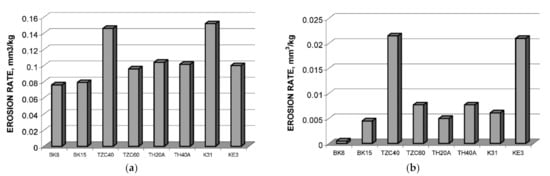
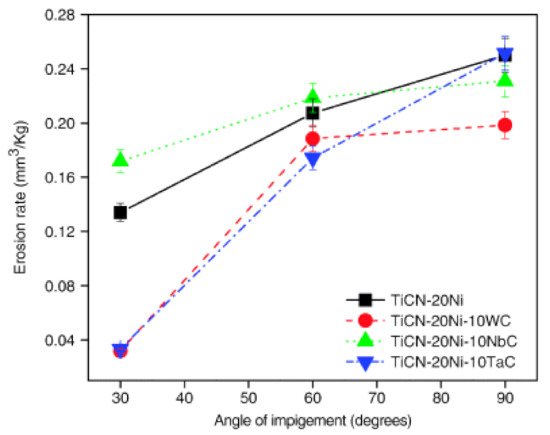


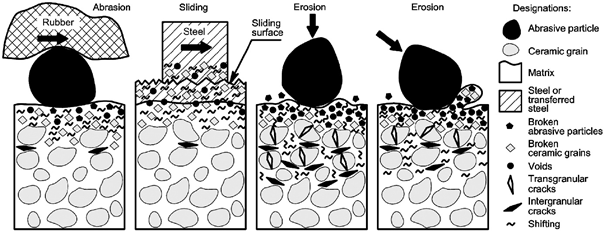
Figure 5. Features of cermet surface transformation under abrasive, sliding and erosive wear.
3. Slurry Erosion
| Composition * | Processing ** | Structure *** | Mechanical Characteristics | Wear Testing Conditions ****** | Key Observations | Ref. | |
|---|---|---|---|---|---|---|---|
| Hardness **** | Toughness ***** | ||||||
| TiC0.7N0.3/15 Ni + Mo2C/WC/TaC/NbC additions |
|
Slurry-pot test, Al2O3 (5 wt%, 150–250 µm) slurry:
|
Mo2C additions dramatically increase erosion resistance | [44][49][56] | |||
| TiC0.7N0.3/10Mo2C 15Ni |
|
|
Binder loss is the primary degradation mode | [45][46][55] | |||
| TiC0.7N0.3/10Mo2C Cr3C2 15Ni (1, 3, 5, 7 Cr3C2) |
|
Slurry-pot test, Al2O3 (5 wt%, 150–250 µm) slurry:
|
Erosion performance is improved by Cr3C2 additions in all environments | [47][51][52][54] | |||
| TiC0.7N0.3/10Mo2C 15Ni/Co (different Ni/Co ratios) | Sinter/HIP (1450 °C, p = 5 MPa) | - | 92.0–92.5 HRA | TRS: 1510–1650 | Slurry pot test, SiO2 (5 wt%, 0.1–0.3 mm) slurry:
|
Erosion resistance improvement with the addition of Co | [48] |
| Ti(C, N)/10Mo2C 15Ni (different TiC/TiN ratios) | LPS (1440 °C) | dTiCN = 0.78–1.44 | 92.2–92.5 HRA | - | Slurry pot test, Al2O3 (5 wt% 150–250 µm) slurry:
|
The best performance of TiC0.9N0.1-based cermets in alkaline and acidic conditions | [50][53] |
|
LPS | - |
|
- | Slurry pot test, SiO2 (5 wt%, 0.3–0.4 mm) slurry:
|
Corrosion proof cermets outperform WC/Co in neutral environment | [57] |
| Cr3C2/10–40 Ni | LPS | dCr3C2 = 2–5 | 900–1490 | 9.5–19.0 | Slurry-jet impingement test, SiO2 (6, 8, 10 wt%, ~0.1 mm) slurry: V = 4 m/s, α = 90°:
|
Erosion performance depends on the interplay of binder fraction and the abrasive concentration | [58][59] |
4. Summary
4.1. Solid-Particle Erosion
4.2. Slurry Erosion
References
- Comprehensive Hard Materials, 1st ed.; Vinod, K.S. (Ed.) Elsevier: Amsterdam, The Netherlands, 2014; Volume 1.
- Hutchings, I.; Shipway, P. Tribology. In Friction and Wear of Engineering Materials, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2017.
- Anand, K.; Conrad, H. Microstructure and scaling effects in the damage of WC-Co alloys by single impacts of hard particles. J. Mater. Sci. 1988, 23, 2931–2942.
- Anand, K.; Conrad, H. Local impact and erosion mechanism in WC-6wt.% Co alloys. Mater. Sci. Eng. A 1988, 105/106, 411–421.
- Beste, U.; Hammerström, L.; Engqvist, H.; Rimlinger, S.; Jakobson, S. Particle erosion of cemented carbides with low Co content. Wear 2001, 250, 809–817.
- Ninham, A.J.; Levy, A.V. The erosion of carbide-metal composites. Wear 1988, 121, 347–361.
- Reshetnyak, H.; Kübarsepp, J. Mechanical properties of hard metals and their erosive wear resistance. Wear 1994, 177, 185–193.
- Klaasen, H.; Kübarsepp, J. Abrasive wear performance of carbide composites. Wear 2006, 261, 520–526.
- Hussainova, I.; Pirso, J.; Antonov, M.; Juhani, K.; Letunovitš, S. Erosion and abrasion of chromium carbide based cermets produced by different methods. Wear 2007, 263, 905–911.
- Kübarsepp, J.; Pirso, J.; Juhani, K. Developments in cermet design, technology and performance. Int. J. Mater. Prod. Technol. 2014, 49, 160–179.
- Antonov, M.; Hussainova, I. Cermets surface transformation under erosive and abrasive wear. Tribol. Int. 2010, 43, 1566–1575.
- Kübarsepp, J.; Klaasen, H.; Pirso, J. Behaviour of TiC-base cermets in different wear conditions. Wear 2001, 249, 229–234.
- Peng, Y.; Miao, H.; Peng, Z. Development of TiCN-based cermets: Mechanical properties and wear mechanism. Int. J. Refract. Met. Hard Mater. 2013, 39, 78–89.
- Bin, L.; Zong-de, L.; Yong, C.; Li-ping, Z. Erosion resistance of TiC/Fe composite at high temperatures. Adv. Mater. Res. 2009, 79–82, 1087–1090.
- Manoj Kumar, B.V.; Basu, B. Erosion wear behavior of TiCN–Ni cermets containing secondary carbides (WC/NbC/TaC). J. Am. Ceram. Soc. 2006, 89, 3827–3831.
- D’Errico, G.E.; Bugliosi, S.; Cuppini, D. Erosion of ceramics and cermets. J. Mater. Process. Technol. 2001, 118, 448–453.
- D’Errico, G.E.; Bugliosi, S.; Cuppini, D.; Guglielmi, E. A study of cermets’ wear behaviour. Wear 1997, 203–204, 242–246.
- Hussainova, I.; Kolesnikova, A.; Hussainov, M.; Romanov, A. Effect of thermo-elastic residual stresses on erosive performance of cermets with core–rim structured ceramic grains. Wear 2009, 267, 177–185.
- Hussainova, I.; Pirso, J.; Antonov, M.; Juhani, K. High temperature erosion of Ti(Mo)C–Ni cermets. Wear 2009, 267, 1894–1899.
- Hussainova, I.; Antonov, M. Assessment of cermets performance in erosive media. Int. J. Mater. Product Technol. 2007, 28, 361–376.
- Antonov, M.; Hussainova, I.; Pirso, J.; Volobueva, O. Assessment of mechanically mixed layer developed during high temperature erosion of cermets. Wear 2007, 263, 878–886.
- Hussainova, I. Microstructural design of ceramic–metal composites for tribological applications. Key Eng. Mater. 2007, 334–335, 125–128.
- Hussainova, I.; Antonov, M.; Volobueva, O. Microstructural aspects of ceramic-metal composites performance in erosive media. Adv. Sci. Technol. 2006, 45, 132–141.
- Hussainova, I. Microstructure and erosive wear in ceramic-based composites. Wear 2005, 258, 357–365.
- Hussainova, I. On micromechanical problems of erosive wear of particle reinforced composites. Proc. Est. Acad. Sci. Eng. 2005, 11, 46–58.
- Kübarsepp, J.; Klaasen, H.; Vainola, V. Performance of hard alloys in abrasive-erosive and sliding wear conditions. Proc. Est. Acad. Sci. Eng. 2004, 10, 308–314.
- Klaasen, H.; Kübarsepp, J. Wear behaviour and mechanical properties of sinterhipped hardmetals. Powder Metall. 2004, 47, 161–167.
- Hussainova, I. Effect of microstructure on the erosive wear of titanium carbide-based cermets. Wear 2003, 255, 121–128.
- Hussainova, I.; Viljus, M. Microstructural effects on wear of nonhomogeneous hardmetal materials. Proc. Est. Acad. Sci. Eng. 2003, 9, 126–136.
- Hussainova, I.; Kübarsepp, J. The Effect of impact angle on the erosion of cermets. In Fundamentals of Tribology and Bridging Cap between the Macro- and Micro/Nanoscales; NATO Science Series; Springer: Dordrecht, Netherland, 2001; Volume 10, pp. 537–542.
- Hussainova, I.; Kübarsepp, J.; Pirso, J. Mechanical properties and features of erosion of cermets. Wear 2001, 250, 818–825.
- Hussainova, I. Some aspects of solid particle erosion of cermets. Tribol. Int. 2001, 34, 89–93.
- Hussainova, I.; Kübarsepp, J.; Shcheglov, L. Investigation of impact of solid particles against hardmetal and cermet targets. Tribol. Int. 1999, 32, 337–344.
- Hussainova, I.; Jasiuk, I.; Sardela, M.; Antonov, M. Micromechanical properties and erosive wear performance of chromium carbide based cermets. Wear 2009, 267, 152–159.
- Alman, D.E.; Tylczak, J.H.; Hawk, J.A.; Schneibel, J.H. An assessment of the erosion of iron-aluminide cermets at room and elevated temperatures. Mater. Sci. Eng. A 2002, 329–331, 602–609.
- Corrosion of Metals; Wear and Erosion. In ASTM Book of Standards; ASTM International: West Conshohocken, PA, USA, 2018; Volume 03.02.
- Franek, F.; Badisch, E.; Kirchgaßner, M. Advanced methods for characterization of abrasion/erosion resistance of wear protection materials. FME Trans. 2009, 37, 61–70.
- Budinski, K.G. Guide to Friction, Wear and Erosion Testing; ASTM International: West Conshohocken, PA, USA, 2007.
- Evans, A.G.; Gulden, M.E.; Rosenblatt, M. Impact damage in brittle materials in elastic-plastic restonse regime. Proc. R. Soc. Lond. 1978, 361, 343–365.
- Ruff, A.W.; Wiederhorn, S.M. Erosion by solid particle impact. In Treatise on Materials Science and Technology; Academic Press: Cambridge, MA, USA, 1979; Volume 16, pp. 1–67.
- Gee, M.G.; Phatak, C.; Darling, R. Determination of wear mechanisms by stepwise erosion and stereological analysis. Wear 2005, 258, 412–425.
- Gee, M.G.; Gant, A.; Roebuck, B. Wear mechanisms in abrasion and erosion of WC/Co and related materials. Wear 2007, 263, 137–148.
- Freinkel, D.M.; Luyckx, S.B. Energy loss mechanisms in the erosion of cemented tungsten carbide. Scr. Met. 1989, 23, 659–664.
- Wan, W.; Xiong, J.; Liang, M. Effects of secondary carbides on the microstructure, mechanical properties and erosive wear of Ti(C,N)-based cermets. Ceram. Int. 2017, 43, 944–952.
- Wan, W.; Xiong, J.; Guo, Z.; Tang, L.; Du, H. Research on the contributions of corrosion, erosion and synergy to the erosion–corrosion degradation of Ti(C,N)–based cermets. Wear 2015, 326–327, 36–43.
- Tang, L.; Xiong, J.; Wan, W.; Guo, Z.; Zhou, W.; Huang, S.; Zhong, H. The effect of fluid viscosity on the erosion wear behavior of Ti(C,N)-based cermets. Ceram. Int. 2015, 41, 3420–3426.
- Wan, W.; Xiong, J.; Guo, Z.; Tang, L.; Du, H. Degradation process of typical Ti(C,N)-Mo2C-Ni cermet in slurry erosion conditions. Tribol. Int. 2014, 74, 138–144.
- Guo, Z.; Xiong, J.; Wan, W.; Dong, G.; Yang, M. Effect of binder content on the erosive wear of Ti(C,N)-based cermet in SiO2 particle-containing simulated seawater. Int. J. Appl. Ceram. Tech. 2014, 11, 1045–1053.
- Tang, L.; Xiong, J.; Guo, Z.; Wan, W.; Huang, S.; Zhong, H.; Zhou, W. Effect of WC/Mo2C ratio on the erosion behavior of Ti(C,N)-based cermets. Int. J. Refract. Met. Hard Mater. 2014, 45, 102–108.
- Liang, M.; Wan, W.; Guo, Z.; Xiong, J.; Dong, G.; Zheng, X.; Chen, Y.; Liu, P. Erosion–corrosion behavior of Ti(C,N)-based cermets with different TiN contents. Int. J. Refract. Met. Hard Mater. 2014, 43, 322–328.
- Wan, W.; Xiong, J.; Guo, Z.; Du, H.; Tang, L. Erosive wear behavior of Ti(C,N)-based cermets containing different Cr3C2 addition in slurry conditions. Int. J. Refract. Met. Hard Mater. 2014, 45, 86–94.
- Wan, W.; Xiong, J.; Guo, Z.; Dong, G.; Yi, C. Effects of Cr3C2 addition on the erosion–corrosion behavior of Ti(C,N)-based cermets. Ceram. Int. 2013, 39, 6019–6028.
- Liang, M.; Xiong, J.; Guo, Z.; Wan, W.; Dong, G. The influence of TiN content on erosion–corrosion behavior of Ti(C,N)-based cermets. Int. J. Refract. Met. Hard Mater. 2013, 41, 210–215.
- Wan, W.; Xiong, J.; Guo, Z.; Dong, G.; Yi, C. Effects of Cr3C2 addition on the erosion–corrosion resistance of Ti(C,N)-based cermets in alkaline conditions. Tribol. Int. 2013, 64, 178–186.
- Xiong, J.; Guo, Z.; Yang, M.; Dong, G.; Wan, W. Erosion behavior of Ti(C,N)-based cermet in solid–liquid two phase flow. Int. J. Refract. Met. Hard Mater. 2013, 41, 224–228.
- Dong, G.; Yang, M.; Guo, Z.; Wan, W. Effect of Mo2C on erosion-corrosion resistance behavior of Ti(C,N)-based cermets. Wear 2012, 294–295, 364–369.
- Kübarsepp, J.; Kallast, V. Stainless hardmetals and their electrochemical corrosion resistance. Werkst. Korros. 1994, 45, 452–458.
- Antonov, M.; Stack, M.; Hussainova, I. Erosion-corrosion of Cr3C2-Ni cermets in salt water. Proc. Est. Acad. Sci. Eng. 2006, 12, 176–187.
- Stack, M.M.; Antonov, M.; Hussainova, I. Some views on the erosion–corrosion response of bulk chromium carbide based cermets. J. Phys. D Appl. Phys. 2006, 39, 3165–3174.
- Zu, J.B.; Hutchings, I.M.; Burstein, G.T. Design of a slurry erosion test rig. Wear 1990, 140, 331–344.