When thermoplastic resins such as polyethylene (PE) and polypropylene (PP) are selected as wood adhesives to bond wood by using the hot-pressing technique, the formaldehyde emission issue that has long existed in the wood-based panel industry can be effectively solved. Thermoplastic bonded wood-based panels presented relatively higher mechanical properties, better water resistance and machinability than the conventional urea-formaldehyde resin bonded wood-based panels. Compared with the wood-plastic composites manufactured by extruding or injection-molding methods, thermoplastic bonded wood-based panels have the advantages of larger size, wider raw material range and higher production efficiency.
1. Raw Materials
Under certain pressure, melted thermoplastics have the merit of unique adhesion performance when combined with wood or other plant components. Both virgin and recycled thermoplastics can be used for compounding with wood, but the melting temperature of the selected thermoplastics must be lower than the degradation temperature of wood (200 °C). Thermoplastic resins that have been studied included polypropylene (PP), polyethylene (PE), polyvinyl chloride (PVC), polystyrene (PS) [
35] and poly-β-hydroxybutyrate (PHB) [
36]. Thermoplastics are solvent-free and have various forms, such as granules, powders, sheets, films, wires and blocks. Various forms of wood, such as wood veneer, wood particle and wood fiber, can be directly bonded with thermoplastics. In most of the existing studies, thermoplastic films were preferentially selected to bond wood veneers to prepare wood–plastic plywood [
29,
33,
34,
35]. When bonding wood particles, both thermoplastic films and thermoplastic powders have been popular choices [
27,
31,
32].
2. Processing Technology of Wood–Plastic Plywood
Similar to the processing methods of commercially available medium-density fiberboard (MDF), particleboard or plywood, thermoplastic-bonded wood-based panels can be manufactured by the traditional hot-pressing technique [
24]. There is no gluing stage in the whole production process, but the panel must be cold-pressed immediately after it is taken out of the hot press [
35,
36,
37,
38].
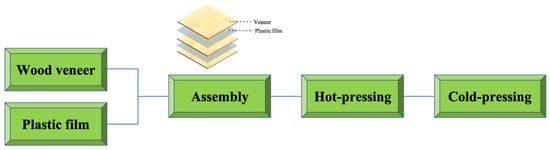
The manufacturing process of wood–plastic plywood is relatively simple, as shown in
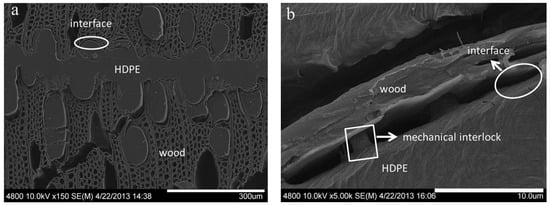
Figure 1. The setup requires only plastic films between every two wood veneers, and the material is then fabricated using combined hot pressing and cold pressing. During the preparation of wood–plastic plywood, the thermoplastic film is heated and melted into the porous structure of the wood veneer, and then cooled and solidified to form the “glue nail” microstructure interface phase (
Figure 2). In the heating stage, thermoplastics experience a transition from liquid to solid, playing the role of wood adhesive. Both the hot-pressing conditions and wood surface properties affect the bonding strength. Due to the characteristics of the thermoplastic film, shrinkage inevitably occurs during the formation of the wood–plastic interface. The shrinkage residual stress must be compensated in the cold-pressing stage; otherwise, the interfacial debonding failure of composites can easily occur under an external load [
39,
40].
Figure 1. The scheme of wood–plastic plywood fabrication.
Figure 2. Derived from Ref [
26]. Bonding interface between HDPE film and wood veneer: (
a) magnification ×150; (
b) magnification ×5000.
3. Processing Technology of Wood–Plastic Particleboard
The combination of wood flour and thermoplastics by extrusion or injection methods has become a standard practice. In wood–plastic composites (WPCs) manufactured by these two technologies, thermoplastics serve as a continuous phase, while wood flour is a dispersed phase to provide strength and stiffness [
41]. WPCs can be made into solid products with various shapes, sizes and colors, and their products have been widely used in industry [
42]. However, the use of the extrusion process is quite limited for large-sized particles due to its high machinery costs [
43], and multi-dimensional products can only be prepared by injection molding [
44,
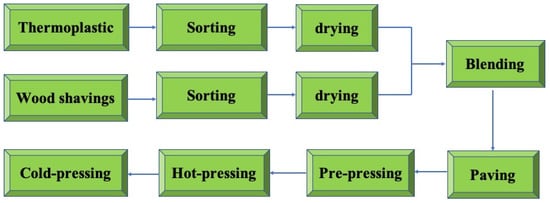
45]. To overcome these problems, the concept of bonding wood particles with the use of thermoplastics by the hot-pressing technique has been developed (as shown in
Figure 3) [
46,
47,
48,
49,
50]. Panels prepared by this method are called wood–plastic particleboard. On the one hand, it has the advantages of higher productivity and a lower pressing pressure requirement. The proportion of wood components can reach up to 80% by volume using this process, and the natural wood structure can be maintained. On the other hand, this method can obtain large-sized boards with a length of 2440 mm, a width of 1220 mm and a thickness of 3 to 40 mm [
51].
Figure 3. The scheme of wood–plastic particleboard fabrication.
For wood–plastic particleboard, the matrix can be ordinary wood shavings or other shavings prepared from agricultural residues such as bamboo, straw or cotton stalk [
52]. Due to the wide range of raw materials, obtaining a very uniform blend of shavings and thermoplastic mixture has become one of the key points in the manufacturing technology of wood–plastic particleboard [
53,
54]. It is very important to find the proper moisture content, particle size and particle shape of the raw materials. A general rule for mixing is that large pieces of wood shavings should be matched with large pieces of thermoplastic, and small pieces of shavings matched with small pieces of thermoplastic. Increasing the fiber aspect ratio can produce a larger contact area between the fiber and plastic matrix, which is able to improve the composites’ performance [
55,
56]. Qi [
31,
57] prepared cotton stalk–HDPE-oriented composites. It was found that the mechanical properties of composites prepared with long cotton stalk bundles were 2 to 3 times higher than those prepared with short or granular cotton stalk bundles. In the meantime, it is also necessary to focus on the processing cost when recycled plastic is utilized. For commonly used recycled plastics, such as PE and PP, directly sorting, cleaning and pulverizing before use is an ideal method.
Since no adhesive with initial tack is added in the manufacturing process of wood–plastic particleboard, and wood particles and thermoplastics are only physically mixed, their combinations are very scattered. Therefore, ensuring that the is mixture formed into a uniform mat and effectively transported during the assembly process has become another challenge for wood–plastic particleboard manufacturing [
58]. Li et al. [
59] prepared wood-fiber-reinforced PP composites by flat hot-pressing and compression molding. Results showed that when the wood fiber content reached 80%, the composites displayed a good flexural modulus and impact strength for both of the methods. Compared with the flat hot-pressing method, composites produced by the compression molding method had higher density and a better flexural modulus. Meanwhile, the composites manufactured by the flat hot-pressing method showed better surface wettability and impact strength. It is also worth noting that efficient bonding of the wood–thermoplastic system can be achieved only when the thermoplastic binder is sufficiently plasticized to be easily extruded into the pores of the wood shavings. Therefore, a low-pressure preheating step is necessary for the production of wood–plastic particleboard [
60]. In order to utilize agricultural and forestry wastes, He et al. [
52] prepared PP wood–plastic composites filled with rice straw powder, rice husk powder, wood powder and bamboo powder, as well as their mixture, using mixed compression molding and layer compression molding, respectively. For the mixed compression molding method, PP was first blended with the powders and then molded. For the layered compression molding, the powders were directly layered on the PP film. The results showed that the mechanical properties, water absorption and moisture absorption performance of the PP composites prepared by mixed compression molding were better than those of layered molding PP composites. The filler can be well-distributed in the melted PP matrix when using the mixed compression molding. By contrast, the wood-based panels prepared by the layered compression molding have a poor interface between the thermoplastic and the fillers.
This entry is adapted from the peer-reviewed paper 10.3390/polym14010098