Your browser does not fully support modern features. Please upgrade for a smoother experience.
Please note this is an old version of this entry, which may differ significantly from the current revision.
Additive manufacturing technologies are used in various high-tech industries. Additive methods for the production of prostheses, implants and other products of complex geometric shapes made of polymer materials are being actively studied and introduced. A large number of studies are associated with the use of polylactide (PLA), polyether ether ketone (PEEK), polyamides and other biocompatible materials when printing using fused filament/granular fabrication (FFF/FGF).
- FFF
- 3D printing
- additive manufacturing
- polymer extrusion
- extrusion temperature
- thermocycle control
- real-time control
1. The Main Disadvantages of Fused Filament 3D Printing Technology
The main disadvantage of fused filament (FFF) technology is the low mechanical properties of products [1][2][3][4][5][6][7][8][9], which limits its use for printing functional products. At the same time, it is possible to have different orientations of the product on the printing platform [3][8][10][11], different strategies for filling the layer [8][9][12], and different directions or angles of laying the thermoplastic beads inside the layer [8][10][11][12][13][14]. If the quality of the welds is low and unstable, this leads to an increase in the anisotropy of the mechanical properties of the product. Inside the layer, this is caused by the difference between the bonding strength of the product along the beads of the material and across it where the welding takes place. The strength of the interlayer weld is less than the strength of the weld between the thermoplastic beads inside the layer and is considered as the main problem [3][5][6][7][15].
Ensuring a high and stable quality of welds can reduce anisotropy and increase the mechanical properties of products [10].
2. The Mechanism of Material Formation by Welding of Thermoplastic Beads during the Fused Filament Printing Process
In the FFF printing process, the polymer melt (filler material) is applied to the previous layer being in a highly elastic state, or in a glass transition state. At the same time, heating of the previous layer leads to welding of the beads. During the welding process, a short-term partial melting of the surface of the previous layer may occur [1][3][15][16].During the printing process, the extruded bead is pressed against the previous layer by the nozzle and is deformed, exerting pressure on the adjoining bead, and contributing by that to the formation of a weld [16][17][18][19][20].
The process of welding of thermoplastic beads is a series of steps, including physical contact and activation of the welded surfaces, the growth of the neck between the thermoplastic beads (coalescence), and intermolecular diffusion (healing) across the interface (contact zone) [21]. In the study of the weld quality, insufficient degrees of coalescence and healing are considered as the main reasons for the low mechanical properties of printed products [1][6][22]. Figure 1 shows a schematic representation of these processes.
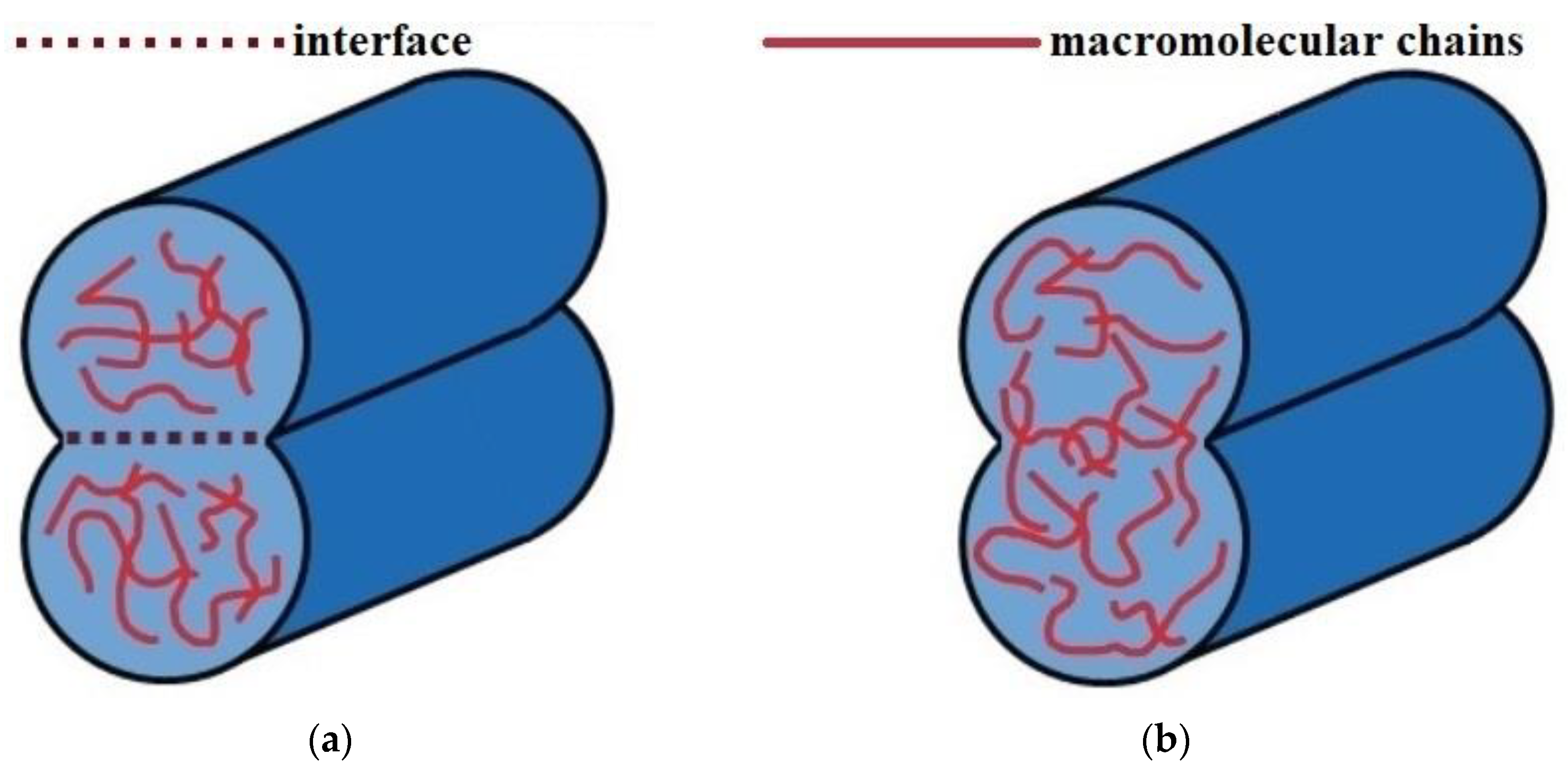
Figure 1. Schematic representation of thermoplastic beads welding in the FFF printing process: (a) the process of coalescence (neck growth); (b) the process of intermolecular diffusion (healing).
Currently, the two-dimensional Frenkel model [23] and its modifications (Eshelby [24], Pokluda [25]) are used to determine the degree of coalescence of thermoplastic beads, describing the coalescence of two spheres of a Newtonian viscous incompressible fluid under isothermal conditions, uniform deformation and absence of external forces (gravity, pressure). The Frenkel model was further developed into the two-dimensional model of the fusion of two infinite cylinders. It was first proposed by Hirao and Tomozawa [26], and fully formulated by Defauchi [27]. The Hopper [28][29] and Balani [30] models are also known, and they describe the coalescence process of two cylinders by solving the Navier–Stokes equations. Under non-isothermal conditions, which are typical for FFF printing, it is necessary to take into account the temperature dependence of the viscosity of the material and the surface tension forces driving the coalescence process, as well as the evolution of the temperature field at the interface of the beads (contact zone) as well [22].
To determine the degree of healing (diffusion), the reptation theory of De Gennes [31] and its modifications (Wool et al. [32]) are used. They describe the mobility of macromolecules during the formation of a bond at the interface of thermoplastic beads. The time required for complete healing is determined by the maximum relaxation time (reptation time) of the thermoplastic material and depends on the welding temperature Tw in the contact zone and its evolution [22].
The adequacy of these models was shown in the studies [2][6][33][34][35][36][37][38], the results of which demonstrated the dependence of the mechanical properties of printed products on the degree of coalescence and healing between the thermoplastic beads. These works [22][39][40][41][42][43][44] show modifications of coalescence and healing models to account for the non-isothermal characteristics of the FFF printing process, and demonstrate a more accurate correspondence to the results of the experiments. The following works [20][42][43] describe two-dimensional models of the coalescence of beads in the form of an ellipse, rather than a cylinder, thus considering their deformation when applied to the previous layer.
The processes of coalescence and intermolecular diffusion (healing) between the thermoplastic beads during the FFF printing process occur at a welding temperature Tw in the contact zone above the glass transition temperature Tg with amorphous polymers [10][45][46] or above the crystallization temperature Tc with semi-crystalline polymers [3][10][20][22][45][46]. Moreover, the coalescence process is most intensive at a temperature Tw above the flow temperature with amorphous polymers [33][36][46] and the melting temperature with semi-crystalline polymers accordingly [35][46]. Welding duration and temperature Tw depend on the combination of the temperature of the extrudate Text and the previous layer, as well as the conditions of heat removal. At the same time, printing the product layer-by-layer involves cyclic heating of the previous layers, and that affects the quality of the welds between them during the entire printing process of the product.
Thus, information about the thermal cycle of the FFF printing process and its control are critical for improving the mechanical properties of printed products. The influence of temperature Tw and welding duration on the degree of coalescence of the beads of thermoplastic material can be seen from the results of electron microscopy of the cut surfaces of products made with different printing parameters [4][5][6][16][18][47][48][49][50][51][52]. These papers [6][16][49][53] also compare the sizes of the neck between the beads in different areas of the same product, that demonstrates unstable quality of the welds both inside and between the layers. The lower the degree of coalescence, the higher the porosity of the product and the lower its mechanical properties.
3. Studying the Thermal Cycle of the Fused Filament Printing Process and Influence of Technological Parameters of Printing
There is a significant number of studies [2][21][54][55][56][57][58][59][60][61][62] devoted to the analysis of the thermal cycle of the FFF printing process and ways to influence it by using the base FFF process parameters, namely the nozzle temperature (extrusion Text), temperature of the heated platform Tpl, printing speed (or printing time of a layer), ambient temperature in the printing area. All technological parameters of printing except for the nozzle temperature directly affect the temperature of the previous layer. The analysis of the thermal cycle is usually performed by studying the evolution of temperature values (temperature Tw) at some given point in the contact zone between layers of material using various experimental hardware (thermocouples, pyrometry, thermography) or using mathematical modeling based on primary experimental data. The relation of temperature and time reflects the process of cyclic heating in the contact zone when applying subsequent layers of material. The result of most studies is the shift and maintenance of temperature Tw values, above temperatures Tg or Tc during cyclic heating of the layers of the material to the possible extent. It is necessary to keep welding temperatures Tw as high as possible without polymer degradation. Higher values of Tw increase not only the duration of welding but also the rate of growth of the neck due to the influence of temperature on the viscosity of the material [22][39][40][63]. This also reduces the time required for both the completion of the coalescence process and intermolecular diffusion. At the same time, as the temperature in the contact zone cools down and decreases, the processes of neck growth and intermolecular diffusion slow down. The authors of [22] proposed to use diagrams of the dependence of the degree of coalescence and healing on temperature and time under isothermal conditions to estimate the required duration and temperature Tw of welding on the example of PEKK material. Moreover, the results of the numerical simulation showed that with an increase in the ambient and extrusion temperature Text, as well as printing speed of product made of PEKK, it was possible to achieve an increase in the degree of coalescence between the beads of the material from 0.11 to 0.28. At the same time, the process of intermolecular diffusion proceeds and completes much faster than the growth of the neck.
Another measure is to maximize the duration of the welding process in the FFF printing process [1][2][6][7][20][47][58], that leads to increase in the time at which the temperature Tw in the contact zone above Tg or Tc. The authors of [2] state that the shift of only the peak values of temperature Tw above temperature Tg on the example of ABS and TPU during cyclic heating made it possible to increase the strength of the welds between plates made of these materials. This result was achieved by increasing the temperature of the heated platform Tpl, extrusion temperature Text and printing speed. The rise in temperature Tpl, from 303 to 341 K provided an increase in the strength of the welds from 0.86 to 1.66 MPa (93%). The rise in the temperature Text from 513 to 533 K provided an increase in the strength of the welds by 15.3%. And the rise in the printing speed from 8 to 12 mm/s provided an increase in the strength of the welds by 5.6%. The authors of [7][58] proposed the concept of equivalent welding time, in which the welding time of a non-isothermal FFF printing process is recalculated for the selected reference temperature Tref = 503 K in the isothermal case. The authors thus established the dependence between the strength of the weld and welding time during the printing process. An increase in the temperature Text from 483 to 543 K and the printing speed from 3 to 100 mm/s, when printing an ABS product, made it possible to increase the equivalent welding time from 0.01 to 0.12 s and the strength of the welds between the layers by 3 fold. Platform temperature Tpl remained constant and equal to 383 K. Thus, the duration of welding correlates with the welding temperature Tw. For a better understanding of the influence of the technological parameters of FFF printing on the mechanical properties of products, let researchers consider the results of a number of other studies.
In [3], reducing of the printing time of the layer led to a shift and maintenance of the temperature values Tw above the temperature Tc on the example of PLA, which provided an increase in the strength of the bond between the layers by 23%. In [4], an increase in the impact strength of PLA products by 113% is reported in the case of an increase in temperature Tpl from 303 to 433 K. It is known from [10] that when products made of PA1012 were printed, an increase in the temperature Text from 473 to 493 K provided an increase in the strength of the bond between the layers from 12 to 26 MPa. The relationship between the base FFF process parameters and the outcoming mechanical characteristics is also studied in [16][47][48].
The decrease in the welding temperature Tw as it moves away from the platform, as well as the unevenness of the temperature field in the volume of the product (along all axes) during the printing process is noted in many studies and is presented as the results of thermography or pyrometry [3][49][55][59][60][64], and the results of electron microscopy of products [4][5][6][16][18][47][48][49][50]. This phenomenon is explained by a change in the heat removal conditions during the printing process and cannot be compensated only by a change in the printing speed, temperature Tpl or the environment temperature. The lower layers are exposed to temperature for a longer time, which provides a greater degree of coalescence and healing between the beads of the material [4][6][65]. The effect of platform temperature Tpl on the welding quality is limited by the size of the product, namely its height (Z axis).
Control of the thermal cycle of the FFF printing process by changing the temperature of the platform Tpl or the printing speed is not universal and loses its effectiveness as the size of the product increases both in the XY plane and along the Z axis. The problem of printing products of complex geometric shapes and large-sized products in constantly changing heat removal conditions is directly set in the studies [1][7][8][22][65][66][67][68][69].
The limited possibilities of improving the mechanical properties of products by changing the base FFF process parameters led to the use of additional energy sources, such as ultraviolet lamps or lasers for local heating of the previous layer to reach the glass transition temperature Tg or crystallization temperature Tc before applying the next layer [70][71][72][73]. The presented results demonstrate the high efficiency of the proposed methods; however, the lack of regulation of the power of the sources does not enable considering the change in the conditions of the heat removal during the printing process. This leads to local overheating of the previous layers and additional thermal deformations of the products [3][57][61][71][72][74][75].
4. Mathematical Modeling of the Fused Filament Printing Process
Currently, mathematical modeling is used both for the study of temperature fields and the analysis of the thermal cycle of the FFF printing process, and for the assessment of residual stresses and thermal deformations of the product.
Study [76] shows a finite element model of the FFF printing process, which uses the technologies of “killing” and “aliving” of the elements. The deposition process is modeled by the initial “killing” of all elements of the voxel model of the product, followed by the “aliving” of that part, where the volumetric heat source moves along the trajectory of the extruder. The paper analyzes the influence of the key parameters of the deposition process on the temperature field, the distribution of stresses and thermal deformations. The optimal parameters of deposition in an environment with a given temperature were determined and the results of the modeling were verified. It is revealed that the greatest influence on the magnitude of thermal deformations is exerted by the temperature in the sealed chamber of the 3D printer. A similar model is described in [77], and it was used to study the temperature field during deposition of product and selection of the deposition speed. A similar method of modeling the 3D printing process was also used for metal deposition [78]. The third similar model is described in [79], and was used to study the distribution and magnitude of residual stresses. The paper proposes two approaches to modeling the process of layer-by-layer deposition. The first approach is about simulating the application of a bead of material by sequentially activating elements with an initial temperature corresponding to the extrusion temperature Text, in accordance with the trajectory of the extruder, and the second one is about “aliving” the whole layer of the model at once. The authors conclude that although both approaches enable studying temperature fields with sufficient reliability, with the “aliving” of the whole layer it is not possible to study the distribution of residual stresses. The study in [80] shows that the technology of “killing” and “aliving” elements with a given initial temperature of activated elements is used in the same way as [79] to study the process of laying out one bead of material, using ABS as an example, and [81] shows laying out composite material and evaluating thermal deformations of a printed product. A similar model was used in [82] to study the temperature field and thermal deformations when printing from ABS, and in [83] to study the thermal cycle when printing from PLA, followed by verification of the model by experiment. As a result, the experiment showed that the maximum welding time is achieved at the maximum layer height, temperatures Text and Tpl, and low print speed. However, to reduce thermal deformations and stresses, it is recommended to reduce the temperature Text and layer height.
Mathematical models [84][85][86][87] of the process of laying out a bead of molten thermoplastics when solving problems of polymer hydrodynamics with the original numerical method proposed in [84] for solving problems of layer-by-layer deposition are of particular interest. Such models enable researchers to study the process of layer formation as a result of the coalescence of beads and the formation of a multilayer structure in more detail. It is also possible to perform a more accurate assessment of the influence of the technological parameters of the layer-by-layer deposition process on the formation of the bead and the whole product, and to identify the features of deposition with specific types of thermoplastics.
In [88], the process of extrusion of a single bead of material onto a platform is also studied, but without taking into account hydrodynamic effects. The simulation results demonstrate the temperature distribution in the material (PLA), both inside the extruder and after its extrusion onto the platform during the movement of the extruder.
Two-dimensional and three-dimensional mathematical models are described in [22][59][89][90]. Their purpose is to study the thermal cycle of the FFF printing process, as well as the coalescence and intermolecular diffusion of the applied material with the previous layer or bead to determine the printing parameters that ensure the highest quality of the welds.
The approach presented for controlling the process of three-dimensional printing with the regulation of the heating power of the polymer in the nozzle based on the results of numerical simulation uses a specially developed algorithm. Such a method has already proven itself well when there is deposition of metal materials [91]. It is proposed to use the results of numerical studies of the temperature fields of the product (sample) in the printing process using real-time control methods in the algorithm of numerical implementation to determine the parameters of the thermal input required for the layer or segment of the layer. In [92][93], the developed specialized extruders with induction heating are presented. They significantly reduce the inertia of heating and cooling the nozzle. Their use enables adjusting the extrusion temperature Text in a predetermined fashion directly in the FFF printing process, taking into account the data of changing heat removal conditions.
This entry is adapted from the peer-reviewed paper 10.3390/polym15234518
References
- Syrlybayev, D.; Zharylkassyn, B.; Seisekulova, A.; Akhmetov, M.; Perveen, A.; Talamona, D. Optimisation of strength properties of FDM printed parts—A critical review. Polymers 2021, 13, 1587.
- Yin, J.; Lu, C.; Fu, J.; Huang, Y.; Zheng, Y. Interfacial bonding during multi-material fused deposition modeling (FDM) process due to inter-molecular diffusion. Mater. Des. 2018, 150, 104–112.
- Vanaei, H.R.; Raissi, K.; Deligant, M.; Shirinbayan, M.; Fitoussi, J.; Khelladi, S.; Tcharkhtchi, A. Toward the understanding of temperature effect on bonding strength, dimensions and geometry of 3D-printed parts. J. Mater. Sci. 2020, 55, 14677–14689.
- Wang, L.; Gramlich, W.M.; Gardner, D.J. Improving the impact strength of Poly (lactic acid) (PLA) in fused layer modeling (FLM). Polymer 2017, 114, 242–248.
- Kuznetsov, V.E.; Solonin, A.N.; Tavitov, A.; Urzhumtsev, O.; Vakulik, A. Increasing strength of FFF three-dimensional printed parts by influencing on temperature-related parameters of the process. Rapid Prototyp. J. 2020, 26, 107–121.
- Sun, Q.; Rizvi, G.M.; Bellehumeur, C.T.; Gu, P. Effect of processing conditions on the bonding quality of FDM polymer filaments. Rapid Prototyp. J. 2008, 14, 72–80.
- Seppala, J.E.; Han, S.H.; Hillgartner, K.E.; Davis, C.S.; Migler, K.B. Weld formation during material extrusion additive manufacturing. Soft Matter 2017, 13, 6761–6769.
- Gao, G.; Xu, F.; Xu, J.; Tang, G.; Liu, Z. A survey of the influence of process parameters on mechanical properties of fused deposition modeling parts. Micromachines 2022, 13, 553.
- Dizon, J.R.C.; Espera, A.H.; Chen, Q.; Advincula, R.C. Mechanical characterization of 3D-printed polymers. Addit. Manuf. 2018, 20, 44–67.
- Gao, X.; Qi, S.; Kuang, X.; Su, Y.; Li, J.; Wang, D. Fused filament fabrication of polymer materials: A review of interlayer bond. Addit. Manuf. 2021, 37, 101658.
- Arif, M.F.; Kumar, S.; Varadarajan, K.M.; Cantwell, W.J. Performance of biocompatible PEEK processed by fused deposition additive manufacturing. Mater. Des. 2018, 146, 249–259.
- Ahn, S.H.; Montero, M.; Odell, D.; Roundy, S.; Wright, P.K. Anisotropic material properties of fused deposition modeling ABS. Rapid Prototyp. J. 2002, 8, 248–257.
- Carneiro, O.S.; Silva, A.F.; Gomes, R. Fused deposition modeling with polypropylene. Mater. Des. 2015, 83, 768–776.
- Onwubolu, G.C.; Rayegani, F. Characterization and optimization of mechanical properties of ABS parts manufactured by the fused deposition modelling process. Int. J. Manuf. Eng. 2014, 2014, 1–13.
- Thumsorn, S.; Prasong, W.; Ishigami, A.; Kurose, T.; Kobayashi, Y.; Ito, H. Influence of Ambient Temperature and Crystalline Structure on Fracture Toughness and Production of Thermoplastic by Enclosure FDM 3D Printer. J. Manuf. Mater. Process. 2023, 7, 44.
- Aliheidari, N.; Christ, J.; Tripuraneni, R.; Nadimpalli, S.; Ameli, A. Interlayer adhesion and fracture resistance of polymers printed through melt extrusion additive manufacturing process. Mater. Des. 2018, 156, 351–361.
- Das, A.; McIlroy, C.; Bortner, M.J. Advances in modeling transport phenomena in material-extrusion additive manufacturing: Coupling momentum, heat, and mass transfer. Prog. Addit. Manuf. 2021, 6, 3–17.
- Wolszczak, P.; Lygas, K.; Paszko, M.; Wach, R.A. Heat distribution in material during fused deposition modelling. Rapid Prototyp. J. 2018, 24, 615–622.
- Jiang, J.C.; Xu, X.; Rui, W.; Jia, Z.; Ping, Z. Line Width Mathematical Model in Fused Deposition Modelling for Precision Manufacturing. E3S Web Conf. 2021, 231, 03003.
- Wang, P.; Zou, B.; Ding, S. Modeling of surface roughness based on heat transfer considering diffusion among deposition filaments for FDM 3D printing heat-resistant resin. Appl. Therm. Eng. 2019, 161, 114064.
- D’Amico, A.; Peterson, A.M. An adaptable FEA simulation of material extrusion additive manufacturing heat transfer in 3D. Addit. Manuf. 2018, 21, 422–430.
- Lepoivre, A.; Boyard, N.; Levy, A.; Sobotka, V. Methodology to assess interlayer quality in the material extrusion process: A temperature and adhesion prediction on a high performance polymer. Addit. Manuf. 2022, 60, 103167.
- Frenkel, J.A. Viscous flow of crystalline bodies under the action of surface tension. J. Phys. 1945, 9, 385.
- Eshelby, J. Discussion of ‘Seminar on the Kinetics of Sintering’. Metall. Trans. 1949, 185, 796–813.
- Pokluda, O.; Bellehumeur, C.T.; Vlachopoulos, J. Modification of Frenkel’s model for sintering. AIChE J. 1997, 43, 3253–3256.
- Hirao, K.; Tomozawa, M. Kinetics of crack tip blunting of glasses. J. Am. Ceram. Soc. 1987, 70, 43–48.
- Defauchy, D. Simulation du Procédé de Fabrication Directe de Pièces Thermoplastiques par Fusion Laser de Poudre. Ph.D. Thesis, L’École Nationale Supérieure d’Arts et Métiers, Paris, France, 2013; p. 219.
- Hopper, R.W. Coalescence of two viscous cylinders by capillarity: Part I, theory. J. Am. Ceram. Soc. 1993, 76, 2947–2952.
- Hopper, R.W. Coalescence of two viscous cylinders by capillarity: Part II, Shape evolution. J. Am. Ceram. Soc. 1993, 76, 2953–2960.
- Shahriar, B.B.; Arthur, C.; France, C.; Valérie, N. Influence of parameters controlling the extrusion step in fused filament fabrication (FFF) process applied to polymers using numerical simulation. AIP Conf. Proc. 2018, 1960, 140003.
- De Gennes, P.G. Reptation of a polymer chain in the presence of fixed obstacles. J. Chem. Phys. 1971, 55, 572–579.
- Wool, R.P.; O’connor, K.M. A theory crack healing in polymers. J. Appl. Phys. 1981, 52, 5953–5963.
- Li, L.; Sun, Q.; Bellehumeur, C.; Gu, P. Investigation of bond formation in FDM process. In Proceedings of the 2002 International Solid Freeform Fabrication Symposium, Austin, TX, USA, 5–7 August 2002; pp. 400–407.
- Gurrala, P.K.; Regalla, S.P. Part strength evolution with bonding between filaments in fused deposition modelling: This paper studies how coalescence of filaments contributes to the strength of final FDM part. Virtual Phys. Prototyp. 2014, 9, 141–149.
- Shahriar, B.B.; France, C.; Valerie, N.; Arthur, C.; Christian, G. Toward improvement of the properties of parts manufactured by FFF (fused filament fabrication) through understanding the influence of temperature and rheological behaviour on the coalescence phenomenon. AIP Conf. Proc. 2017, 1896, 040008.
- Bellehumeur, C.; Li, L.; Sun, Q.; Gu, P. Modeling of bond formation between polymer filaments in the fused deposition modeling process. J. Manuf. Process. 2004, 6, 170–178.
- Rodríguez, J.F.; Thomas, J.P.; Renaud, J.E. Mechanical behavior of acrylonitrile butadiene styrene fused deposition materials modeling. Rapid Prototyp. J. 2003, 9, 219–230.
- Bellini, A.; Güçeri, S. Mechanical characterization of parts fabricated using fused deposition modeling. Rapid Prototyp. J. 2003, 9, 252–264.
- Polychronopoulos, N.D.; Vlachopoulos, J. The role of heating and cooling in viscous sintering of pairs of spheres and pairs of cylinders. Rapid Prototyp. J. 2020, 26, 719–726.
- Kamyabi, M.; Sotudeh-Gharebagh, R.; Zarghami, R.; Saleh, K. Analysis of Non-Isothermal Viscous Flow Coalescence at Micro Scale. Can. J. Chem. Eng. 2019, 97, 2565–2572.
- Coogan, T.J.; Kazmer, D.O. Prediction of interlayer strength in material extrusion additive manufacturing. Addit. Manuf. 2020, 35, 101368.
- McIlroy, C.; Olmsted, P.D. Disentanglement effects on welding behaviour of polymer melts during the fused-filament-fabrication method for additive manufacturing. Polymer 2017, 123, 376–391.
- McIlroy, C.; Olmsted, P.D. Deformation of an amorphous polymer during the fused-filament-fabrication method for additive manufacturing. J. Rheol. 2017, 61, 379–397.
- Bhalodi, D.; Zalavadiya, K.; Gurrala, P.K. Influence of temperature on polymer parts manufactured by fused deposition modeling process. J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 113.
- Vanaei, H.R.; Shirinbayan, M.; Deligant, M.; Khelladi, S.; Tcharkhtchi, A. In-process monitoring of temperature evolution during fused filament fabrication: A journey from numerical to experimental approaches. Thermo 2021, 1, 332–360.
- Kovalenko, M.V. Technology of Packaging Production: Textbook, 1st ed.; SPb STUPP: Saint Petersburg, Russia, 2009; p. 196.
- Wu, L.; Park, J.; Kamaki, Y.; Kim, B. Optimization of the fused deposition modeling-based fabrication process for polylactic acid microneedles. Microsyst. Nanoeng. 2021, 7, 58.
- Davis, C.S.; Hillgartner, K.E.; Han, S.H.; Seppala, J.E. Mechanical strength of welding zones produced by polymer extrusion additive manufacturing. Addit. Manuf. 2017, 16, 162–166.
- Ferraris, E.; Zhang, J.; Van Hooreweder, B. Thermography based in-process monitoring of Fused Filament Fabrication of polymeric parts. CIRP Ann. 2019, 68, 213–216.
- Jiang, S.; Liao, G.; Xu, D.; Liu, F.; Li, W.; Cheng, Y.; Li, Z.; Xu, G. Mechanical properties analysis of polyetherimide parts fabricated by fused deposition modeling. High Perform. Polym. 2019, 31, 97–106.
- Hsueh, M.H.; Lai, C.J.; Wang, S.H.; Zeng, Y.S.; Hsieh, C.H.; Pan, C.Y.; Huang, W.C. Effect of printing parameters on the thermal and mechanical properties of 3d-printed pla and petg, using fused deposition modeling. Polymers 2021, 13, 1758.
- Fang, L.; Yan, Y.; Agarwal, O.; Yao, S.; Seppala, J.E.; Kang, S.H. Effects of environmental temperature and humidity on the geometry and strength of polycarbonate specimens prepared by fused filament fabrication. Materials 2020, 13, 4414.
- Li, H.; Wang, T.; Sun, J.; Yu, Z. The effect of process parameters in fused deposition modelling on bonding degree and mechanical properties. Rapid Prototyp. J. 2018, 24, 80–92.
- Zhang, J.; Vasiliauskaite, E.; De Kuyper, A.; De Schryver, C.; Vogeler, F.; Desplentere, F.; Ferraris, E. Temperature analyses in fused filament fabrication: From filament entering the hot-end to the printed parts. 3d Print. Addit. Manuf. 2022, 9, 132–142.
- Basgul, C.; Thieringer, F.M.; Kurtz, S.M. Heat transfer-based non-isothermal healing model for the interfacial bonding strength of fused filament fabricated polyetheretherketone. Addit. Manuf. 2021, 46, 102097.
- Vanaei, H.R.; Khelladi, S.; Tcharkhtchi, A. Numerical-Experimental Investigation and Optimization of 3D-Printed Parts Using Response Surface Methodology. Materials 2022, 15, 7193.
- Vanaei, H.; Shirinbayan, M.; Deligant, M.; Raissi, K.; Fitoussi, J.; Khelladi, S.; Tcharkhtchi, A. Influence of process parameters on thermal and mechanical properties of polylactic acid fabricated by fused filament fabrication. Polym. Eng. Sci. 2020, 60, 1822–1831.
- Seppala, J.E.; Migler, K.D. Infrared thermography of welding zones produced by polymer extrusion additive manufacturing. Addit. Manuf. 2016, 12, 71–76.
- Zhang, J.; Van Hooreweder, B.; Ferraris, E. T4F3: Temperature for fused filament fabrication. Prog. Addit. Manuf. 2022, 7, 971–991.
- Vanaei, H.R.; Deligant, M.; Shirinbayan, M.; Raissi, K.; Fitoussi, J.; Khelladi, S.; Tcharkhtchi, A. A comparative in-process monitoring of temperature profile in fused filament fabrication. Polym. Eng. Sci. 2021, 61, 68–76.
- Lepoivre, A.; Boyard, N.; Levy, A.; Sobotka, V. Heat transfer and adhesion study for the FFF additive manufacturing process. Procedia Manuf. 2020, 47, 948–955.
- Costanzo, A.; Croce, U.; Spotorno, R.; Fenni, S.E.; Cavallo, D. Fused deposition modeling of polyamides: Crystallization and weld formation. Polymers 2020, 12, 2980.
- Spiglazov, A.V.; Kordikova, E.I.; Bobrova, V.V.; Kovalenya, D.O.; Kolodkin, D.Y. The influence of technological parameters of FDM printing on interlayer adhesion interaction in products. In Proceedings of the 82nd Scientific and Technical Conference of Faculty, Researchers and Graduate Students, Minsk, Belarus, 1–14 February 2018; p. 30.
- Rudolph, N.; Chen, J.; Dick, T. Understanding the temperature field in fused filament fabrication for enhanced mechanical part performance. AIP Conf. Proc. 2019, 2055, 140003.
- Benwood, C.; Anstey, A.; Andrzejewski, J.; Misra, M.; Mohanty, A.K. Improving the impact strength and heat resistance of 3D printed models: Structure, property, and processing correlationships during fused deposition modeling (FDM) of poly (lactic acid). Acs Omega 2018, 3, 4400–4411.
- Compton, B.G.; Post, B.K.; Duty, C.E.; Love, L.; Kunc, V. Thermal analysis of additive manufacturing of large-scale thermoplastic polymer composites. Addit. Manuf. 2017, 17, 77–86.
- Zhang, J.; Wang, X.Z.; Yu, W.W.; Deng, Y.H. Numerical investigation of the influence of process conditions on the temperature variation in fused deposition modeling. Mater. Des. 2017, 130, 59–68.
- Yang, C.; Tian, X.; Li, D.; Cao, Y.; Zhao, F.; Shi, C. Influence of thermal processing conditions in 3D printing on the crystallinity and mechanical properties of PEEK material. J. Mater. Process. Technol. 2017, 248, 1–7.
- Dinwiddie, R.B.; Kunc, V.; Lindal, J.M.; Post, B.; Smith, R.J.; Love, L.; Duty, C.E. Infrared imaging of the polymer 3D-printing process. In Proceedings of the Thermosense: Thermal Infrared Applications XXXVI, Baltimore, MD, USA, 5–9 May 2014; p. 910502.
- Ravi, A.K.; Deshpande, A.; Hsu, K.H. An in-process laser localized pre-deposition heating approach to inter-layer bond strengthening in extrusion based polymer additive manufacturing. J. Manuf. Process. 2016, 24, 179–185.
- Kishore, V.; Nycz, A.; Lindahl, J.; Duty, C.; Carnal, C.; Kunc, V. Effect of Infrared Preheating on the Mechanical Properties of Large Format 3D Printed Parts. In Proceedings of the 30th Annual International Solid Freeform Fabrication Symposium (SFF 2019), Austin, TX, USA, 12–14 August 2019.
- Kishore, V.; Ajinjeru, C.; Nycz, A.; Post, B.; Lindahl, J.; Kunc, V.; Duty, C. Infrared preheating to improve interlayer strength of big area additive manufacturing (BAAM) components. Addit. Manuf. 2017, 14, 7–12.
- Luo, M.; Tian, X.; Zhu, W.; Li, D. Controllable interlayer shear strength and crystallinity of PEEK components by laser-assisted material extrusion. J. Mater. Res. 2018, 33, 1632–1641.
- Du, J.; Wei, Z.; Wang, X.; Wang, J.; Chen, Z. An improved fused deposition modeling process for forming large-size thin-walled parts. J. Mater. Process. Technol. 2016, 234, 332–341.
- Deshpande, A.; Ravi, A.; Kusel, S.; Churchwell, R.; Hsu, K. Interlayer thermal history modification for interface strength in fused filament fabricated parts. Prog. Addit. Manuf. 2019, 4, 63–70.
- Zhou, Y.; Lu, H.; Wang, G.; Wang, J.; Li, W. Voxelization modelling based finite element simulation and process parameter optimization for Fused Filament Fabrication. Mater. Des. 2020, 187, 108409.
- Zhang, J.; Zheng, Y.; Li, H.; Feng, H. Simulation of Temperature Field in FDM Process. IOP Conf. Ser. Mater. Sci. Eng. 2019, 677, 032080.
- Kostin, V.A.; Grygorenko, G.M. Simulation of the additive process of forming 3D products from HSLA Steel 09G2S. In Proceedings of the 2017 COMSOL Conference, Rotterdam, The Netherlands, 18–20 October 2017.
- El Moumen, A.; Tarfaoui, M.; Lafdi, K. Modelling of the temperature and residual stress fields during 3D printing of polymer composites. Int. J. Adv. Manuf. Technol. 2019, 104, 1661–1676.
- Zhou, Y.; Nyberg, T.; Xiong, G.; Liu, D. Temperature analysis in the fused deposition modeling process. In Proceedings of the 3rd International Conference on Information Science and Control Engineering (ICISCE), Beijing, China, 8–10 July 2016; pp. 678–682.
- Brenken, B.; Barocio, E.; Favaloro, A.; Kunc, V.; Pipes, R.B. Development and validation of extrusion deposition additive manufacturing process simulations. Addit. Manuf. 2019, 25, 218–226.
- Chockalingam, K.; Karthic, M.; Jawahar, N. Development of thermal and structural deformation model to predict the part build dimensional error in fused deposition modeling. ADMT J. 2018, 11, 27–37.
- Zhou, X.; Hsieh, S.J.; Sun, Y. Experimental and numerical investigation of the thermal behaviour of polylactic acid during the fused deposition process. Virtual Phys. Prototyp. 2017, 12, 221–233.
- Xia, H.; Lu, J.; Dabiri, S.; Tryggvason, G. Fully resolved numerical simulations of fused deposition modeling. Part I: Fluid flow. Rapid Prototyp. J. 2018, 24, 463–476.
- Verma, A.; Vishnoi, P.; Sukhotskiy, V.; Furlani, E.P. Numerical simulation of extrusion additive manufacturing: Fused deposition modeling. TechConnect Briefs 2018, 4, 118–121.
- Lei, M.; Wei, Q.; Li, M.; Zhang, J.; Yang, R.; Wang, Y. Numerical simulation and experimental study the effects of process parameters on filament morphology and mechanical properties of FDM 3D printed PLA/GNPs nanocomposite. Polymers 2022, 14, 3081.
- Gosset, A.; Barreiro-Villaverde, D.; Becerra Permuy, J.C.; Lema, M.; Ares-Pernas, A.; Abad López, M.J. Experimental and numerical investigation of the extrusion and deposition process of a poly (lactic acid) strand with fused deposition modeling. Polymers 2020, 12, 2885.
- Tichý, T.; Šefl, O.; Veselý, P.; Dušek, K.; Bušek, D. Mathematical modelling of temperature distribution in selected parts of fff printer during 3d printing process. Polymers 2021, 13, 4213.
- Costa, S.F.; Duarte, F.M.; Covas, J.A. Thermal conditions affecting heat transfer in FDM/FFE: A contribution towards the numerical modelling of the process: This paper investigates convection, conduction and radiation phenomena in the filament deposition process. Virtual Phys. Prototyp. 2015, 10, 35–46.
- Brenken, B.; Favaloro, A.; Barocio, E.; DeNardo, N.M.; Pipes, R.B. Development of a model to predict temperature history and crystallization behavior of 3D printed parts made from fiber-reinforced thermoplastic polymers. In Proceedings of the SAMPE Conference, Long Beach, CA, USA, 23–26 May 2016; p. 704.
- Trushnikov, D.N.; Kartashev, M.F.; Davlyatshin, R.P.; Zendejo, F.S. Control of Three-Dimensional Surfacing. Russ. Eng. Res. 2022, 42, 1058–1060.
- Oskolkov, A.A.; Bezukladnikov, I.I.; Trushnikov, D.N. Rapid Temperature Control in Melt Extrusion Additive Manufacturing Using Induction Heated Lightweight Nozzle. Appl. Sci. 2022, 12, 8064.
- Oskolkov, A.; Bezukladnikov, I.; Trushnikov, D. Indirect Temperature Measurement in High Frequency Heating Systems. Sensors 2021, 21, 2561.
This entry is offline, you can click here to edit this entry!