Your browser does not fully support modern features. Please upgrade for a smoother experience.
Please note this is an old version of this entry, which may differ significantly from the current revision.
Subjects:
Others
Due to the large amount of old hardened cement mortar attached to the surface of aggregate and the internal micro-cracks formed by the crushing process, the water absorption, apparent density, and crushing index of recycled coarse aggregate are still far behind those of natural coarse aggregate. The results showed that the physical strengthening technique can remove old hardened mortar and micro powder attached to the surface of recycled coarse aggregate by mechanical action, which can effectively improve the quality of recycled coarse aggregate.
- recycled coarse aggregate
- attached mortar
- calcination temperature
- grinding time
- microhardness
1. Introduction
Construction waste treatment and recycling is an important part of the circular economy, and its significance is beyond doubt. Recycled coarse aggregate prepared by crushing and screening construction waste and applied to recycled concrete [1] can consume a large amount of accumulated construction waste, which is conducive to the promotion of a sustainable development strategy. Compared to the natural aggregate, the surface of the recycled coarse aggregate prepared from waste concrete is attached with a large number of hardened cement stones with low strength, high water absorption, and weak combination with aggregate [2], resulting in the existence of multiple interface structures in recycled concrete, resulting in significant deterioration of the mechanical properties and durability of recycled coarse aggregate concrete [3][4]. In order to improve recycled coarse aggregate, researchers worldwide have carried out a large number of experiments on the modification [5][6][7][8] and ratio [9][10] of recycled coarse aggregate, which can be summarized as physical technology, chemical technology, carbonization technology, and nanotechnology.
(1) Physical technology [11][12][13][14] is the basic idea of removing the waste cement paste attached to the recycled coarse aggregate by kneading, heating, particle forming, micro-heating, ultrasonic cleaning, and other processes. (2) Chemical technique [15][16][17][18][19][20] consists of immersing the recycled coarse aggregate in different kinds of chemical grouting and can be mixed with additive gold powder, silica powder, fly ash, and any other fine ore powder or slag. (3) Carbonization technology [21][22][23][24][25] is when newly collected aggregates are put into the atmosphere with high CO2 concentration, CaCO3 is formed by the reaction of the cement slurry with CO2, and CaCO3 is deposited in the pores or cracks to improve the performance of recycled coarse aggregate or strengthen recycled coarse aggregate by microbial induced mineralization deposition of calcium carbonate [26]. (4) Nanotechnology [27][28][29] is the use of nano-materials to promote hydration, reactions with cement-based materials, filling pores, and controlling the crystallization process. Compared with other methods, the physical strengthening method is more economical and practical, and more conducive to the promotion and applications of industrialization.
There is a great difference in the thermal expansion coefficient between the aggregate and mortar [30]. Attached mortar and coarse aggregate will produce thermal strain due to temperature change. At the same time as thermal strain, there is thermal stress between the aggregate and slurry, and the old interface of the recycled coarse aggregate surface will be damaged due to the development of thermal stress. With the increase in temperature, the damage will gradually accumulate between the old interface and produce obvious microcracks, which will significantly reduce the bonding force of the old interface. At the same time, the C–S–H gel will also produce large shrinkage after high temperature dehydration [31][32].
2. Calcining-Grinding Principle
High temperature calcination produces the difference in linear expansion between the aggregate and attached mortar. The large stress difference caused by thermal expansion makes the thermal compatibility of the granite in the recycled coarse aggregate and the old mortar worse, which results in greater damage in the interface transition zone, and the overall structural performance of recycled coarse aggregate is destroyed.
The old interface in the recycled coarse aggregate will produce tiny cracks after calcination at high temperature. The separation efficiency of waste hardened mortar can be improved by using these cracks and loose interfacial transition zone. The heated aggregate was put into the planetary ball mill for ball grinding, and the waste hardened mortar was stripped from the surface of the recycled coarse aggregate through the collision and grinding between materials and materials, and between ball grinding beads and materials. While removing the waste mortar, it also reduces the prominent edges and corners on the surface of the recycled coarse aggregate, so that the aggregate particles tend to be smooth to achieve the effect of ball grinding on the recycled aggregate.
Due to the irregular shape of the recycled coarse aggregate (as shown in Figure 1), many parts of the aggregate (as shown in Figure 2b) cannot touch the grinding beads, and the grinding effect cannot be achieved when using the ball mill beads with a larger particle size. Only the waste mortar (as shown in Figure 2c) wrapped on the protruding part of the original natural aggregate surface can be ground. Therefore, the continuous particle size ball milling beads were used for grinding to completely remove the waste mortar on any part of the original natural aggregate surface, and the accurate-attached content of recycled coarse aggregate can be obtained.

Figure 1. Appearance of the recycled coarse aggregate and attached mortar.
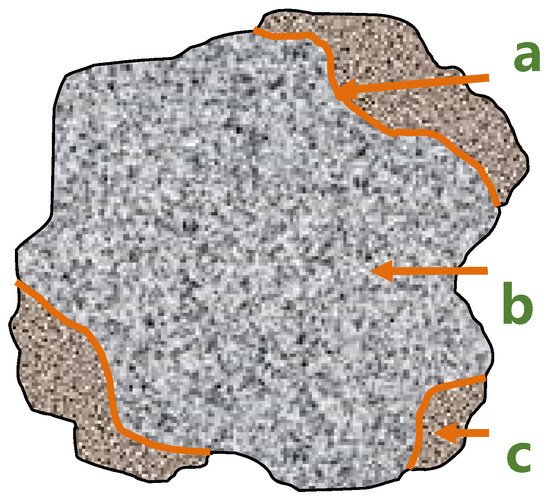
Figure 2. Appearance diagram of the recycled coarse aggregate: (a) The old interface; (b) Original natural aggregate; (c) Waste mortar.
3. Interfacial Structure of Recycled Coarse Aggregate
It can be seen from Figure 3 that the old interface between the original aggregate and the attached mortar was relatively clear. Figure 3a shows that the structure of the original aggregate was uniform and compact, without micro cracks, while the attached mortar had a large number of irregular microcracks and holes. The microstructure was relatively loose. There was a large number of irregular micro-cracks in the mortar attached to the surface of the recycled coarse aggregates, which were generated from the interface transition zone and extended to the direction of the mortar matrix. These microcracks are the weak link of recycled coarse aggregate concrete. The attached mortar on the surface of the coarse aggregate was removed and Figure 3b shows that there was a big difference between the microcracks L1 and L2. There were more hydration products inside L1, and there were more fine cracks around and extending to the surroundings. It can be judged that this kind of crack is caused by the original concrete itself and has nothing to do with the crushing of the waste concrete. However, there was no hydration product filling in the L2, and the crack form was single, indicating that this kind of crack was relatively dense in hydration, but there was a lot of surface. The holes were prone to cracks at the edges and extended to the outside. Nucleus crystals formed inside the holes, mainly in the form of floc-like crystals. The image was caused by mechanical damage. Figure 3c shows that due to the long hydration age of the mortar matrix, there were obvious cracks at the old interface, and the hydration products were abundant and the structure was relatively loose at the cracks. The hydration products were mainly flocculent. Enrichment of clumpy C–S–H gel and flake Ca(OH)2 led to large crystal particles [33] and high porosity at the interface junction, which was also the main weak link of recycled concrete.
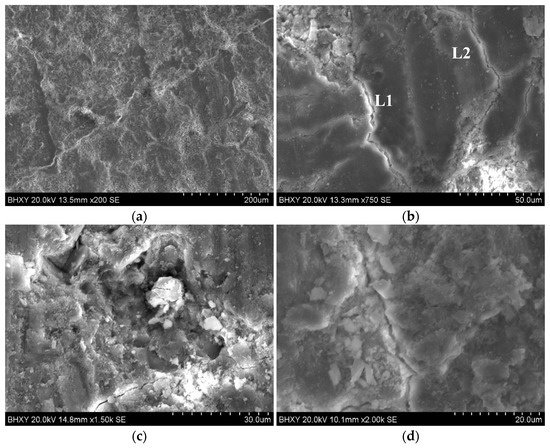
Figure 7. The SEM images of the transition zone of the old interface of recycled coarse aggregate: (a) 200 times; (b) 750 times; (c) 1500 times; (d) 2000 times.
4. Quantitative Analysis of Attached Mortar
Due to the different calcination temperature, the grinding time of the attached mortar on the surface of the recycled coarse aggregate was different. After the calcination temperature exceeded 400 °C, the damage to the old aggregate in the recycled coarse aggregate was more serious. Therefore, in order to research the content of the attached mortar on the surface of the aggregate, the temperature was controlled in the range of 100–400 °C, and by adjusting the grinding time, testing, and analyzing the content of the attached mortar, the calcination temperature and grinding time can eventually be determined.
It can be seen from Figure 4 that when the calcination temperature of class I recycled coarse aggregate was below 200 °C, the removal rate of waste mortar was relatively small, and when the calcination temperature reached 300 and 400 °C, the removal of the attached mortar became more obvious. After 20 min of grinding time, the removal rate of the two was roughly equal and tended to be stable, and the contents of the attached mortar were 7.5% and 7.9%, respectively. The class II and III recycled coarse aggregates changed significantly with the calcination temperature. The removing rates after calcination at 400 °C and grinding for 20 min were 22.8% and 39.7%, respectively. Therefore, the calcination-grinding method was used to remove the attached mortar on the surface of the recycled aggregates, the calcination temperature of class I, class II, and class III recycled coarse aggregates should be controlled below 400 °C, and the optimum grinding time was 20 min.
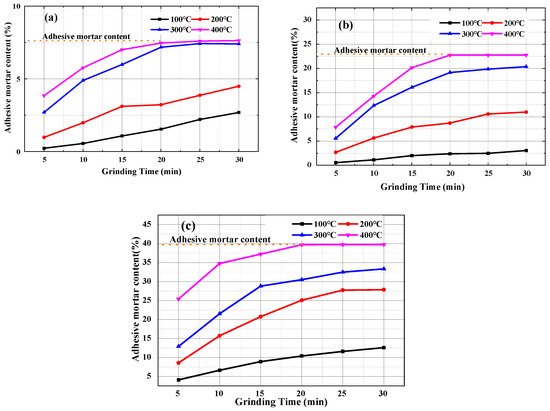
Figure 4. Contents of mortar attached to different quality recycled coarse aggregates. (a) Class I recycled coarse aggregate; (b) Class II recycled coarse aggregate; (c) Class III recycled coarse aggregate.
5. Conclusions
- The physical strengthening method can effectively reduce the content of attached mortar to the surface of the recycled coarse aggregate, improving the performance of recycled aggregate. Through the secondary physical strengthening process, the water absorption rate of recycled coarse aggregate was reduced to 2.2% from 7.3%, the needle flake content was only 1.2%, and the crushing index was only 3.1% higher than that of the natural coarse aggregate, which fully meets the standard of the class I recycled aggregate.
- The calcining-grinding method can effectively separate the recycled aggregate and attached old cement mortar. The calcination temperature below 100 °C had no great influence on the aggregate. When the temperature was 400 °C, the microhardness decreased to 245 MPa, and the hardness loss rate was 14.6%. The hardness of the aggregate had been damaged. Combined with the quality change of different-class recycled coarse aggregate and the microhardness loss of the aggregate under high temperature, the appropriate calcination temperature for the class I, II, and III recycled coarse aggregate was determined as 400 °C and the optimum grinding time was 20 min.
- The measured attached mortar contents of classs I, II, and III recycled coarse aggregates were 7.9%, 22.8%, and 39.7%, respectively, by calcining-grinding technology. Meanwhile, the water absorption, apparent density, and crush index had a good linear relationship, and the established linear relationship could accurate measure the content of the RCA adhesive mortar on the surface, which can directly reflect the internal defects of RCA.
This entry is adapted from the peer-reviewed paper 10.3390/ma15010257
References
- Ming, M.Z.; Qin, T.; Yi, Y.D.; Zhong, B.G. Durability Studies on the Recycled Aggregate Concrete in China over the Past Dec-ade: A Review. Adv. Civ. Eng. 2019, 2019, 4073130.
- Seo, D.; Choi, H. Effects of the old cement mortar attached to the recycled aggregate surface on the bond characteristics between aggregate and cement mortar. Constr. Build. Mater. 2014, 59, 72–77.
- Sánchez, M.J.; Alaejos, P.G. Study on the influence of attached mortar content on the properties of recycled concrete aggregate. Constr. Build. Mater. 2009, 23, 872–877.
- Hua, D.Z.; Chi, S.P. Properties of recycled aggregate concrete made with recycled aggregates with different amounts of old adhered mortars. Mater. Des. 2014, 58, 19–29.
- Hui, Z.Z.; De, W.S.; Chao, L.L.; Chen, G.C. Evaluation of pre-coated recycled aggregate for concrete and mortar. Constr. Build. Mater. 2013, 43, 191–196.
- Gokce, A.; Nagataki, S.; Saeki, T.; Hisada, M. Freezing and thawing resistance of air-entrained concrete incorporatingrecycled coarse aggregate: The role of air content in demolished concrete. Cem. Concr. Res. 2004, 34, 799–806.
- Huang, K.; Ding, T.; Xiao, J.; Singh, A. Modification on Recycled Aggregates and its Influence on Recycled Concrete. IOP Conf. Ser. Earth Environ. Sci. 2019, 323, 012136.
- Braymand, S.; Roux, S.; Fares, H.; De’odonne, K.; Feugeas, F. Separation and Quantification of Attached Mortar in Recycled Concrete Aggregates. Waste Biomass. Valor. 2017, 8, 1393–1407.
- Fathifazl, G.; Abbas, A.; Razaqpur, A.G.; Isgor, O.B.; Fournier, B.; Foo, S. New Mixture Proportioning Method for Concrete Made with Coarse Recycled Concrete Aggregate. J. Mater. Civ. Eng. 2009, 21, 601–611.
- Wai, H.K.; Mahyuddin, R.; Kenn, J.K.; Mohd, Z.S. Influence of the amount of recycled coarse aggregate in concrete design and durability properties. Constr. Build. Mater. 2012, 26, 565–573.
- Süleyman, G.H.; Osman, Ş. The effects of waste concrete properties on recycled aggregate concrete properties. Mag. Concr. Res. 2013, 65, 844–854.
- Amnon, K. Treatments for the Improvement of Recycled Aggregate. Mater. Civ. Eng. 2004, 16, 597–603.
- Feng, S.Y.; Qiang, Z.E. Summary of research on pretreatment methods of recycled Aggregate. E3S Web. Conf. 2021, 293, 01025.
- Nagataki, S.; Gokce, A.; Saeki, T.; Hisada, M. Assessment of recycling process induced damage sensitivity of recycled concrete aggregates. Cem. Concr. Res. 2004, 34, 965–971.
- Revathi, P.; Ramesh, R.A.; Lavanya, K. Influence of Treatment Methods on the Strength and Performance Characteristics of Recycled Aggregate Concrete. Mater. Civ. Eng. 2015, 27, 212–221.
- Ping, L.; Mei, Z.D.; Di, W.; Ping, X.J.; Jing, L. Effect of Chemical Enhancing-Technology on the Properties of Recycled Aggregate. Adv. Civ. Eng. 2020, 2020, 8875348.
- Heesup, C.; Hyeonggil, C.; Myungkwan, L.; Masumi, I.; Ryoma, K.; Takafumi, N. Evaluation on the Mechanical Performance of Low-Quality Recycled Aggregate Through Interface Enhancement Between Cement Matrix and Coarse Aggregate by Sur-face Modification Technology. Cem. Concr. Res. 2016, 10, 87–97.
- Hua, D.Z.; Amardeep, S.; Huang, X.Z.; Dan, H.S. Combined use of recycled powder and recycled coarse aggregate derived from construction and demolition waste in self-compacting concrete. Constr. Build. Mater. 2020, 254, 119323.
- Ba, A.; Laq, B.; Shas, B.; Sur, B.; Ih, C.; Mi, D. A step towards durable, ductile and sustainable concrete: Simultaneous incorpo-ration of recycled aggregates, glass fiber and fly ash—Science direct. Constr. Build. Mater. 2020, 251, 118980.
- Qureshi, L.A.; Ali, B.; Ali, A. Combined effects of supplementary cementitious materials (silica fume, GGBS, fly ash and rice husk ash) and steel fiber on the hardened properties of recycled aggregate concrete. Constr. Build. Mater. 2020, 263, 120636.
- Yu, K.D.; Ting, L.; Jun, Z.J.; Chang, M.C.; Jun, J.; Jing, J. Effect and mechanism of surface-coating pozzalanics materials around aggregate on properties and ITZ microstructure of recycled aggregate concrete. Constr. Build. Mater. 2010, 24, 701–708.
- Vivian, W.Y.; Anthony, B.; Khoa, N.L.; Wengui, L. Utilising CO2 technologies for recycled aggregate concrete: A critical review. Constr. Build. Mater. 2020, 250, 118903.
- Dong, J.; Wang, Q.; Guan, Z. Structural behaviour of recycled aggregate concrete filled steel tube columns strengthened by CFRP. Eng. Struct. 2013, 48, 532–542.
- Wang, J.; Zhang, J.; Cao, D.; Dang, H.; Ding, B. Comparison of recycled aggregate treatment methods on the performance for recycled concrete. Constr. Build. Mater. 2020, 234, 117366.
- Masood, B.; Elahi, A.; Barbhuiya, S.; Ali, B. Mechanical and durability performance of recycled aggregate concrete incorporating low calcium bentonite. Constr. Build. Mater. 2020, 237, 117760.
- Feng, C.; Cui, B.; Ge, H.; Huang, Y.; Zhang, W.; Zhu, J. Reinforcement of Recycled Aggregate by Microbial-Induced Mineralization and Deposition of Calcium Carbonate—Influencing Factors, Mechanism and Effect of Reinforcement. Crystals 2021, 11, 887.
- Luo, Z.; Li, W.; Tam, V.W.; Xiao, J.; Shah, S.P. Current progress on nanotechnology application in recycled aggregate concrete. J. Sustain. Cem.-Based Mater. 2018, 23, 79–96.
- Meng, T.; Zhang, J.; Wei, H.; Shen, J. Effect of nano-strengthening on the properties and microstructure of recycled concrete. Nanotechnol. Rev. 2020, 9, 79–92.
- Ruitan, M.; Tao, M.; Miaozhou, H.; Qinglei, X. Research on composite strengthening nano-technique of recycled aggregate. Appl. Mech. Mater. 2013, 357, 1189–1193.
- Peng, G.F.; Yang, J.; Wang, J.Y. Influence of Recycled Aggregate Defects on the Durability of Recycled Aggregate Concrete. Key Eng. Mater. 2015, 630, 173–182.
- Long, C.Z.; Long, C. Effect of Recycled Coarse Aggregate Mortar Adhesion Rate on the Strength and Drying Shrinkage Properties of Concrete. Bull. Am. Ceram. Soc. 2015, 34, 2367–2371.
- Sheng, S.D.; Zeying, L.; Kaiwei, L.; Aiguo, W.; Wei, H.; Gaozhan, Z. Influence of Shapes and Defects in Recycled Aggregate on Drying Shrinkage and Mechanical Properties of Recycled Aggregate Concrete. Mater. Rev. 2021, 35, 11027–11033.
- Kou, S.-C.; Poon, C.S. Properties of concrete prepared with PVA-impregnated recycled concrete aggregates. Cem. Concr. Compos. 2010, 32, 649–654.
This entry is offline, you can click here to edit this entry!