The detection of product defects is essential in quality control in manufacturing. This study surveys stateoftheart deep-learning methods in defect detection. First, we classify the defects of products, such as electronic components, pipes, welded parts, and textile materials, into categories. Second, recent mainstream techniques and deep-learning methods for defects are reviewed with their characteristics, strengths, and shortcomings described. Third, we summarize and analyze the application of ultrasonic testing, filtering, deep learning, machine vision, and other technologies used for defect detection, by focusing on three aspects, namely method and experimental results. To further understand the difficulties in the field of defect detection, we investigate the functions and characteristics of existing equipment used for defect detection. The core ideas and codes of studies related to high precision, high positioning, rapid detection, small object, complex background, occluded object detection and object association, are summarized. Lastly, we outline the current achievements and limitations of the existing methods, along with the current research challenges, to assist the research community on defect detection in setting a further agenda for future studies.
- defect detection
- quality control
- deep learning
1. Introduction
In the manufacture of mechanical products in complex industrial processes, defects such as internal holes [1], pits [2], abrasions [3], and scratches [4] arise, due to failure in design and machine production equipment as well as unfavorable working conditions. Products may also easily corrode [5] and be prone to fatigue [6] because of daily application. These defects increase the costs incurred by enterprises, shorten the service life of manufactured products, and result in an extensive waste of resources, thereby causing substantial harm to people and their safety [7]. Hence, detecting defects is a core competency that enterprises should possess in order to improve the quality of the manufactured products without affecting production. Automatic defect-detection technology has obvious advantages over manual detection. It not only adapts to an unsuitable environment but also works in the long run with high precision and efficiency. Research on defect-detection technology can reduce the production cost, improve production efficiency and product quality, as well as lay a solid foundation for the intelligent transformation of the manufacturing industry.
Therefore, many scholars have reviewed defect-detection-related technologies and applications to provide references for the application and research of defect-detection technology. For example, in view of the defect-detection technology applied by pharmaceutical products, Lalit Mohan Kandpal et al. [8]. summarized the application of hyperspectral [9], vibration spectrum [10], infrared [11], and other spectral technologies. For surface defect detection of manufactured products, Xianghua Xie [12] systematically recent advances in surface detection using computer vision and image processing techniques. By comparing the findings of past studies, they find that surface defect detection based on image processing requires high real-time performance in industrial applications. For fabric defect detection, scholars [13,14] reviewed the application and development of defect-detection methods commonly used in the production of textile fabrics from the perspective of defect-detection development of the textile industry production. Thermal imaging technologies are widely used in many industrial areas. I. Jorge Aldave [15] focused on the comparison of results obtained with commercially available non-experimental IR methods to provide references for the cameras in the field of non-destructive defect detection. Defect-detection technology is a hot topic in the industry and academia. However, scholars have yet to categorize product defect types (for example, steel [16] and textile [17]), the main detection techniques, summary of applications of defect-detection technology, existing equipment for defect detection, and other prospects. In addition, the mainline, review, and summary of the research status of relevant technologies locally and abroad have yet to be realized.
This paper first classifies the common defects of electronic components, pipes, welding parts, and textile materials, as shown in Figure 1. Then, it summarizes the mainstream deep-learning technology for defect detection and its application status and analyzes the application situation of the main defect-detection equipment, in order to provide reference for defect-detection technology in theory and practical application.
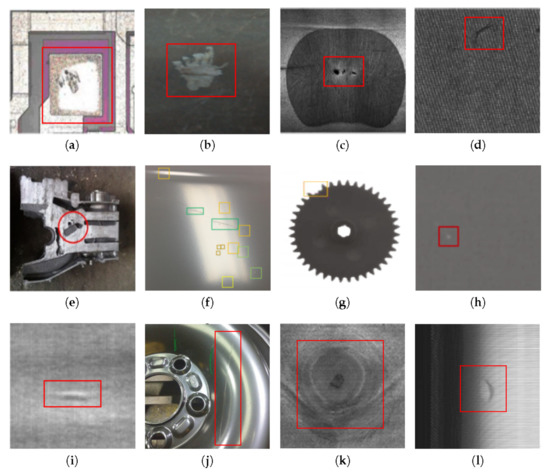
Figure 1. Defects in different areas: (a) metallization peeloff of electronic components [18]. (b) pipeline corrosion [19]. (c) defective with gas pore [20]. (d) defect bigknot of textile materials [21]. (e) shrinkage and porosity defect of Casting [22]. (f) defects in green, yellow, orange bounding box are scratch, cratering, hump, respectively in carbody [23]. (g) Lack defect of gear [24]. (h) light leakage defect on mobile screen [25]. (i) Convexity defect in aluminum foil [26]. (j) Scratch defect of the wheel hub [27]. (k) Branch defect of wood veneer [28]. (l) Bubble defect of tire sidewall [29].
2. Survey of Defect-Detection Technologies
Product defect-detection technology is mainly to detect the surface and internal defects of products. The defect-detection technology refers to the detection technology of spot, pit, scratch, color differences and defect on the product surface. Internal defect-detection technology mainly includes internal flaw detection, hole detection and crack detection [30]. At present, several methods are used to detect product quality, including deep learning [31], magnetic powder [32], eddy current testing [33], ultrasonic testing [34], and machine vision [35] detection methods.
Wet magnetic particle detection mixes the magnetic powder in water, oil, or other liquid media. Magnetic powder marks the location of defects through liquid pressure and the attraction of the external magnetic field [32,36,37]. The moisture detection method has high sensitivity, and the liquid medium is recyclable [38,39]. Dry Magnetic powder testing [40] directly attaches magnetic powder onto the surface of the magnetized workpiece for defect detection. This method is used for the local inspection of defects in large casting, welding parts, and other segments that are unsuitable for wet detection. The continuous magnetic particle detection method detects defects in magnetic suspension or powder under the external magnetic field [41]. The method can be used to observe the defects in the external magnetic field. Several factors that influence the precision of Magnetic powder testing include roughness and the profile of the test piece, the geometrical characteristics of defects, the selected magnetization method, and the quality of operators [42]. Meanwhile, the factors that influence the sensitivity of Osmosis testing are imaging reagent, the performance of osmotic fluid, quality of operators, and the influence of defects. Factors that influence the accuracy of the detection of eddy current are the type and parameters of coil and material and the profile of the test piece [43,44].
The ultrasonic testing effect is affected by the angle between the defect surface and the ultrasonic propagation direction [34,45]. If the angle is vertical, then the signal returned is strong, and the defect is easily detected. If the angle is horizontal, then the signal returned is weak, which makes detecting a leak easy. Therefore, selecting the appropriate detection sensitivity and corresponding probe to reduce leakage detection is necessary [46]. The factors that influence ultrasonic testing include projection direction, probe effectiveness, sound contact quality, and instrument operating frequency [47,48].
Machine vision detection mainly consists of image acquisition and defect detection and classification. Because of its fast, accurate, non-destructive and low-cost characteristics, machine vision is widely used. Machine vision identifies objects mainly based on the color, texture and geometric features of objects. The quality of image acquisition determines the difficulty of image processing. In turn, the quality of the image processing algorithm directly affects the accuracy and error detection rate of defect detection and classification [49,50,51]. The deep-learning method is also a defect-detection method that is based on image processing, which is widely used to obtain useful features in massive data [52].
Clearly, the traditional defect-detection techniques and the popular deep-learning defect-detection techniques have their advantages. The traditional detection methods are highly focused. For instance, Osmosis testing technology [53] is only suitable for detecting defects in highly permeable and non-porous materials and have certain advantages over other general methods. However, most of the traditional detection methods still need to rely on manual assistance to complete, especially when a certain amount of instrument debugging is required before testing, and the equipment development cost is high, which is not highly adaptable and limited by the equipment life and manufacturing accuracy. Innovative defect-detection techniques, particularly machine vision and deep-learning methods [54,55,56], have become the most popular in recent years and are one of the key technologies for automating defect detection due to their versatility and lack of reliance on human assistance. Compared to traditional defect detection methods, the new technologies offer better inspection results and lower costs, but still rely on large amounts of learned data to drive model updates and improve inspection accuracy.
3. Survey of Deep-Learning Defect-Detection Technologies
Deep-learning technology has developed rapidly and made great success in object detection [61], intelligent robot [62], saliency detection [63], parking garage sound event detection [64], sound event detection for smart city safety [65,66], UAV blade fault diagnosis [67,68,69] and other fields [70,71,72]. Deep learning has a kind of deep neural network structure with multiple convolutions layer. By combining low-level features to form a more abstract high-level representation of attribute categories or features, the data can be better reached in abstract ways such as edge and shape to improve the effectiveness of the deep-learning algorithm [70], Therefore, many researchers try to use deep-learning technology to defect detection of product and improved the product quality [71,72,73,74]. Table 2 summarizes the advantages and disadvantages of deep-learning methods commonly used in product defect detection. It mainly includes convolutional neural network (CNN) [75], autoencoder neural network [74,76], deep residual neural network [77], full convolution neural network [78], and recurrent neural network [79,80].
Table 2. Deep-Learning Defect-Detection Methods.
| Methods | Strengths | Weaknesses | Applicable |
|---|---|---|---|
| CNN | It has a strong learning ability for high-dimensional input data and can learn abstract, essential and high-order features from a small amount of preprocessed and even the most original data. | The good expression ability and the calculation complex will increase with the increase of network depth. | Unlimited material |
| Autoencoder neural network | It has a good object information representation ability, can extract the foreground region in the complex background, and has good robustness to the environment noise. | The input and output data dimensions of the autoencoder machine must be consistent. | Unlimited material |
| Depth residual neural network | The residual network has lower convergence loss and does not overfit, so it has better classification performance. | The network must cooperate with deeper depth to give full play to its structural advantages. | Unlimited material |
| Full convolution neural network | It can extract the feature of any size image, and obtain the high-level semantic prior knowledge matrix, which has a good effect on semantic level object detection. | The feature matrix transformation combined with the underlying features is needed, and the convergence speed of the model is slow. | Unlimited material |
| Recurrent neural network | When there are fewer sample data, we can learn the essential features of the data and reduce the loss of data information in the process of pooling. | With the increase of the number of iterations in the network training process, the recurrent neural network model may appear overfitting phenomenon. | Unlimited material |
(1) Using the CNN to defect detection of product [75]. CNN is a feedforward neural network. CNN consist of one or more convolutional layers and fully connected layers, as well as associated weights and pooling layers [81]. Literature [82] is a very popular LeNet convolution neural network structure. LeNet network structure can be used to detect defects in two situations: one is to design a complex multi-layer CNN structure, use different network structure to extra image content features, and complete end-to-end training to detect defects in images [56,83]; the other is to combine CNN with CRF model, train CNN with CRF energy function as constraint or optimize network prediction results with CRF. And to achieve the detection of product defects [71].
(2) The product defect-detection technology based on the neural network [74,76]. Autoencoder network mainly includes two stages: coding and decoding. In the coding stage, the input signal is converted into a coding signal for feature extraction; in the decoding stage, the feature information is converted into a reconstruction signal, and then the reconstruction error is minimized by adjusting the weight and bias to realize the defect detection [84]. The difference between autoencoder networks and other machine learning algorithms is that the learning goal of the autoencoder network is not for classification, but for feature learning [85,86]. It also has a strong ability of autonomous learning and highly nonlinear mapping. It can learn nonlinear metric functions to solve the problem of segmentation of complex background and foreground regions [87].
(3) The product defect-detection technology of deep residual neural network [77]. The deep residual network adds a residual module on the basis of the convolutional neural network. The residual network is characterized by easy optimization and can improve the accuracy by increasing the network depth [88,89]. CNN, Generative Adversarial Networks [90], etc. with the depth of the network increases, the extraction feature increases, but it is easy to cause the activation function not to converge. The purpose of the deep residual network is to optimize the increasing number of network layers with residual while increasing the network structure, so that the output and input element dimensions of the convolution layer in the residual unit are the same, and then through the activation function to reduce the loss.
(4) Full convolution neural network [78]. The fully connected layer is a connection between any two nodes between two adjacent layers. A fully connected neural network uses a fully connected operation, so there will be more weight values, which also means that the network will take up more memory and calculations [91]. During the calculation of the fully connected neural network, the feature map generated by the convolution layer is mapped into a fixed-length feature vector. The full convolution neural network can accept the input image of any size, and use the deconvolution layer to sample the feature map of the last convolution layer, it can recover to the same size of the input image.so that a prediction can be generated for each pixel, while retaining the spatial information in the original input image, and finally classify the feature map of the upper sampling pixel by pixel.
(5) Recurrent neural network recursively from the evolution direction of sequence data and all cyclic units are connected in a chain manner, and the input is sequence data [79,80]. The CNN model mainly extracts the feature information of input layer test samples through convolution and pooling operations. The recurrent neural network uses the recurrent convolution operation to replace the convolution operation on CNN. The difference is that the recurrent neural network does not perform the pooling layer operation to extract the features after the recurrent operation to extract the input layer features, but uses the recurrent convolution operation to process the features of the samples.
This entry is adapted from the peer-reviewed paper 10.3390/ma13245755