Carbon fibre reinforced polymer composites have high mechanical properties that make them exemplary engineered materials to carry loads and stresses. Coupling fibre and matrix together require good understanding of not only fibre morphology but also matrix rheology. One way of having a strongly coupled fibre and matrix interface is to size the reinforcing fibres by means of micro- or nanocarbon materials coating on the fibre surface. Common coating materials used are carbon nanotubes and nanofibres and graphene, and more recently carbon black (colloidal particles of virtually pure elemental carbon) and graphite. There are several chemical, thermal, and electrochemical processes that are used for coating the carbonous materials onto a carbon fibre surface. Sizing of fibres provides higher interfacial adhesion between fibre and matrix and allows better fibre wetting by the surrounded matrix material.
- polymer composites
- carbon fibre
- carbon nanotube coating
- graphene coating
1. Introduction
2. Types of Coating
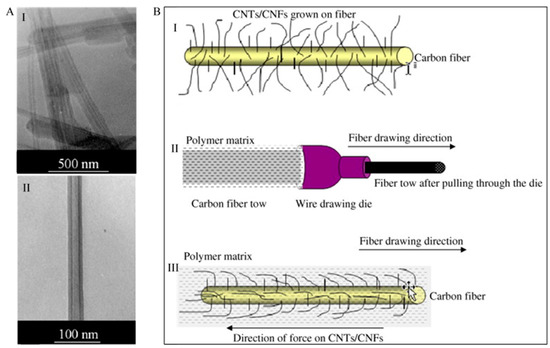
2.1. Carbon Nanotubes and Nanofibres
2.2. Graphene
2.3. Carbon Black
2.4. Graphite
This entry is adapted from the peer-reviewed paper 10.3390/polym13162771
References
- Mirabedini, A.; Ang, A.; Nikzad, M.; Fox, B.; Lau, K.T.; Hameed, N. Evolving strategies for producing multiscale graphene-enhanced fiber-reinforced polymer composites for smart structural applications. Adv. Sci. 2020, 7, 1903501.
- Njuguna, J. Structural Nanocomposites: Perspectives for Future Applications; Springer Science and Business Media: New York, NY, USA, 2013.
- Rajak, D.K.; Pagar, D.D.; Menezes, P.L.; Linul, E. Fiber-Reinforced Polymer Composites: Manufacturing, Properties, and Applications. Polymers 2019, 11, 1667.
- Soutis, C. Carbon fiber reinforced plastics in aircraft construction. Mater. Sci. Eng. A 2005, 412, 171–176.
- Lewis, S. The use of carbon fibre composites on military aircraft. Compos. Manuf. 1994, 5, 95–103.
- Tong, Y. Application of new materials in sports equipment. In Proceedings of the 2nd International Conference on Frontiers of Materials Synthesis and Processing, Sanya, China, 10–11 November 2018; Volume 493, p. 012112.
- Friedrich, K.M.; Almajid, A.A. Manufacturing Aspects of Advanced Polymer Composites for Automotive Applications. Appl. Compos. Mater. 2012, 20, 107–128.
- Liu, L.; Jia, C.; He, J.; Zhao, F.; Fan, D.; Xing, L.; Wang, M.; Wang, F.; Jiang, Z.; Huang, Y. Interfacial characterization, control and modification of carbon fiber reinforced polymer composites. Compos. Sci. Technol. 2015, 121, 56–72.
- Drechsler, K.; Heine, M.; Medina, L.; Mitschang, P. Carbon Fiber Reinforced Polymers in Industrial Carbon and Graphite Materials, Volume I: Raw Materials, Production and Applications; Wiley-VCH: Weinheim, Germany, 2021.
- Ma, Q.; Gu, Y.; Li, M.; Wang, S.; Zhang, Z. Effects of surface treating methods of high-strength carbon fibers on interfacial properties of epoxy resin matrix composite. Appl. Surf. Sci. 2016, 379, 199–205.
- Keyte, J.; Pancholi, K.; Njuguna, J. Recent Developments in Graphene Oxide/Epoxy Carbon Fiber-Reinforced Composites. Front. Mater. 2019, 6, 224.
- Scientific and Technical Aerospace Reports: Scientific and Technical Information Office, National Aeronautics and Space Administration. 1992. Available online: https://books.google.com.au/books?id=CLvZrzOmFFQC&printsec=frontcover&source=gbs_ge_summary_r&cad=0#v=onepage&q&f=false (accessed on 1 June 2021).
- Baley, C.; Gomina, M.; Breard, J.; Bourmaud, A.; Drapier, S.; Ferreira, M.; Le Duigou, A.; Liotier, P.J.; Ouagne, P.; Soulat, D.; et al. Specific features of flax fibres used to manufacture composite materials. Int. J. Mater. Form. 2018, 12, 1023–1052.
- Lei, Z.; Li, X.; Qin, F.; Qiu, W. Interfacial Micromechanics in Fibrous Composites: Design, Evaluation, and Models. Sci. World J. 2014, 2014, 1–9.
- Wang, B.; Gao, Y. Matrix formulation and interfacial enhancement of an aeronautical carbon fabric/epoxy composites fabricated via resin transfer molding (RTM) technique. J. Adhes. Sci. Technol. 2015, 30, 75–88.
- Zhandarov, S.; Mäder, E. Characterization of fiber/matrix interface strength: Applicability of different tests, approaches and parameters. Compos. Sci. Technol. 2005, 65, 149–160.
- Budiman, B.A.; Takahashi, K.; Inaba, K.; Kishimoto, K. Evaluation of interfacial strength between fiber and matrix based on cohesive zone modeling. Compos. Part A Appl. Sci. Manufactur. 2016, 90, 211–217.
- Li, Q.; Woodhead, A.L.; Church, J.S.; Naebe, M. On the detection of carbon fibre storage contamination and its effect on the fibre–matrix interface. Sci. Rep. 2018, 8, 16446.
- Petersen, R.C.; Lemons, J.E.; McCracken, M.S. Stress-transfer micromechanics for fiber length with a photocure vinyl ester composite. Polym. Compos. 2006, 27, 153–169.
- Zhang, Z.Q.; Ward, D.K.; Xue, Y.; Zhang, H.W.; Horstemeyer, M.F. Interfacial Characteristics of Carbon Nanotube-Polyethylene Composites Using Molecular Dynamics Simulations. ISRN Mater. Sci. 2011, 2011, 1–10.
- Mengjin, W.; Lixia, J.; Suling, L.; Zhigang, Q.; Sainan, W.; Ruosi, Y. Interfacial performance of high-performance fiber-reinforced composites improved by cold plasma treatment: A review. Surf. Interfaces 2021, 24, 101077.
- Dong, J.; Jia, C.; Wang, M.; Fang, X.; Wei, H.; Xie, H.; Zhang, T.; He, J.; Jiang, Z.; Huang, Y. Improved mechanical properties of carbon fiber-reinforced epoxy composites by growing carbon black on carbon fiber surface. Compos. Sci. Technol. 2017, 149, 75–80.
- Lee, S.; Ko, K.; Youk, J.; Lim, D.; Jeong, W. Preparation and Properties of Carbon Fiber/Carbon Nanotube Wet-Laid Composites. Polymers 2019, 11, 1597.
- Paiva, M.; Bernardo, C.; Nardin, M. Mechanical, surface and interfacial characterisation of pitch and PAN-based carbon fibres. Carbon 2000, 38, 1323–1337.
- Dvir, H.; Jopp, J.; Gottlieb, M. Estimation of polymer–surface interfacial interaction strength by a contact AFM technique. J. Colloid Interface Sci. 2006, 304, 58–66.
- Jones, C. The chemistry of carbon fibre surfaces and its effect on interfacial phenomena in fibre/epoxy composites. Compos. Sci. Technol. 1991, 42, 275–298.
- Kim, J.-K.; Mai, Y.-W. High strength, high fracture toughness fibre composites with interface control—A review. Compos. Sci. Technol. 1991, 41, 333–378.
- Park, S.-J.; Kim, B.-J. Roles of acidic functional groups of carbon fiber surfaces in enhancing interfacial adhesion behavior. Mater. Sci. Eng. A 2005, 408, 269–273.
- Pukánszky, B. Interfaces and interphases in multicomponent materials: Past, present, future. Eur. Polym. J. 2005, 41, 645–662.
- Sharma, M.; Gao, S.; Mäder, E.; Sharma, H.; Wei, L.Y.; Bijwe, J. Carbon fiber surfaces and composite interphases. Compos. Sci. Technol. 2014, 102, 35–50.
- Chou, T.-W.; Gao, L.; Thostenson, E.T.; Zhang, Z.; Byun, J.-H. An assessment of the science and technology of carbon nanotube-based fibers and composites. Compos. Sci. Technol. 2010, 70, 1–19.
- Hu, C.; Liao, X.; Qin, Q.-H.; Wang, G. The fabrication and characterization of high density polyethylene composites reinforced by carbon nanotube coated carbon fibers. Compos. Part A Appl. Sci. Manuf. 2019, 121, 149–156.
- Kumar, M.; Kumar, P.; Bhadauria, S.S. Interlaminar fracture toughness and fatigue fracture of continuous fiber-reinforced polymer composites with carbon-based nanoreinforcements: A review. Polym. Technol. Mater. 2020, 59, 1041–1076.
- Wang, Z.; Huang, X.; Xian, G.; Li, H. Effects of surface treatment of carbon fiber: Tensile property, surface characteristics, and bonding to epoxy. Polym. Compos. 2015, 37, 2921–2932.
- Yao, L.; Cui, H.; Alderliesten, R.; Sun, Y.; Guo, L. Thickness effects on fibre-bridged fatigue delamination growth in composites. Compos. Part A Appl. Sci. Manuf. 2018, 110, 21–28.
- Sheehan, J.E. Oxidation protection for carbon fiber composites. Carbon 1989, 27, 709–715.
- Tang, B.; Wang, Y.; Hu, L.; Lin, L.; Ma, C.; Zhang, C.; Lu, Y.; Sun, K.; Wu, X. Preparation and properties of lightweight carbon/carbon fiber composite thermal field insulation materials for high-temperature furnace. J. Eng. Fibers Fabr. 2019, 14, 1558925019884691.
- Tkachenko, L.A.; Shaulov, A.Y.; Berlin, A.A. High-temperature protective coatings for carbon fibers. Inorg. Mater. 2012, 48, 213–221.
- Xiang, Y.; Chen, Z.H.; Cao, F. High-temperature protective coatings for C/SiC composites. J. Asian Ceram. Soc. 2014, 2, 305–309.
- Gallyamova, R.; Galyshev, S.; Musin, F.; Badamshin, A.; Dokichev, V. Investigation of Protective Coatings for Carbon Fibers by the Sol-Gel Method. Solid State Phenom. 2018, 284, 1242–1247.
- Chen, Z.; Xu, C.; Ma, C.; Ren, W.; Cheng, H.-M. Lightweight and Flexible Graphene Foam Composites for High-Performance Electromagnetic Interference Shielding. Adv. Mater. 2013, 25, 1296–1300.
- Das, A.; Hayvaci, H.T.; Tiwari, M.K.; Bayer, I.S.; Erricolo, D.; Megaridis, C.M. Superhydrophobic and conductive carbon nanofiber/PTFE composite coatings for EMI shielding. J. Colloid Interface Sci. 2011, 353, 311–315.
- Enríquez, E.; de Frutos, J.; Fernández, J.; de la Rubia, M. Conductive coatings with low carbon-black content by adding carbon nanofibers. Compos. Sci. Technol. 2014, 93, 9–16.
- Micheli, D.; Pastore, R.; Apollo, C.; Marchetti, M.; Gradoni, G.; Primiani, V.M.; Moglie, F. Broadband Electromagnetic Absorbers Using Carbon Nanostructure-Based Composites. IEEE Trans. Microw. Theory Tech. 2011, 59, 2633–2646.
- Mishra, M.; Singh, A.P.; Dhawan, S.K. Expanded graphite–nanoferrite–fly ash composites for shielding of electromagnetic pollution. J. Alloys Compd. 2013, 557, 244–251.
- Narayanan, T.N.; Sunny, V.; Shaijumon, M.M.; Ajayan, P.M.; Anantharaman, M.R. Enhanced Microwave Absorption in Nickel-Filled Multiwall Carbon Nanotubes in the S Band. Electrochem. Solid-State Lett. 2009, 12, 21–24.
- Pande, S.; Singh, B.P.; Mathur, R.B.; Dhami, T.L.; Saini, P.; Dhawan, S.K. Improved Electromagnetic Interference Shielding Properties of MWCNT–PMMA Composites Using Layered Structures. Nanoscale Res. Lett. 2009, 4, 327–334.
- Singh, A.P.; Gupta, B.K.; Mishra, M.; Govind; Chandra, A.; Mathur, R.; Dhawan, S. Multiwalled carbon nanotube/cement composites with exceptional electromagnetic interference shielding properties. Carbon 2013, 56, 86–96.
- Singh, A.P.; Mishra, M.; Hashim, D.P.; Narayanan, T.; Hahm, M.G.; Kumar, P.; Dwivedi, J.; Kedawat, G.; Gupta, A.; Singh, B.; et al. Probing the engineered sandwich network of vertically aligned carbon nanotube–reduced graphene oxide composites for high performance electromagnetic interference shielding applications. Carbon 2015, 85, 79–88.
- Lubineau, G.; Rahaman, A. A review of strategies for improving the degradation properties of laminated continuous-fiber/epoxy composites with carbon-based nanoreinforcements. Carbon 2012, 50, 2377–2395.
- Chen, I.-H.; Wang, C.-C.; Chen, C.-Y. Fabrication and Structural Characterization of Polyacrylonitrile and Carbon Nanofibers Containing Plasma-Modified Carbon Nanotubes by Electrospinning. J. Phys. Chem. C 2010, 114, 13532–13539.
- Dai, H. Carbon nanotubes: Opportunities and challenges. Surf. Sci. 2002, 500, 218–241.
- Sharma, H.; Agarwal, D.C.; Sharma, M.; Shukla, A.K.; Avasthi, D.K.; Vankar, V.D. Tailoring of structural and electron emission properties of CNT walls and graphene layers using high-energy irradiation. J. Phys. D Appl. Phys. 2013, 46, 315301.
- Sharma, H.; Kaushik, V.; Girdhar, P.; Singh, V.; Shukla, A.; Vankar, V. Enhanced electron emission from titanium coated multiwalled carbon nanotubes. Thin Solid Films 2010, 518, 6915–6920.
- Terrones, M. Science and Technology of the Twenty-First Century: Synthesis, Properties, and Applications of Carbon Nanotubes. Annu. Rev. Mater. Res. 2003, 33, 419–501.
- Vavro, J.; Llaguno, M.C.; Satishkumar, B.C.; Luzzi, D.E.; Fischer, J.E. Electrical and thermal properties of C60-filled single-wall carbon nanotubes. Appl. Phys. Lett. 2002, 80, 1450–1452.
- Barber, A.; Cohen, S.; Wagnera, H.D. Measurement of carbon nanotube–polymer interfacial strength. Appl. Phys. Lett. 2003, 82, 4140–4142.
- Bekyarova, E.; Thostenson, E.T.; Yu, A.; Kim, H.; Gao, J.; Tang, J.; Hahn, H.T.; Chou, T.-W.; Itkis, M.E.; Haddon, R. Multiscale Carbon Nanotube−Carbon Fiber Reinforcement for Advanced Epoxy Composites. Langmuir 2007, 23, 3970–3974.
- Chen, J.; Ramasubramaniam, R.; Xue, C.; Liu, H. A Versatile, Molecular Engineering Approach to Simultaneously Enhanced, Multifunctional Carbon-Nanotube-Polymer Composites. Adv. Funct. Mater. 2005, 16, 114–119.
- Gao, L.; Thostenson, E.T.; Zhang, Z.; Chou, T.-W. Sensing of Damage Mechanisms in Fiber-Reinforced Composites under Cyclic Loading using Carbon Nanotubes. Adv. Funct. Mater. 2009, 19, 123–130.
- Li, C.; Thostenson, E.T.; Chou, T.-W. Sensors and actuators based on carbon nanotubes and their composites: A review. Compos. Sci. Technol. 2008, 68, 1227–1249.
- Thostenson, E.T.; Ren, Z.; Chou, T.-W. Advances in the science and technology of carbon nanotubes and their composites: A review. Compos. Sci. Technol. 2001, 61, 1899–1912.
- Wagner, H.D. Nanotube-polyer adhesion: A mechanics approach. Chem. Phys. Lett. 2002, 361, 57–61.
- Thostenson, E.T.; Li, W.Z.; Wang, D.Z.; Ren, Z.F.; Chou, T.W. Carbon nanotube/carbon fiber hybrid multiscale composites. J. Appl. Phys. 2002, 91, 6034–6037.
- Rahmanian, S.; Suraya, A.; Shazed, M.; Zahari, R.; Zainudin, E. Mechanical characterization of epoxy composite with multiscale reinforcements: Carbon nanotubes and short carbon fibers. Mater. Des. 2014, 60, 34–40.
- Rahmanian, S.; Thean, K.; Suraya, A.; Shazed, M.; Salleh, M.M.; Yusoff, H. Carbon and glass hierarchical fibers: Influence of carbon nanotubes on tensile, flexural and impact properties of short fiber reinforced composites. Mater. Des. 2012, 43, 10–16.
- Shazed, M.; Suraya, A.; Rahmanian, S.; Salleh, M.A.M. Effect of fibre coating and geometry on the tensile properties of hybrid carbon nanotube coated carbon fibre reinforced composite. Mater. Des. 2014, 54, 660–669.
- Ghaemi, F.; Ahmadian, A.; Yunus, R.; Ismail, F.; Rahmanian, S. Effects of Thickness and Amount of Carbon Nanofiber Coated Carbon Fiber on Improving the Mechanical Properties of Nanocomposites. Nanomaterials 2016, 6, 6.
- Wang, Y.; Pillai, S.K.R.; Che, J.; Chan-Park, M.B. High Interlaminar Shear Strength Enhancement of Carbon Fiber/Epoxy Composite through Fiber- and Matrix-Anchored Carbon Nanotube Networks. ACS Appl. Mater. Interfaces 2017, 9, 8960–8966.
- Hung, P.-Y.; Lau, K.-T.; Fox, B.; Hameed, N.; Lee, J.H.; Hui, D. Surface modification of carbon fibre using graphene–related materials for multifunctional composites. Compos. Part B Eng. 2018, 133, 240–257.
- Karakassides, A.; Ganguly, A.; Tsirka, K.; Paipetis, A.S.; Papakonstantinou, P. Radially Grown Graphene Nanoflakes on Carbon Fibers as Reinforcing Interface for Polymer Composites. ACS Appl. Nano Mater. 2020, 3, 2402–2413.
- Kamae, T.; Drzal, L.T. Carbon fiber/epoxy composite property enhancement through incorporation of carbon nanotubes at the fiber–matrix interphase—Part I: The development of carbon nanotube coated carbon fibers and the evaluation of their adhesion. Compos. Part A Appl. Sci. Manuf. 2012, 43, 1569–1577.
- Wu, Y.; Dhamodharan, D.; Wang, Z.; Wang, R.; Wu, L. Effect of electrophoretic deposition followed by solution pre-impregnated surface modified carbon fiber-carbon nanotubes on the mechanical properties of carbon fiber reinforced polycarbonate composites. Compos. Part B Eng. 2020, 195, 1–11.
- De, S.; Fulmali, A.O.; Nuli, K.C.; Prusty, R.K.; Prusty, B.G.; Ray, B.C. Improving delamination resistance of carbon fiber reinforced polymeric composite by interface engineering using carbonaceous nanofillers through electrophoretic deposition: An assessment at different in-service temperatures. J. Appl. Polym. Sci. 2021, 138, 1–18.
- Guo, J.; Zhang, Q.; Gao, L.; Zhong, W.; Sui, G.; Yang, X. Significantly improved electrical and interlaminar mechanical properties of carbon fiber laminated composites by using special carbon nanotube pre-dispersion mixture. Compos. Part A Appl. Sci. Manuf. 2017, 95, 294–303.
- Stroh, P. Black Pigments in Industrial Inorganic Pigments; Wiley-VCH: Weinheim, Germany, 2005.
- Fukunaga, A.; Ueda, S. Anodic surface oxidation for pitch-based carbon fibers and the interfacial bond strengths in epoxy matrices. Compos. Sci. Technol. 2000, 60, 249–254.
- Jang, J.; Yang, H. The effect of surface treatment on the performance improvement of carbon fiber/polybenzoxazine composites. J. Mater. Sci. 2000, 35, 2297–2303.
- Xu, Z.; Huang, Y.; Zhang, C.; Chen, G. Influence of rare earth treatment on interfacial properties of carbon fiber/epoxy composites . Mater. Sci. Eng. A 2007, 444, 170–177.
- Kepple, K.; Sanborn, G.; Lacasse, P.; Gruenberg, K.; Ready, W. Improved fracture toughness of carbon fiber composite functionalized with multi walled carbon nanotubes. Carbon 2008, 46, 2026–2033.
- George, M.; Chae, M.; Bressler, D.C. Composite materials with bast fibres: Structural, technical, and environmental properties. Prog. Mater. Sci. 2016, 83, 1–23.
- Gauthier, M.M. Polymer-Matrix Composites. In Engineered Materials Handbook Desk Edition; ASM International: Materials Park, OH, USA, 1995.
- Pochiraju, K.; Tandon, G.P. Interaction of oxidation and damage in high temperature polymeric matrix composites. Compos. Part A Appl. Sci. Manuf. 2009, 40, 1931–1940.
- Clarke, J.L. Structural Design of Polymer Composites: Eurocomp Design Code and Background Document; Taylor & Francis: Washington, DC, USA, 2003.
- Ellis, B.R. Chemistry and Technology of Epoxy Resins; Springer: Amsterdam, The Netherlands, 1992.
- Nguyen-Tran, H.-D.; Hoang, V.-T.; Do, V.-T.; Chun, D.-M.; Yum, Y.-J. Effect of Multiwalled Carbon Nanotubes on the Mechanical Properties of Carbon Fiber-Reinforced Polyamide-6/Polypropylene Composites for Lightweight Automotive Parts. Materials 2018, 11, 429.
- Qin, W.; Chen, C.; Zhou, J.; Meng, J. Synergistic Effects of Graphene/Carbon Nanotubes Hybrid Coating on the Interfacial and Mechanical Properties of Fiber Composites. Materials 2020, 13, 1457.
- Kwon, Y.J.; Kim, Y.; Jeon, H.; Cho, S.; Lee, W.; Lee, J.U. Graphene/carbon nanotube hybrid as a multi-functional interfacial reinforcement for carbon fiber-reinforced composites. Compos. Part B Eng. 2017, 122, 23–30.
- Zakaria, M.R.; Akil, H.M.; Kudus, M.H.A.; Ullah, F.; Javed, F.; Nosbi, N. Hybrid carbon fiber-carbon nanotubes reinforced polymer composites: A review. Compos. Part B Eng. 2019, 176.
- Mirri, F.; Orloff, N.D.; Forster, A.; Ashkar, R.; Headrick, R.; Bengio, E.A.; Long, C.J.; Choi, A.; Luo, Y.; Walker, A.R.H.; et al. Lightweight, Flexible, High-Performance Carbon Nanotube Cables Made by Scalable Flow Coating. ACS Appl. Mater. Interfaces 2016, 8, 4903–4910.
- Sharma, S.; Lakkad, S. Effect of CNTs growth on carbon fibers on the tensile strength of CNTs grown carbon fiber-reinforced polymer matrix composites. Compos. Part A Appl. Sci. Manuf. 2011, 42, 8–15.
- Hu, D.; Xing, Y.; Chen, M.; Gu, B.; Sun, B.; Li, Q. Ultrastrong and excellent dynamic mechanical properties of carbon nanotube composites. Compos. Sci. Technol. 2017, 141, 137–144.
- Kaseem, M.; Hamad, K.; Ko, Y.G. Fabrication and materials properties of polystyrene/carbon nanotube (PS/CNT) composites: A review. Eur. Polym. J. 2016, 79, 36–62.
- Rai, A.; Subramanian, N.; Chattopadhyay, A. Investigation of damage mechanisms in CNT nanocomposites using multiscale analysis. Int. J. Solids Struct. 2017, 120, 115–124.
- Agnihotri, P.; Basu, S.; Kar, K.K. Effect of carbon nanotube length and density on the properties of carbon nanotube-coated carbon fiber/polyester composites. Carbon 2011, 49, 3098–3106.
- Gao, S.; Villacorta, B.; Ge, L.; Rufford, T.E.; Zhu, Z. Effect of sonication and hydrogen peroxide oxidation of carbon nanotube modifiers on the microstructure of pitch-derived activated carbon foam discs. Carbon 2017, 124, 142–151.
- Boroujeni, A.; Tehrani, M.; Nelson, A.; Al-Haik, M. Hybrid carbon nanotube–carbon fiber composites with improved in-plane mechanical properties. Compos. Part B Eng. 2014, 66, 475–483.
- Chen, J.; Wu, J.; Ge, H.; Zhao, D.; Liu, C.; Hong, X. Reduced graphene oxide deposited carbon fiber reinforced polymer composites for electromagnetic interference shielding. Compos. Part A Appl. Sci. Manuf. 2016, 82, 141–150.
- Gangineni, P.K.; Yandrapu, S.; Ghosh, S.K.; Anand, A.; Prusty, R.K.; Ray, B.C. Mechanical behavior of Graphene decorated carbon fiber reinforced polymer composites: An assessment of the influence of functional groups. Compos. Part A Appl. Sci. Manuf. 2019, 122, 36–44.
- Xiao, R.; Ding, M.; Wang, Y.; Gao, L.; Fan, R.; Lu, Y. Stereolithography (SLA) 3D printing of carbon fiber-graphene oxide (CF-GO) reinforced polymer lattices. Nanotechnology 2021, 32, 235702.
- Smith, A.T.; LaChance, A.M.; Zeng, S.; Liu, B.; Sun, L. Synthesis, properties, and applications of graphene oxide/reduced graphene oxide and their nanocomposites. Nano Mater. Sci. 2019, 1, 31–47.
- Mohan, V.B.; Lau, K.-T.; Hui, D.; Bhattacharyya, D. Graphene-based materials and their composites: A review on production, applications and product limitations. Compos. Part B Eng. 2018, 142, 200–220.
- Lawal, A.T. Recent progress in graphene based polymer nanocomposites. Cogent Chem. 2020, 6, 1833476.
- He, R.; Chang, Q.; Huang, X.; Bo, J. Improved mechanical properties of carbon fiber reinforced PTFE composites by growing graphene oxide on carbon fiber surface. Compos. Interfaces 2018, 25, 995–1004.
- Li, F.; Hua, Y.; Qu, C.-B.; Xiao, H.-M.; Fu, S.-Y. Greatly enhanced cryogenic mechanical properties of short carbon fiber/polyethersulfone composites by graphene oxide coating. Compos. Part A Appl. Sci. Manuf. 2016, 89, 47–55.
- Okayasu, M.; Tsuchiya, Y. Mechanical and fatigue properties of long carbon fiber reinforced plastics at low temperature. J. Sci. Adv. Mater. Devices 2019, 4, 577–583.
- Islam, M.S.; Deng, Y.; Tong, L.; Faisal, S.N.; Roy, A.K.; Minett, A.I. High grafting strength from chemically bonded 2D layered material onto carbon microfibres for reinforced composites and ultra-long flexible cable electronic devices. Mater. Today Commun. 2020, 24, 100994.
- Zhang, R.; Gao, B.; Ma, Q.; Zhang, J.; Cui, H.; Liu, L. Directly grafting graphene oxide onto carbon fiber and the effect on the mechanical properties of carbon fiber composites. Mater. Des. 2016, 93, 364–369.
- Ungár, T.; Gubicza, J.; Tichy, G.; Pantea, C.; Zerda, T. Size and shape of crystallites and internal stresses in carbon blacks. Compos. Part A Appl. Sci. Manuf. 2005, 36, 431–436.
- Dannenberg, E.M.; Paquin, L.; Gwinnell, H. Carbon Black in Kirk-Othmer Encyclopedia of Chemical Technology; Wiley-VCH: Weinheim, Germany, 2000.
- Kühner, G.; Voll, M. Manufacture of Carbon Black. In Carbon Black; Routledge: London, UK, 2018; pp. 1–66.
- Park, J.K.; Do, I.-H.; Askeland, P.; Drzal, L.T. Electrodeposition of exfoliated graphite nanoplatelets onto carbon fibers and properties of their epoxy composites. Compos. Sci. Technol. 2008, 68, 1734–1741.
- Li, Y.; Zhang, H.; Huang, Z.; Bilotti, E.; Peijs, T. Graphite Nanoplatelet Modified Epoxy Resin for Carbon Fibre Reinforced Plastics with Enhanced Properties. J. Nanomater. 2017, 2017, 1–10.
- Mokhena, T.C.; Mochane, M.J.; Sefadi, J.S.; Motloung, S.V.; Andala, D.M. Thermal Conductivity of Graphite-Based Polymer Composites. Impact Therm. Conduct. Energy Technol. 2018.
- Kostagiannakopoulou, C.; Fiamegkou, E.; Sotiriadis, G.; Kostopoulos, V. Thermal Conductivity of Carbon Nanoreinforced Epoxy Composites. J. Nanomater. 2016, 2016, 1–12.
- Yu, H.N.; Lim, J.W.; Suh, J.D.; Lee, D.G. A graphite-coated carbon fiber epoxy composite bipolar plate for polymer electrolyte membrane fuel cell. J. Power Sources 2011, 196, 9868–9875.