Titanium aluminides (TiAl) have the potential of substituting nickel-based superalloys (NBSAs) in the aerospace industries owing to their lightweight, good mechanical and oxidation properties. Functional simplicity, control of sintering parameters, exceptional sintering speeds, high reproducibility, consistency and safety are the main benefits of spark plasma sintering (SPS) over conventional methods. Though TiAl exhibit excellent high temperature properties, SPS has been employed to improve on the poor ductility at room temperature. Powder metallurgical processing techniques used to promote the formation of refined, homogeneous and contaminant-free structures, favouring improvements in ductility and other properties are discussed. This article further reviews published work on phase constituents, microstructures, alloy developments and mechanical properties of TiAl alloys produced by SPS. Finally, an overview of challenges in as far as the implementation of TiAl in industries of interest are highlighted.
- Titanium Aluminide
- Spark Plasma Sintering
- Microstructure
- Mechanical Properties
- Alloy development
1. Introduction
Titanium-based intermetallics can be defined as metallic materials consisting of approximate stochiometric ratios in ordered crystal structures [1]. These have properties such as low densities and high melting points, good high-temperature strength, resistance to oxidation and creep [2]. The research interest in intermetallics for at least the past 30 years according to Muktinutalapati & Nageswara [3] has been due to the need to replace the previously used NBSAs (8–8.5 g/cm3 in density) with lower density (4–7 g/cm3) materials, saving about 55% of the weight gain of turbine engines [4].
Much attention was given to titanium (Ti) and nickel-based aluminides amongst many others. Of interest for this research work is titanium aluminides (TiAl). According to Muktinutalapati and Nageswara, intermetallics around TiAl can be classified into two-alpha (α2)-Ti3Al and gamma (γ)-TiAl phase. The greatest disadvantage of α2-Ti3Al is poor toughness and fatigue crack growth, shifting much research and development more on γ-TiAl. These possess properties that include good creep and oxidation properties at elevated temperature applications, low densities (3.9–4.2 g/cm³ varying with composition), high stiffness and yield strength [5].
It has been over 20 years since the successful implementation of gamma titanium aluminide (γ-TiAl) alloys in aerospace components produced by companies such as General Electric Aircraft Engines, Pratt and Whitney and Rolls Royce [6][7][8]. The alloys have been employed in various aerospace components such as rotating and static engine components used in turbines, compressors, combustors, and nozzles. Research development of such alloys over the years primarily focused on the refinement of microstructure and improvement of properties, particularly ductility and formability, through compositional optimisations and the application of various processing technologies.
Compositional variations including controlling gaseous impurities such as oxygen (O) and nitrogen (N), and the addition of chromium (Cr) and manganese (Mn) to TiAl alloys have been previously addressed with the aim of ductility improvement [9][10][11]. Furthermore, employing wrought processing techniques followed by post-treatments have also been extensively experimented [12][13][14]. However, microstructural inconsistencies resulting from solidification and phase transformations further deteriorate and scatter the mechanical properties of the alloys [15][16]. Spark plasma sintering (SPS) presents an opportunity to consolidate metallic powder materials without the deviations mentioned above. The process employs DC pulses of high intensity and pressure to achieve the required sintering temperature under a specified time. The SPS technique has been used in a large number of investigations and has advantages compared to traditional techniques such as shorter holding times, lower sintering temperatures and marked increases on the properties of materials [17][18][19].
2. Alloy Development
During the initial advances in two-phase binary alloys, it was acknowledged that these alloys cannot be utilised owing to their poor oxidation and creep resistance [20]. Consequently, this resulted in a vast number of investigations aimed at understanding the effect of alloy additions in binary TiAl on the microstructure-property relations. To date, four generations [21][22] of TiAl alloys have been developed.
2.1. 1st and 2nd Generation of TiAl alloys
In this generation of alloys, elements such as Cr, V, Mn were added to Ti–(42–48)Al (at. %) to produce ternary alloys. These alloys were further processed using heat and thermomechanical treatments to improve ductility measures. In a previous study of interest [23], it was reported that additions of up to 4 at. % of Cr to binary Ti–(44–54)Al alloys consisting of DP microstructures led to partial ductilization due to the occupancy of Cr in Al lattice sites. Cr additions also modified the Al partitioning and the thermal stabilisation of transformed α2 laths comparable to findings made when 0.4 at. % of V was added [24].
The 2nd generation of TiAl is based on the following composition [20]:
where X = Cr, Mn, Y = Nb, Ta, W, Mo; Z = Si, B, C.
The additions of the elements, as mentioned above, shift the position of the phase boundaries in the Ti–Al binary phase diagram [20][25]. Additions of element X improve the mechanical properties of TiAl alloys by increasing flow stress [26], reducing the stacking fault energy and thus enhancing the susceptibility of twinning [25]. Zhu et al. [27] studied the effect of Cr additions on the microstructure and nanohardness of Ti–48Al binary alloy produced using a single roller melt spinning and arc melting processing routes. With 2 at. % Cr, the microstructure of the alloy ribbons was lamella with equiaxed α2 and small B2 phase particles. Additions of up to 4 at. % Cr increases the B2 phase grain sizes and the lamella structure disappears. The nanohardness of the alloys increased also with additions of up to 4 at. % of Cr. Additions of V and Mn have been reported [28] to increase the fracture and yield stresses much related to grain refinement and solid solution strengthening (particularly for V additions).
Adding elements like Ta, Mo and W (Y additions) improve the oxidation and creep properties at elevated temperatures. Recently [29], additions of 4 and 8 at. % of Ta to an SPS produced Ti-46.5Al alloy promoted the formation of an Al2O3 layer severing as a diffusion barrier on the metal-oxide interface, hence, resulting in outstanding resistance to oxidation. For further reading on the effect Ta on the oxidation performance of TiAl, the reader is referred to [30][31][32][33]. Remarkable creep properties were obtained in some research work [34][35][36] when Ta and W were added to TiAl alloys. Z additions such as B promote grain refinement utilising retarding grain growth in the α-phase field [25]. Moreover, the strength and resistance to creep is improved through the formation of Ti3AlC perovskite precipitates when C is added. Numerous work has been conducted to date [37][38][39][40][41] on the effect B and C have on the microstructure and mechanical properties of TiAl, attesting to the above alloy addition benefits.
2.2. 3rd and 4th Generation of TiAl Alloys
This generation of alloys contains high Mo and or Nb contents to promote precipitation hardening and were developed for applications at elevated temperatures. The third generation of TiAl alloys follow the constitution below [20]:
where X = Ta, Nb, Mn, Cr; Y = Zr, Hf, W, Mo; Z = C, B, Si and RE designates rare earth metals.
The addition of Zr is a known β-stabilizer, promoting occupancy of the Ti sites in the lattice of Ti-Al systems [42]. Furthermore, adding Zr to binary TiAl alloys improves compression strength. However, when added in the presence of Cr, the strength decreases with increasing elongation. Finally, phase evolutions occurring as a result of the existence of both Cr and Zr in Ti–43Al–4Nb–1Mo–0.1B (TNM-B1) alloy include the formation of ω, reduction of α2 and increments in the amount of β phases. Y rare earth metal additions promote grain refinement, thus improving ductility [43][44], elevated temperature deformability [45] and heat resistance [46]. The oxidation rate of TNM alloys can be reduced by ~0.1 at. % RE metal additions such as La or Er [47]. Conversely, additions of ~0.2 at. % of aforementioned RE metals can impair the resistance to oxidation through the formation of hillocks in the oxide scale.
The fourth generation of TiAl, commonly referred to as TNM alloys, exhibit excellent oxidation resistance through Nb and or Ta additions and outstanding creep properties promoted by Mo additions. In addition, these alloys are said to have excellent workability making them universally applicable for various processing routes other than casting and hot forming such as additive manufacturing and SPS [48]. Some of the alloys developed to date include the β-solidifying Ti–43.5Al–4Nb–1Mo–0.1B [48], Ti–46Al–8Nb and Ti–46Al–8Ta [49]. Wimler et al. [48] studied the capabilities of SPS coupled with subsequent heat treatments to produce a Ti–43.5Al–4Nb–1Mo–0.1B alloy with strength and creep performance at 750 °C comparable to those produced by conventional processing techniques. After SPS consolidation of the gas atomised powder alloy at 1300 °C, the microstructure produced consisted of a refined and homogeneous NL γ and β0. Subsequent two-step heat treatments resulted in the formation of NL γ, FL and NL β0 structures (in Figure 1) decreasing the lamella spacing from 83 ± 7 in the as-sintered condition to 10 ± 3 nm. It was concluded that the strength and creep properties at 750 °C (in Figure 2) obtained can keep up with that of the conventional routes of processing.
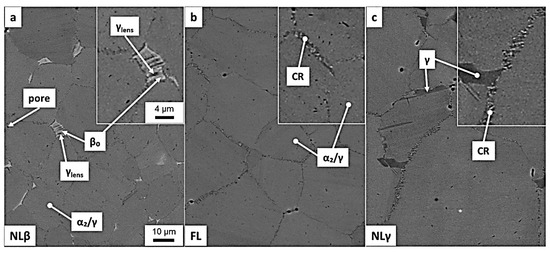
Figure 1. SEM images showing (a) NL beta (β); (b) fully lamella (FL); and (c) NL gamma (γ)microstructures after two-step heat treatment [48].
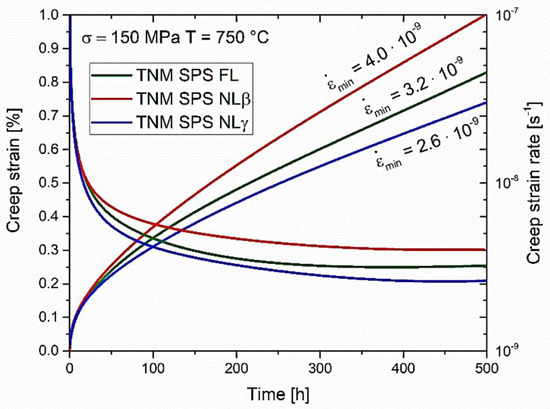
Figure 2. Plots of creep stress and strain versus time of the heat-treated microstructures tested at 750 °C and 150 MPa [48].
3. Perspectives and Conclusions
The realisation of the process has been highlighted by remarkable accomplishments in the production of a refined microstructure of γ-TiAl since it offers prompt rates of both heating and cooling. Currently, research and development have shifted attention to TiAl powder forming techniques such as DMM, GA, and, amongst others, pre-alloying. MA and SPS can be coupled in the production of nanocrystalline intermetallic TiAl owing to the advantages of obtaining non-equilibrium and amorphous phases, ultrafine grain sizes and, at the same time, retaining the grain size during consolidation. As an added advantage, SPS uses shorter holding times to obtain fully densified material as compared to conventional processes such as HIP. Consolidation methods aimed at balancing microstructure and properties have also been explored.
However, SPS shows an impressive balance of microstructure and mechanical properties.
A significant challenge in as far as TiAl alloys are concerned is commercialisation and costs. Although limited applications have been achieved, the reality is that implementation of TiAl alloys in both the automobile and aerospace industries is an on-going challenge. Although TiAl were designed as candidates to replace the Ni-based superalloys, the gap existing between the two is quite recognisable from both the properties and production costs perspective. Much research has been dedicated to improving the ductility at RT for TiAl alloys through compositional variations, opting for manufacturing technologies and thermomechanical treatments. These attempts aimed at refining and altering the microstructures and morphologies of the produced alloys. Advanced PM techniques present the opportunity to manufacture near-net-shape components with improved mechanical properties. However, challenges exist concerning methods that can be employed to characterise PM produced TiAl alloys effectively. Although the future seems exciting for TiAl alloys produced using PM, implementation on an industrial scale seems to lag far behind.
This entry is adapted from the peer-reviewed paper 10.3390/met10081080
References
- Taub, A.I.; Fleischer, R.L. Intermetallic compounds for high-temperature structural use. Science 1989, 243, 616–621.
- Wolff, I.M.; Hill, P.J. Platinum metals-based intermetallics for high-temperature service. Platin. Met. Rev. 2000, 44, 158–166.
- Muktinutalapati, N.R. Materials for gas turbines–an overview. In Advances in Gas Turbine Technology; IntechOpen: London, UK, 2011; Available online: https://www.intechopen.com/books/advances-in-gas-turbine-technology/materials-for-gas-turbines-an-overview (accessed on 1 May 2020).
- Leyens, C.; Peters, M. Titanium and Titanium Alloys: Fundamentals and Applications; John Wiley & Sons: Hoboken, NJ, USA, 2003.
- Clemens, H.; Smarsly, W. Light-weight intermetallic titanium aluminides–status of research and development. Adv. Mater. Res. 2011, 278, 551–556.
- Voice, W. The future use of gamma titanium aluminides by Rolls-Royce. Aircr. Eng. Aerosp. Technol. 1999, 71, 337–340.
- Bewlay, B.P.; Weimer, M.; Kelly, T.; Suzuki, A.; Subramanian, P.R. The science, technology, and implementation of TiAl alloys in commercial aircraft engines. MRS Online Proc. Libr. Arch. 2013, 1516, 49–58.
- Loria, E.A. Quo vadis gamma titanium aluminide. Intermetallics 2001, 9, 997–1001.
- Liu, B.; Liu, Y. 27-Powder metallurgy titanium aluminide alloys. In Titanium Powder Metallurgy; Elsevier Inc.: Amsterdam, The Netherlands, 2015; pp. 515–531.
- Lamirand, M.; Bonnentien, J.L.; Ferrière, G.; Guérin, S.; Chevalier, J.P. Relative effects of chromium and niobium on microstructure and mechanical properties as a function of oxygen content in TiAl alloys. Scr. Mater. 2007, 56, 325–328.
- Wang, Q.; Ding, H.; Zhang, H.; Chen, R.; Guo, J.; Fu, H. Influence of Mn addition on the microstructure and mechanical properties of a directionally solidified γ-TiAl alloy. Mater. Charact. 2018, 137, 133–141.
- Imayev, V.; Oleneva, T.; Imayev, R.; Christ, H.J.; Fecht, H.J. Microstructure and mechanical properties of low and heavy alloyed γ-TiAl + α2-Ti3Al based alloys subjected to different treatments. Intermetallics 2012, 26, 91–97.
- Larsen, J.M.; Worth, B.D.; Balsone, S.J.; Jones, J.W. An Overview of the Structural Capability of Available Gamma Titanium Aluminide Alloys; U.S. Department of EnergyOffice of Scientific and Technical Informatio: Oak Ridge, TN, USA, 1995.
- Tang, J.; Huang, B.; Liu, W.; He, Y.; Zhou, K.; Wu, A.; Peng, K.; Qin, W.; Du, Y. A high ductility TiAl alloy made by two-step heat treatment. Mater. Res. Bull. 2003, 38, 2019–2024.
- Lasalmonie, A. Intermetallics: Why is it so difficult to introduce them in gas turbine engines? Intermetallics 2006, 14, 1123–1129.
- Lagos, M.A.; Agote, I. SPS synthesis and consolidation of TiAl alloys from elemental powders: Microstructure evolution. Intermetallics 2013, 36, 51–56.
- Munir, Z.A.; Anselmi-Tamburini, U.; Ohyanagi, M. The effect of electric field and pressure on the synthesis and consolidation of materials: A review of the spark plasma sintering method. J. Mater. Sci. 2006, 41, 763–777.
- Couret, A.; Molénat, G.; Galy, J.; Thomas, M. Microstructures and mechanical properties of TiAl alloys consolidated by spark plasma sintering. Intermetallics 2008, 16, 1134–1141.
- Jaramillo, D.; Cuenca, R.; Juárez, F. Sintering comparison of NiCoCrAl-Ta powder processed by hot pressing and spark plasma. Powder Technol. 2012, 221, 264–270.
- Clemens, H.; Mayer, S. Design, Processing, Microstructure, Properties, and Applications of Advanced Intermetallic TiAl Alloys. Adv. Eng. Mater. 2013, 15, 191–215.
- Kim, Y.W.; Dimiduk, D.M. Progress in the understanding of gamma titanium aluminides. JOM 1991, 43, 40–47.
- Kim, Y.W. Ordered intermetallic alloys, part III: Gamma titanium aluminides. JOM 1994, 46, 30–39.
- Huang, S.C.; Hall, E.L. The effects of Cr additions to binary TiAl-base alloys. Met. Trans. A 1991, 22, 2619–2627.
- Huang, S.C.; Hall, E.L. Characterization of the effect of vanadium additions to TiAl base alloys. Acta Met. Mater. 1991, 39, 1053–1060.
- Kothari, K.; Radhakrishnan, R.; Wereley, N.M. Advances in gamma titanium aluminides and their manufacturing techniques. Prog. Aerosp. Sci. 2012, 55, 1–16.
- Hashimoto, K. High-Temperature Tensile Properties of Ti-Al-X (X=Cr,W) Consisting of Î ± 2, Î2 and Î3 in Three Phases. Mater. Sci. Forum 2012, 706–709, 1066–1070.
- Zhu, D.D.; Wang, H.W.; Qi, J.Q.; Zou, C.M.; Wei, Z.J. Effect of Cr addition on microstructures and nanohardness of rapidly solidified Ti–48Al alloy. Mater. Sci. Technol. 2012, 28, 1385–1390.
- Kawabata, T.; Fukai, H.; Izumi, O. Effect of ternary additions on mechanical properties of TiAl. Acta Mater. 1998, 46, 2185–2194.
- Cobbinah, P.V.; Matizamhuka, W.; Machaka, R.; Shongwe, M.B.; Yamabe-Mitarai, Y. The effect of Ta additions on the oxidation resistance of SPS-produced TiAl alloys. Int. J. Adv. Manuf. Technol. 2020, 106, 3203–3215.
- Pelachová, T.; Lapin, J. Cyclic oxidation behaviour of intermetallic Ti-46Al-8Ta alloy in air. Kov. Mater 2015, 53, 415–422.
- Yuanyuan, L.; Weidong, Z.; Zhengping, X.; Xiaonan, M.; Yingli, Y.; Jinping, W.; Hangbiao, S. Microstructure, mechanical properties and oxidation behavior of a hot-extruded TiAl containing Ta. Rare Met. Mater. Eng. 2015, 44, 282–287.
- Mitoraj, M.; Godlewska, E.M. Oxidation of Ti–46Al–8Ta in air at 700 °C and 800 °C under thermal cycling conditions. Intermetallics 2013, 34, 112–121.
- Popela, T.; Vojtěch, D.; Novák, P.; Knotek, V.; Průša, F.; Michalcová, A.; Novák, M.; Šerák, J. High-temperature oxidation of Ti-Al-Ta and Ti-Al-Nb alloys. Metal 2010, 18, 1–4.
- Lapin, J.; Pelachová, T.; Dománková, M. Long-term creep behaviour of cast TiAl-Ta alloy. Intermetallics 2018, 95, 24–32.
- Lapin, J.; Pelachová, T.; Dománková, M. Creep behaviour of a new air-hardenable intermetallic Ti–46Al–8Ta alloy. Intermetallics 2011, 19, 814–819.
- Hodge, A.M.; Hsiung, L.M.; Nieh, T.G. Creep of nearly lamellar TiAl alloy containing W. Scr. Mater. 2004, 51, 411–415.
- Fang, H.; Chen, R.; Yang, Y.; Tan, Y.; Su, Y.; Ding, H.; Guo, J. Effects of Boron On Microstructure Evolution and Mechanical Properties in Ti46Al8Nb2.6C0.8Ta Alloys. Adv. Eng. Mater. 2019, 21, 1900143.
- Li, M.; Xiao, S.; Xiao, L.; Xu, L.; Tian, J.; Chen, Y. Effects of carbon and boron addition on microstructure and mechanical properties of TiAl alloys. J. Alloy. Compd. 2017, 728, 206–221.
- Čegan, T.; Szurman, I. Thermal stability and precipitation strengthening of fully lamellar Ti-45Al-5Nb-0.2 B-0.75 C alloy. Met. Mater. 2018, 55, 421–430.
- Wang, Q.; Ding, H.; Zhang, H.; Chen, R.; Guo, J.; Fu, H. Variations of microstructure and tensile property of γ-TiAl alloys with 0–0.5at% C additives. Mater. Sci. Eng. A 2017, 700, 198–208.
- Li, M.; Xiao, S.; Chen, Y.; Xu, L.; Tian, J. The effect of boron addition on the high-temperature properties and microstructure evolution of high Nb containing TiAl alloys. Mater. Sci. Eng. A 2018, 733, 190–198.
- Bazhenov, V.E.; Kuprienko, V.S.; Fadeev, A.V.; Bazlov, A.I.; Belov, V.D.; Titov, A.Y.; Koltygin, A.V.; Komissarov, A.A.; Plisetskaya, I.V.; Logachev, I.A. Influence of Y and Zr on TiAl43Nb4Mo1B0. 1 titanium aluminide microstructure and properties. Mater. Sci. Technol. 2020, 36, 548–555.
- Xu, W.; Huang, K.; Wu, S.; Zong, Y.; Shan, D. Influence of Mo content on microstructure and mechanical properties of β-containing TiAl alloy. Trans. Nonferrous Met. Soc. China 2017, 27, 820–828.
- Wu, Y.; Hwang, S.K. Microstructural refinement and improvement of mechanical properties and oxidation resistance in EPM TiAl-based intermetallics with yttrium addition. Acta Mater. 2002, 50, 1479–1493.
- Kong, F.T.; Chen, Y.Y.; Li, B.H. Influence of yttrium on the high temperature deformability of TiAl alloys. Mater. Sci. Eng. A 2009, 499, 53–57.
- Stringer, J. The reactive element effect in high-temperature corrosion. Mater. Sci. Eng. A 1989, 120, 129–137.
- Hadi, M.; Bayat, O.; Meratian, M.; Shafyei, A.; Ebrahimzadeh, I. Oxidation Properties of a Beta-Stabilized TiAl Alloy Modified by Rare Earth Elements. Oxid. Met. 2018, 90, 421–434.
- Wimler, D.; Lindemann, J.; Clemens, H.; Mayer, S. Microstructural Evolution and Mechanical Properties of an Advanced γ-TiAl Based Alloy Processed by Spark Plasma Sintering. Materials 2019, 12, 1523.
- Saage, H.; Huang, A.J.; Hu, D.; Loretto, M.H.; Wu, X. Microstructures and tensile properties of massively transformed and aged Ti46Al8Nb and Ti46Al8Ta alloys. Intermetallics 2009, 17, 32–38.