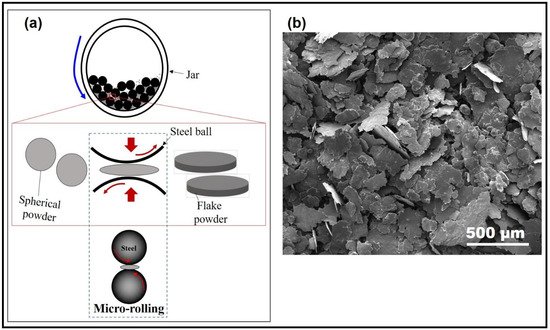
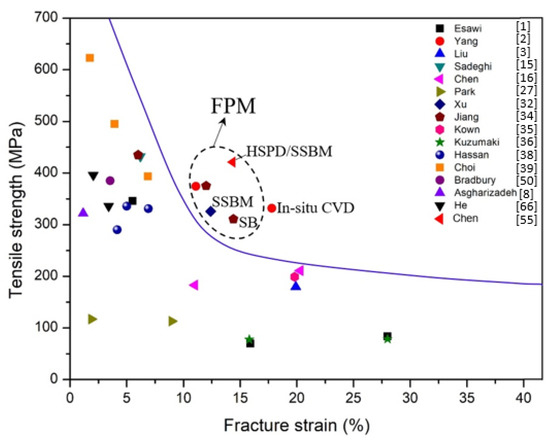
Flake powder metallurgy (FPM) including different processing routes, conventional FPM (C-FPM), slurry blending (SB), shift-speed ball milling (SSBM), and high-shear pre-dispersion and SSBM (HSPD/SSBM). The name of FPM was derived from the use of flake metal powders obtained by low-speed ball milling (LSBM) from spherical powder. The uniformity of reinforcement distribution leads to increased strength and ductility. Powder is the basic unit in PM, especially advanced PM, and its control is key to various new PM technologies. The FPM is a typical method for finely controlling the powder shape through low-energy ball milling (LEBM) to realize the preparation of advanced material structures.
- flake powder metallurgy
- processing
- rolling
- strength
- ductility
1. Introduction
2. Conventional Flake Powder Metallurgy (C-FPM)
2. Flake Powder Metallurgy via Slurry Blending (FPM-SB)
3. Flake Powder Metallurgy via Shift Speed-Ball Milling (FPM-SSBM)
4. Flake Powder Metallurgy High-Shear Pre-Dispersion and SSBM (FPM-HSPD/SSBM)
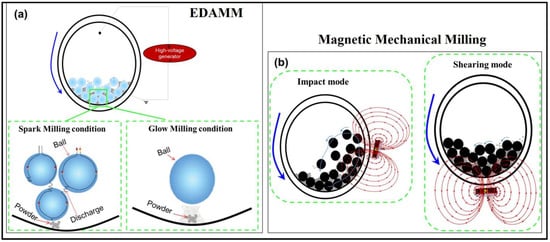
5. Promising BM Techniques
This entry is adapted from the peer-reviewed paper 10.3390/met11060931
References
- Tjong, S.C. Recent progress in the development and properties of novel metal matrix nanocomposites reinforced with carbon nanotubes and graphene nanosheets. Mater. Sci. Eng. R Rep. 2013, 74, 281–350.
- Choi, H.; Shin, J.; Bae, D. The effect of milling conditions on microstructures and mechanical properties of Al/MWCNT composites. Compos. Part A Appl. Sci. Manuf. 2012, 43, 1061–1072.
- Cavaliere, P.; Sadeghi, B.; Shabani, A. Carbon nanotube reinforced aluminum matrix composites produced by spark plasma sintering. J. Mater. Sci. 2017, 52, 8618–8629.
- Salimi, S.; Izadi, H.; Gerlich, A.P. Fabrication of an aluminum–carbon nanotube metal matrix composite by accumula-tive roll-bonding. J. Mater. Sci. 2010, 46, 409–415.
- Asgharzadeh, H.; Joo, S.-H.; Kim, H.S. Consolidation of carbon nanotube reinforced aluminum matrix composites by high-pressure torsion. Met. Mater. Trans. A 2014, 45, 4129–4137.
- Sadeghi, B.; Shamanian, M.; Cavaliere, P.; Ashrafizadeh, F. Effect of processing parameters on the microstructural and mechanical properties of aluminum–carbon nanotube composites produced by spark plasma sintering. Int. J. Mater. Res. 2018, 109, 900–909.
- Sadeghi, B.; Cavaliere, P.; Perrone, A. Effect of Al2O3, SiO2 and carbon nanotubes on the microstructural and mechan-ical behavior of spark plasma sintered aluminum based nanocomposites. Part. Sci. Technol. 2018, 38, 7–14.
- Esawi, A.; Morsi, K.; Sayed, A.; Taher, M.; Lanka, S. Effect of carbon nanotube (CNT) content on the mechanical properties of CNT-reinforced aluminium composites. Compos. Sci. Technol. 2010, 70, 2237–2241.
- Noguchi, T.; Magario, A.; Fukazawa, S.; Shimizu, S.; Beppu, J.; Seki, M. Carbon nanotube/aluminium composites with uniform dispersion. Mater. Trans. 2004, 45, 602–604.
- Kwon, H.; Estili, M.; Takagi, K.; Miyazaki, T.; Kawasaki, A. Combination of hot extrusion and spark plasma sintering for producing carbon nanotube reinforced aluminum matrix composites. Carbon 2009, 47, 570–577.
- Yang, X.; Liu, E.; Shi, C.; He, C.; Li, J.; Zhao, N.; Kondoh, K. Fabrication of carbon nanotube reinforced Al composites with well-balanced strength and ductility. J. Alloys Compd. 2013, 563, 216–220.
- Yang, X.; Zou, T.; Shi, C.; Liu, E.; He, C.; Zhao, N. Effect of carbon nanotube (CNT) content on the properties of in-situ synthesis CNT reinforced Al composites. Mater. Sci. Eng. A 2016, 660, 11–18.
- Deng, H.; Yi, J.; Xia, C.; Yi, Y. Improving the mechanical properties of carbon nanotube-reinforced pure copper matrix composites by spark plasma sintering and hot rolling. Mater. Lett. 2018, 210, 177–181.
- Li, Q.Q.; Viereckl, A.; Rottmair, C.A.; Singer, R.F. Improved processing of carbon nanotube/magnesium alloy compo-sites. Compos. Sci. Technol. 2009, 69, 1193–1199.
- Li, X.; Liu, C.; Ma, M.; Liu, R. Microstructures and mechanical properties of AA6061–SiC composites prepared through spark plasma sintering and hot rolling. Mater. Sci. Eng. A 2016, 650, 139–144.
- Guo, B.; Ni, S.; Yi, J.; Shen, R.; Tang, Z.; Du, Y.; Song, M. Microstructures and mechanical properties of carbon nanotubes reinforced pure aluminum composites synthesized by spark plasma sintering and hot rolling. Mater. Sci. Eng. A 2017, 698, 282–288.
- Liu, Z.; Xiao, B.; Wang, W.; Ma, Z. Tensile strength and electrical conductivity of carbon nanotube reinforced alumi-num matrix composites fabricated by powder metallurgy combined with friction stir processing. J. Mater. Sci. Technol. 2014, 30, 649–655.
- Zabihi, M.; Toroghinejad, M.R.; Shafyei, A. Application of powder metallurgy and hot rolling processes for manu-facturing aluminum/alumina composite strips. Mater. Sci. Eng. A 2013, 560, 567–574.
- Sadeghi, B.; Cavaliere, P.; Roeen, G.A.; Nosko, M.; Shamanian, M.; Trembošová, V.; Nagy, Š.; Ebrahimzadeh, N. Hot rolling of MWCNTs reinforced Al matrix composites produced via spark plasma sintering. Adv. Compos. Hybrid Mater. 2019, 2, 549–570.
- Pérez-Bustamante, R.; Gómez-Esparza, C.; Estrada-Guel, I.; Miki-Yoshida, M.; Licea-Jiménez, L.; Pérez-García, S.; Martínez-Sánchez, R. Microstructural and mechanical characterization of Al–MWCNT composites produced by mechanical milling. Mater. Sci. Eng. A 2009, 502, 159–163.
- Choi, H.; Kwon, G.; Lee, G.; Bae, D. Reinforcement with carbon nanotubes in aluminum matrix composites. Scr. Mater. 2008, 59, 360–363.
- Bakshi, S.R.; Lahiri, D.; Agarwal, A. Carbon nanotube reinforced metal matrix composites—A review. Int. Mater. Rev. 2010, 55, 41–64.
- Liu, Z.; Xiao, B.; Wang, W.; Ma, Z. Modelling of carbon nanotube dispersion and strengthening mechanisms in Al matrix composites prepared by high energy ball milling-powder metallurgy method. Compos. Part A Appl. Sci. Manuf. 2017, 94, 189–198.
- Jiang, L.; Li, Z.; Fan, G.; Cao, L.; Zhang, D. The use of flake powder metallurgy to produce carbon nanotube (CNT)/aluminum composites with a homogenous CNT distribution. Carbon 2012, 50, 1993–1998.
- Fan, G.; Jiang, Y.; Tan, Z.; Guo, Q.; Xiong, D.-B.; Su, Y.; Lin, R.; Hu, L.; Li, Z.; Zhang, D. Enhanced interfacial bonding and mechanical properties in CNT/Al composites fabricated by flake powder metallurgy. Carbon 2018, 130, 333–339.
- Jiang, L.; Li, Z.; Fan, G.; Cao, L.; Zhang, D. Strong and ductile carbon nanotube/aluminum bulk nanolaminated composites with two-dimensional alignment of carbon nanotubes. Scr. Mater. 2012, 66, 331–334.
- Xu, R.; Tan, Z.; Xiong, D.; Fan, G.; Guo, Q.; Zhang, J.; Su, Y.; Li, Z.; Zhang, D. Balanced strength and ductility in CNT/Al composites achieved by flake powder metallurgy via shift-speed ball milling. Compos. Part A Appl. Sci. Manuf. 2017, 96, 57–66.
- Xu, R.; Fan, G.; Tan, Z.; Ji, G.; Chen, C.; Beausir, B.; Xiong, D.-B.; Guo, Q.; Guo, C.; Li, Z.; et al. Back stress in strain hardening of carbon nanotube/aluminum composites. Mater. Res. Lett. 2017, 6, 113–120.
- Ye, H.; Liu, X.Y.; Hong, H. Fabrication of metal matrix composites by metal injection molding—A review. J. Mater. Process. Technol. 2008, 200, 12–24.
- Burmeister, C.F.; Kwade, A. Process engineering with planetary ball mills. Chem. Soc. Rev. 2013, 42, 7660–7667.
- Witkin, D.; Lavernia, E. Synthesis and mechanical behavior of nanostructured materials via cryomilling. Prog. Mater. Sci. 2006, 51, 1–60.
- Zhang, Y.; Sabbaghianrad, S.; Yang, H.; Topping, T.D.; Langdon, T.G.; Lavernia, E.J.; Schoenung, J.M.; Nutt, S.R. Two-Step SPD processing of a trimodal al-based nano-composite. Met. Mater. Trans. A 2015, 46, 5877–5886.
- Ma, K.K.; Wen, H.M.; Hu, T.; Topping, T.D.; Isheim, D.; Seidman, D.N.; Lavernia, E.J.; Schoenung, J.M. Mechanical be-havior and strengthening mechanisms in ultrafine grain precipitation-strengthened aluminum alloy. Acta Mater. 2014, 62, 141–155.
- Fan, G.; Xu, R.; Tan, Z.; Zhang, D.; Li, Z. Development of Flake Powder Metallurgy in Fabricating Metal Matrix Composites: A Review. Acta Met. Sin. Engl. Lett. 2014, 27, 806–815.
- Morsi, K.; Esawi, A. Effect of mechanical alloying time and carbon nanotube (CNT) content on the evolution of alu-minum (Al)–CNT composite powders. J. Mater. Sci. 2007, 42, 4954–4959.
- Zan, Y.; Zhou, Y.; Liu, Z.; Ma, G.; Wang, D.; Wang, Q.; Wang, W.; Xiao, B.; Ma, Z. Enhancing strength and ductility synergy through heterogeneous structure design in nanoscale Al2O3 particulate reinforced Al composites. Mater. Des. 2019, 166, 107629.
- Cao, L.; Li, Z.; Fan, G.; Jiang, L.; Zhang, D.; Moon, W.-J.; Kim, Y.-S. The growth of carbon nanotubes in aluminum powders by the catalytic pyrolysis of polyethylene glycol. Carbon 2012, 50, 1057–1062.
- Tang, J.; Fan, G.; Li, Z.; Li, X.; Xu, R.; Li, Y.; Zhang, D.; Moon, W.-J.; Kaloshkin, S.D.; Churyukanova, M. Synthesis of car-bon nanotube/aluminium composite powders by polymer pyrolysis chemical vapor deposition. Carbon 2013, 55, 202–208.
- Jiang, L.; Fan, G.; Li, Z.; Kai, X.; Zhang, D.; Chen, Z.; Humphries, S.; Heness, G.; Yeung, W.Y. An approach to the uniform dispersion of a high volume fraction of carbon nanotubes in aluminum powder. Carbon 2011, 49, 1965–1971.
- Hu, Y.; Yu, Z.; Fan, G.; Tan, Z.; Zhou, J.; Zhang, H.; Li, Z.; Zhang, D. Simultaneous enhancement of strength and ductility with nano dispersoids in nano and ultrafine grain metals: A brief review. Rev. Adv. Mater. Sci. 2020, 59, 352–360.
- Xu, R.; Tan, Z.; Fan, G.; Ji, G.; Xiong, D.-B.; Guo, Q.; Su, Y.; Li, Z.; Zhang, D. High-strength CNT/Al-Zn-Mg-Cu composites with improved ductility achieved by flake powder metallurgy via elemental alloying. Compos. Part A Appl. Sci. Manuf. 2018, 111, 1–11.
- Chen, M.; Fan, G.; Tan, Z.; Xiong, D.; Guo, Q.; Su, Y.; Zhang, J.; Li, Z.; Naito, M.; Zhang, D. Design of an efficient flake powder metallurgy route to fabricate CNT/6061Al composites. Mater. Des. 2018, 142, 288–296.
- Fu, X.; Tan, Z.; Min, X.; Li, Z.; Yue, Z.; Fan, G.; Xiong, D.-B.; Li, Z. Trimodal grain structure enables high-strength CNT/Al-Cu-Mg composites higher ductility by powder assembly & alloying. Mater. Res. Lett. 2020, 9, 50–57.
- Shi, Y.; Lu, Y.; Ni, Z.; Zhao, L.; Li, Z.; Xiong, D.-B.; Zou, J.; Guo, Q. Correlation Between Microstructural Architecture and Mechanical Behavior of Single-Walled Carbon Nanotube-Aluminum Composites. Met. Mater. Trans. A 2019, 51, 545–551.
- Shi, Y.; Zhao, L.; Li, Z.; Li, Z.; Xiong, D.-B.; Su, Y.; Osovski, S.; Guo, Q. Strengthening and deformation mechanisms in nanolaminated single-walled carbon nanotube-aluminum composites. Mater. Sci. Eng. A 2019, 764, 138273.
- Sadeghi, B.; Cavaliere, P.; Nosko, M.; Trembošová, V.; Nagy, Š. Hot deformation behaviour of bimodal sized Al 2 O 3/Al nanocomposites fabricated by spark plasma sintering. J. Microsc. 2021, 281, 28–45.
- Sadeghi, B.; Shabani, A.; Cavaliere, P. Hot rolling of spark-plasma-sintered pure aluminium. Powder Met. 2018, 61, 285–292.
- Bakshi, S.R.; Agarwal, A. An analysis of the factors affecting strengthening in carbon nanotube reinforced aluminum composites. Carbon 2011, 49, 533–544.
- Sadeghi, B.; Fan, G.; Tan, Z.; Li, Z.; Kondo, A.; Naito, M. Smart mechanical powder processing for producing carbon nanotube reinforced aluminum matrix composites. KONA Powder Part. J. 2020, 2022004.
- Li, Z.; Guo, Q.; Li, Z.; Fan, G.; Xiong, D.-B.; Su, Y.; Zhang, J.; Zhang, D. Enhanced mechanical properties of graphene (reduced graphene oxide)/aluminum composites with a bioinspired nanolaminated structure. Nano Lett. 2015, 15, 8077–8083.
- Jiang, Y.; Xu, R.; Tan, Z.; Ji, G.; Fan, G.; Li, Z.; Xiong, D.-B.; Guo, Q.; Li, Z.; Zhang, D. Interface-induced strain hardening of graphene nanosheet/aluminum composites. Carbon 2019, 146, 17–27.
- Jiang, Y.; Wang, D.; Liang, S.; Cao, F.; Zou, J.; Xiao, P. Effect of local alloying on interfacial bonding in laminated cop-per matrix composites reinforced by carbon nanotubes. Mater. Sci. Eng. A 2019, 748, 173–179.
- Yoo, S.J.; Han, S.H.; Kim, W.J. Strength and strain hardening of aluminum matrix composites with randomly dis-persed nanometer-length fragmented carbon nanotubes. Scr. Mater. 2013, 68, 711–714.
- Esawi, A.; Morsi, K.; Sayed, A.; Gawad, A.A.; Borah, P. Fabrication and properties of dispersed carbon nanotube–aluminum composites. Mater. Sci. Eng. A 2009, 508, 167–173.
- Zhang, Z.; Li, Z.; Tan, Z.; Zhao, H.; Fan, G.; Xu, Y.; Xiong, D.-B.; Li, Z. Bioinspired hierarchical Al2O3/Al laminated composite fabricated by flake powder metallurgy. Compos. Part A Appl. Sci. Manuf. 2021, 140, 106187.
- Sadeghi, B.; Shamanian, M.; Ashrafizadeh, F.; Cavaliere, P.; Rizzo, A. Influence of Al2O3 nanoparticles on microstructure and strengthening mechanism of al-based nanocomposites produced via spark plasma sintering. J. Mater. Eng. Perform. 2017, 26, 2928–2936.
- Cavaliere, P.; Sadeghi, B.; Shamanian, M.; Ashrafizadeh, F. Al-based nanocomposites produced via spark plasma sintering: Effect of processing route and reinforcing phases. In Spark Plasma Sintering of Materials; Springer Science and Business Media: Berlin/Heidelberg, Germany, 2019; pp. 161–190.
- Sadeghi, B.; Shamanian, M.; Cavaliere, P.; Ashrafizadeh, F.; Sanayei, M.; Szpunar, J.A. Microstructural and mechanical behavior of bimodal reinforced Al-based composites produced by spark plasma sintering and FSP. Int. J. Adv. Manuf. Technol. 2017, 94, 3903–3916.
- Sadeghi, B.; Cavaliere, P.; Shamanian, M.; Sanayei, M.; Szpunar, J.A.; Nosko, M. Electron backscattered diffraction analysis of friction stir processed nanocomposites produced via spark plasma sintering. J. Microsc. 2018, 271, 145–163.
- Yuan, C.; Tan, Z.; Fan, G.; Chen, M.; Zheng, Q.; Li, Z. Fabrication and mechanical properties of CNT/Al composites via shift-speed ball milling and hot-rolling. J. Mater. Res. 2019, 34, 2609–2619.
- Chen, B.; Li, S.; Imai, H.; Jia, L.; Umeda, J.; Takahashi, M.; Kondoh, K. An approach for homogeneous carbon nanotube dispersion in Al matrix composites. Mater. Des. 2015, 72, 1–8.
- Nam, D.H.; Cha, S.I.; Lim, B.K.; Park, H.M.; Han, D.S.; Hong, S.H. Synergistic strengthening by load transfer mecha-nism and grain refinement of CNT/Al–Cu composites. Carbon 2012, 50, 2417–2423.
- Cha, S.I.; Kim, K.T.; Arshad, S.N.; Mo, C.B.; Hong, S.H. Extraordinary strengthening effect of carbon nanotubes in metal-matrix nanocomposites processed by molecular-level mixing. Adv. Mater. 2005, 17, 1377–1381.
- He, N.Z.C.; Shi, C.; Du, X.; Li, J.; Li, H.; Cui, Q. An approach to obtaining homogeneously dispersed carbon nano-tubes in al powders for preparing reinforced al-matrix composites. Adv. Mater. 2007, 19, 1128–1132.
- Baig, Z.; Mamat, O.; Mustapha, M. Recent progress on the dispersion and the strengthening effect of carbon nanotubes and graphene-reinforced metal nanocomposites: A review. Crit. Rev. Solid State Mater. Sci. 2018, 43, 1–46.
- Basariya, M.R.; Srivastava, V.C.; Mukhopadhyay, N.K. Microstructural characteristics and mechanical prop-erties of carbon nanotube reinforced aluminum alloy composites produced by ball milling. Mater. Des. 2014, 64, 542–549.
- Liu, Z.Y.; Xu, S.J.; Xiao, B.L.; Xue, P.; Wang, W.G.; Ma, Z.Y. Effect of ball-milling time on mechanical properties of car-bon nanotubes reinforced aluminum matrix composites. Compos. Part A Appl. Sci. Manuf. 2012, 43, 2161–2168.
- Suryanarayana, C. Mechanical alloying and milling. Prog. Mater. Sci. 2001, 46, 1–184.
- Ma, P.C.; Siddiqui, N.A.; Marom, G.; Kim, J.K. Dispersion and functionalization of carbon nanotubes for poly-mer-based nanocomposites: A review. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1345–1367.
- Xu, R.; Tan, Z.; Fan, G.; Ji, G.; Li, Z.; Guo, Q.; Li, Z.; Zhang, D. Microstructure-based modeling on structure-mechanical property relationships in carbon nanotube/aluminum composites. Int. J. Plast. 2019, 120, 278–295.
- Azarniya, A.; Azarniya, A.; Sovizi, S.; Hosseini, H.R.M.; Varol, T.; Kawasaki, A.; Ramakrishna, S. Physicomechanical properties of spark plasma sintered carbon nanotube-reinforced metal matrix nanocomposites. Prog. Mater. Sci. 2017, 90, 276–324.
- Zhang, X.; Zhao, N.; He, C. The superior mechanical and physical properties of nanocarbon reinforced bulk compo-sites achieved by architecture design—A review. Prog. Mater. Sci. 2020, 113, 100672.
- Cavaliere, P.; Jahantigh, F.; Shabani, A.; Sadeghi, B. Influence of SiO2 nanoparticles on the microstructure and me-chanical properties of Al matrix nanocomposites fabricated by spark plasma sintering. Compos. Part B Eng. 2018, 146, 60–68.
- Hao, X.-n.; Zhang, H.-p.; Zheng, R.-x.; Zhang, Y.-t.; Ameyama, K.; Ma, C.-l. Effect of mechanical alloying time and rota-tion speed on evolution of CNTs/Al-2024 composite powders. Trans. Nonferrous Met. Soc. China 2014, 24, 2380–2386.
- Wu, Y.; Kim, G.-Y.; Russell, A.M. Mechanical alloying of carbon nanotube and Al6061 powder for metal matrix composites. Mater. Sci. Eng. A 2012, 532, 558–566.
- Sadeghi, B.; Shamanian, M.; Ashrafizadeh, F.; Cavaliere, P.; Valerini, D. Nanoindentation characterization of Al-matrix nanocomposites produced via spark plasma sintering. Int. J. Mater. Res. 2018, 109, 50–62.
- Simoes, S.; Viana, F.; Reis, M.A.L.; Vieira, M.F. Improved dispersion of carbon nanotubes in aluminum nanocompo-sites. Compos. Struct. 2014, 108, 992–1000.
- Deng, K.-K.; Wang, C.-J.; Nie, K.-B.; Wang, X.-J. Recent research on the deformation behavior of particle reinforced magnesium matrix composite: A review. Acta Met. Sin. Engl. Lett. 2019, 32, 413–425.
- Jiang, L.; Li, Z.; Fan, G.; Zhang, D. A flake powder metallurgy approach to Al2O3/Al biomimetic nanolaminated composites with enhanced ductility. Scr. Mater. 2011, 65, 412–415.
- Tan, Z.; Li, Z.; Fan, G.; Li, W.; Liu, Q.; Zhang, W.; Zhang, D. Two-dimensional distribution of carbon nanotubes in cop-per flake powders. Nanotechnology 2011, 22, 225603.
- Calka, A.; Wexler, D. Mechanical milling assisted by electrical discharge—Recent developments. J. Metastable Nanocryst. Mater. 2004, 20–21, 111–117.
- Calka, A.; Radlinski, A.P. Universal high performance ball-milling device and its application for mechanical alloy-ing. Mater. Sci. Eng. A 1991, 134, 1350–1353.
- Calka, A.; Wexler, D. Mechanical milling assisted by electrical discharge. Nat. Cell Biol. 2002, 419, 147–151.
- Cavaliere, P.; Sadeghi, B.; Shabani, A. Spark Plasma Sintering: Process Fundamentals. In Spark Plasma Sintering of Materials; Springer: Cham, Switzerland, 2019; pp. 3–20.