The first study taking into account the application of AGS–MBR technology in a continuous-flow feeding mode was conducted by Li et al. [
49]. Also, in this configuration, it was reported that the main fouling mechanism was the pore-blocking, due to the lack of a proper cake layer acting as a pre-filter, although the permeability loss was lower than a traditional flocculent MBR. Therefore, the pore-blocking accounts for the main fouling resistance in AGS-membrane filtration. Later, the same research group concluded that the introduction of aerobic granular sludge into MBR could alleviate membrane-fouling and the membrane permeability was 50% higher than that of a membrane bioreactor with floc sludge, despite the increase of internal membrane pore occlusions [
50]. One year later, similar results concerning the dominance of pore-blocking fouling in a AGS–MBR were obtained by Juang et al. [
26,
40]. Li et al. [
51] focused on the biogranulation in a continuous-fed AGS–MBR and the relationship with granules stability and membrane-fouling. As reported in the previous sections of the present work, one of the principal factors for a successful and stable granulation is represented by the alternation of feast/famine regime that enhance EPS production and consumption during the starvation. In a continuous-fed AGS–MBR configuration, the mechanisms for EPS production are different and while in a GSBR EPS are cyclically produced and consumed in the feast/famine regime, in a continuously fed AGS–MBR the continuous cut-off of EPS by membranes and the lack of starvation made the EPS concentration increase in sludge and in the supernatant. However, EPSs are known as one of the worst foulants for MBR [
3], therefore a proper process management (for instance by regulating the SRT of aerobic granules) should be performed. Wang et al. [
39] confirmed that the drastic change of operating mode from SBR to continuous MBR (i.e., the lack of feast/famine regime) can be harmful/fatal for granule stability. Indeed, a partial disaggregation of granular sludge inoculated into a continuous-flow AGS–MBR was observed. This drawback can be determinant in the increase of membrane-fouling and in the loss of nitrogen and suspended solid removal efficiencies. Yu et al. [
28] reported a low TMP (<70 kPa) and they attributed this to the lower sludge resistance to filtration (SRF) for granular sludge (1.5–4.9 × 10
11 m/kg), compared to flocculent sludge (4.6 × 10
12 m/kg). In another work, Li et al. [
25] worked with a mesh filter MBR (nylon and porosity of 70 µm) and highlighted that despite the concept to which EPS are strictly correlated with fouling resistance of MBR [
3], in an AGS–MBR the cake porosity or structure can be more important than cake composition. Therefore, the AGS–MBR registered a very low TMP (close to 0.25 kPa) denoting an almost reversible fouling also due to the high porosity of mesh filter (70 µm). An experience with the combination of AGS technology and dynamic MBR (pore size 100 µm) was conducted by Liu et al. [
24]. After a hard continuous operation of the dynamic membrane for more than a month, the membrane resistance had no obvious increase, thus demonstrating that membrane-fouling could greatly be reduced by introducing granular sludge in the dynamic MBR. Sajjad et al. [
43] studied the hydraulic performance of a continuous-flow membrane bioreactor (CFMBR) where AGS was cultivated. An increase of TMP up to 90 kPa was found after 90 days of continuous filtration. Low fouling rate of 0.25 kPa/d, without any membrane cleaning, was registered. The high PN/PS ratio (3.3) in the GSBR compared to the CFMBR enabled the granular sludge to increase its filtration rates due to the hydrophobic nature of the proteins. However, the relatively higher number of hydrophilic polysaccharides in CFMBR lowered the PN/PS ratio, which subsequently decreased the sludge dewaterability. The granular sludge filterability in AGS–MBR was nearly three times higher than the flocculant sludge of this reactor. The granule formation in this continuous-flow system lessened the concentration of sludge flocs, which resulted in the alleviation of membrane-fouling. The periodic renewal of granules significantly delayed the frequency of membrane cleaning. However, the study did not report the typology of fouling (reversible or irreversible fouling), nor observed any loss of stability in aerobic granules. Iorhemen et al. [
9,
55] remarked that the major technical problem of AGS–MBR systems is the long-term system operation instability of aerobic granulation and granule disintegration problems. Indeed, the breakage of granules impacts the efficiency of wastewater treatment in the long-term operation, and is a critical issue in full-scale operations. Granule disintegration increases the concentration of soluble EPS, consequently increasing the irreversible membrane-fouling (i.e., pore-blocking). Corsino et al. [
45] proposed a continuous-flow reactor with a novel geometric configuration, aiming at clarifying the mechanisms linked to the stability of AGS in a continuous-fed AGS–MBR in terms of structural characteristics and biological performance. A particular layout was designed to achieve the feast/famine regime physically in the space in the continuous-flow reactor, given that in an SBR the feast/famine regime occurs along the SBR cycle time. This work opened a new possible scenario in AGS–MBR technology, since it was reported that the pore-blocking resistance (Rpb) was about one order of magnitude lower than the irreversible cake that was removable with proper physical cleaning [
8], so no chemical cleaning was necessary. This was an important novelty, compared to previous studies of AGS–MBR [
9], where pore-blocking fouling was dominant. However, in this experiment, a huge loss of granule stability was observed. The granule breakage determined an irreversible fouling resistance, mainly represented by a compact and hydrophobic cake, composed of gelatinous EPS form broken AGS. A smaller fraction of SMP produced by substrate use was responsible for a residual pore-blocking of membrane fibers. The principal reason for the failure of granule stability is attributable to high granule SRT (i.e., about 50 days) in a continuous-flow AGS–MBR [
45]. Indeed, by operating at high SRT, the growth of filamentous microorganisms inside the granule structure is possible [
56]. This occurrence could cause the breakage of AGS, and operating at lower SRT could enhance the maintenance of AGS structure [
45]. Chen et al. [
46], did not observe severe fouling in their continuous-flow AGS–MBR with granules cultivated inside the system. Iorhemen et al. [
11,
48] observed that in a continuous-fed AGS–MBR it is possible to obtain a gentle TMP rise due to the sloughing of the cake layer through the abrasion by AGS. Moreover, they observed that the rise in TMP (up to 46 kPa) is due to the high protein content in soluble EPS. However, TMP was low, despite the registered high PN/PS ratio. Zhang et al. [
47] discussed a novel issue for membrane-fouling in AGS–MBR systems linked to the granule sizes, finding that there is a critical size (1~1.2 mm mean diameter) with the highest membrane-fouling. Below that, the cake-fouling layer is tight and high compressibility emerged, while some pore-blocking occurs. Above that, this cake-fouling layer becomes loose and highly permeable, and more EPSs emerge. Working in this critical size, membrane-fouling is the most serious, because of the dual role of the compact structure of cake-fouling layer and the adhesion of EPS. The “antifouling” ability of AGS can be effectively maximized by avoiding or keeping away from the critical size. In a recent work, Song et al. [
21] confirmed that granular sludge exhibited significantly lower fouling (i.e., lower fouling rate) potential than conventional activated sludge in AGS–MBR also under high salinity environment. The bigger size of granular sludge induced higher shear transport, which overwhelmed the filtration dragging force and foulant–membrane interaction, consequently leading to less deposition on the membrane surface. The most recent work dealing with AGS–MBR was conducted by Zhang et al. [
10], focusing on the effect of scouring on fouling mitigation. A new hydrodynamic model was developed to explain the scouring mechanism of AGS. The scouring stress, proportional to the total amount of AGS depositing on the membrane surface, effectively reinforced the collision between AGS and membrane and reduced their deposition on the membrane surface by friction with the membrane. Thus, it was further conducive to membrane-fouling mitigation. Moreover, a novel contribution quantification model was proposed for analyzing the contribution rate of AGS scouring effect to mitigate membrane-fouling. AGS scouring possessed a significant contribution rate (39.9%) for fouling mitigation, compared with AGS structure (50.3%) and hydraulic stress (9.7%). In conclusion, this study provides an in-depth understanding to mitigate MBR membrane-fouling by the unique advantages of sludge granulation.
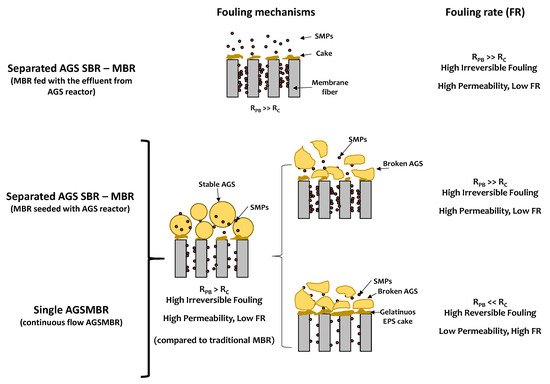
In summary, when the AGS encounters the membrane unit and granules preserve their structural stability, both in separated SBR–MBR reactors and in a single AGS–MBR reactor, the cake layer is more porous and swollen, leading to a higher permeability (low FR) and a higher irreversible fouling (i.e., pore-blocking) compared to the traditional MBR (). If AGS loses its structural stability, the two main cases of fouling behavior can be identified: (i) a severe irreversible fouling due to pore-blocking, but a low FR; and (ii) a high reversible fouling, due to cake-layer deposition of gelatinous EPS of broken AGS, which leads to a high FR.