AM is one technique which can be used to enhance the heat transfer rates of heat-exchanging devices and preserve the large sums of energy that are wasted from generated entropy and exergy.
- additive manufacturing
- tribology
1. Historical Development of Traditional Manufacturing to Additive Manufacturing
2. Current Challenges in Additive Manufacturing
Through the significant proliferation of novel additive manufacturing technologies, there are many challenges that have arisen for metal-based parts. In general, there are three core issues that are present with 3D printing-based technologies. The first general issue that is seen in additive manufacturing technologies is the general high cost of different technologies. Some technologies are retailed in the hundreds of thousands, whereas others can be in the millions (USD). One example of this can be seen in Thomas and Gilberts’ literature review of the general costs of additive manufacturing technologies [67]. Through a general cost analysis of several industrial firms, costs regarding machine costs, material costs, energy consumption, and general labor were all factored and elaborated on. As a general takeaway, AM technologies tend to be quite costly, especially newer models, due to their limited production quantities and availability in the market. Khajavi et al. are also among the researchers who have noted the cost impacts of AM technologies in industrial supply chains [68]. In this specific study, the impacts of AM on the aviation industry for F-18 Super Hornets were analyzed. Taking into consideration the amount of time, cost, and labor required to use an AM, the highest cost per annum for this instance was marked at USD 1,793,971, which is incredibly costly considering the general slow production of AM technologies vs. traditional manufacturing technologies. Although industries such as healthcare and medical benefit long-term from the flexibility of AM technologies, other larger production volume-based industries (e.g., automotive) maybe favored more traditional manufacturing processes due to the lack of mass production. It should also be mentioned that the lack of versatility for fabricating larger structures is an issue with AM processes, as well as the processing speeds and poor dimensional accuracy of these processes.
The second and third issues in AM are the anisotropic mechanical properties of the build direction and the defects and limited materials that can be used for these processes. In general, one of the primary issues seen in AM components is the formation of voids and pores, which Sola and Nouri [69] stated in their literature review of the microstructural porosity of PBF-based metals. Sola and Nouri state that this can be largely attributed to the thermodynamic conditions of the melting process, as the processing parameters dictate the finish of the part. In the case of a larger press, the mechanical performance of metal-based parts drastically reduces, potentially causing structural failures in critical operations.
With the many challenges of AM components, many novel processes have been added to the fabrication process of AM metals. The surface defects of the melting process tend to be the primary issue due to a Stair Casing Effect during fabrication, which in turn deteriorates the surface roughness of fabricated components. An example of the Stair Casing Effect is shown in Figure 5.
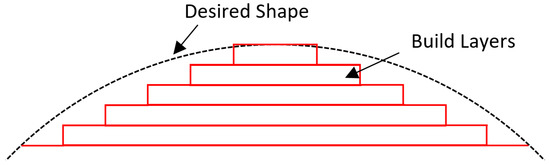
The stair casing effect, in its most basic definition, is the curvature limitation of layer-building processes, as the concavity and convexity of the CAD-generated radius tends not to be as easily replicated in actual production. Yasa et al. are along many who have come to this conclusion for AM-based metals [70]. Through the use of computer-based simulations and experimental validations, the waviness of the two consecutive layers was studied and compared, as the authors used this variable as a key indicator of the stair casing effect due to its resemblance to stair casing. Aside from the utilization of different processing variables, post-processing techniques are commonly used to mitigate these issues. In Kumbhar and Mulay’s literature review of the surface-finishing technologies used in AM, they identified post-processing methods, to be segmented into two different categories: conventional and non-conventional [71]. For conventional methods, those most commonly seen in scientific studies are as followed: (1) micro-machining processes (MMP), (2) CNC finishing, (3) hot cutter machining (HCM), (4) vibratory bowl abrasion, (5) optical polishing, (6) epoxy resin painting, (7) friction stir processing/welding, (8) laser re-melting, (9) shot peening, (10) heat treatment. Non-common methods are also as follows: (1) laser-micro-machining, (2) electrochemical polishing, (3) ultrasonic abrasion, (4) electroplating, and (5) chemical post-processing treatment. The authors of this paper were able to support these claims through referencing various publications regarding this topic.
Aside from the listed post-processing techniques, an in situ technique known as hybrid AM is another avenue that can be used to improve the integrity of manufactured parts. This concept was highlighted by Merklien et al., where the current state of hybrid AM technologies were reviewed and detailed [72]. Based on this review, hybrid AM is defined as the application of two or more manufacturing processes used to improve the part quality of AM components. Generally, these techniques are done through hybrid machining, hybrid materials, and hybrid processes, which can help aid the final finish of AM energy-consuming products.
In one sense, through synergistically combining different additive and subtractive processes, the quality of manufactured products drastically increases. Flynn et al. have identified that through these specialized and sequential-based systems, parts can achieve more complex geometrical shapes and limit any issues regarding overhanging and internal characteristics [73]. The authors support this claim through their combined analysis of commercially available machines combined with the most up to-date literature regarding additive and subtractive processes for hybrid AM. These combined processes are especially helpful in low-volume, high-cost operations where equipment such as in the biomedical and weaponry field allow for a reduction in lead timing and specialized tool costs that would be normally found in traditional manufacturing processes. However, one crucial downfall of both additive/subtractive and post-manufacturing processes is the cost and time required for these processes. With many publications in this topic being published (including patents) within the last 5 years, AM process optimization has yet to be fully investigated. Given the improvement in process enhancements, there will be less of a reliance on the additional post/in-situ processes, which will help improve the total quality and performance of AM parts. This paper aims to collectively display all of the current literature on how to maximize surface quality from processing variables and how this can improve other surface properties such as hardness or wear. This will allow for less dependence on additional post-manufacturing processes and improvements in the general qualities of the AM part.
This entry is adapted from the peer-reviewed paper 10.3390/pr9010031