Dye-containing effluent generated in textile industries is polluting and complex wastewater. It should be managed adequately before its final destination. The up-flow anaerobic blanket (UASB) reactor application is an ecofriendly and cost-competitive treatment.
1. Introduction
Dye-containing wastewater discharged from textile industries poses a significant environmental challenge. Among the several concerns, colored effluents impair plant photosynthesis and reduce light penetration and oxygen levels in aquatic ecosystems. It may also be lethal for marine life due to the presence of metals and chlorine in synthetic dyes [
1]. In textile wastewater, metal ions, dyes, and color are of the first concern due to their harmfulness to public health and the environment. Discharge standards vary according to the local regulatory agency and municipalities; thus, it should be checked in each situation [
2]. The recognition of the health hazards of dyes has highlighted the need to develop rapid and reliable analytical methods for detection and forced regulatory permissible limits in this respect. Twenty pharmacologically active dyes were quantified in water and industrial textile effluent samples. Dyes were found in two treated effluents. In one, rhodamine B was found at a concentration of 0.043 μg L
−1, and the other one contained crystal violet, methyl violet 2B, and rhodamine B in 0.023, 0.017, and 0.027 μg L
−1, respectively [
3].
Dye wastewater should be preferentially treated using ecofriendly technologies. In this context, biotreatments are cost competitive, give total mineralization or nonhazardous byproducts, and consume less water than physical and oxidative methods [
1]. Biotreatments occur under aerobic or anaerobic conditions, as the products of aerobic treatment are biomass, CO
2, and H
2O. In contrast, the main product of anaerobic treatment is biogas (composed of CH
4 and CO
2 in varying compositions). Combinations of anaerobic and aerobic systems are implemented on a full scale for dye-wastewater purification. The up-flow anaerobic sludge blanket (UASB) reactor is a promising anaerobic wastewater-treatment technology for high-strength wastewater like dye-containing effluents [
4].
‘UASB’s compact design and low cost are useful for several applications, such as brewing and beverage, distilleries, food, pulp and paper, food processing, chemical industries, landfill leachate, and textile effluents [
5,
6]. A full-scale 1800 m
3 d
−1 UASB-treating sewage wastewater was monitored for 35 weeks. Organic matter removal was higher than 90%, and the biogas yield was estimated at 0.2 m
3 per kg of chemical oxygen demand (COD) removed [
7]. For textile wastewater, a two-phase pilot UASB reactor was tested. A maximum COD removal of 88.5% was recorded in the methanogenic reactor with a biogas production of 0.312 m
3 d
−1 [
8].
2. Up-Flow Anaerobic Sludge Blanket Reactors
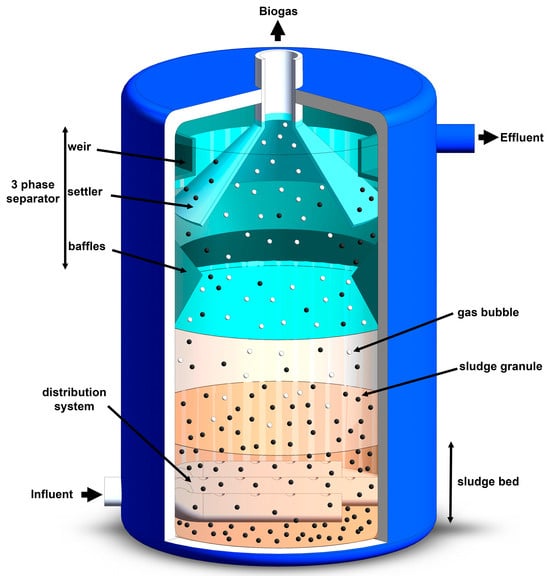
The UASB reactor, also known as a three-phase separator, allows the reactor to separate mixtures of gas, water, and sludge under conditions of high turbulence. During the UASB treatment, the wastewater passes through a bed of expanded sludge containing a high biomass concentration (up to 80 g L
−1) [
11]. The peristaltic pump pumps the influent into the UASB reactor from the bottom. It moves upwards, coming into contact with the biomass in the sludge bed and then moving upwards [
12,
13]. The typical height–diameter ratio of UASB reactors ranges from 0.2 to 0.5 [
14]. A three-phase separator (Gas–Liquid–Solid, GLS) above the sludge blanket separates the GLS mixture. It, therefore, allows fluid and gas to exit the UASB reactor [
15]. The GLS separator must have a designed height to avoid flotation effects and, consequently, floating layers. After treatment, the treated water is collected by the collection system through several drains distributed throughout the discharge area up to the main drain provided on the periphery of the reactor. The biogas generated is drained, and it contains mainly CH
4, followed by CO
2 and traces of other compounds [
16].
Figure 1 presents a 3D-designed UASB reactor for wastewater treatment and biogas production.
Figure 1. UASB Reactor in 3D designed for effluent treatment and biogas production.
The UASB performance is influenced by hydraulic retention time (HRT), temperature, organic loading rate (OLR), hydraulic mixing, and sludge granulation. HRT affects the treatment time and removal performance of pollution parameters. It is also linked with the up-flow velocity chosen for UASB operation. When the up-flow velocity is higher than 1.5 m/h, sludge disintegration and biomass washout may occur, reducing the removal efficiency of chemical oxygen demand (COD) [
17].
Likewise, the successful adoption of this technology depended on establishing a dense granular sludge bed within the UASB reactors. The efficacy of these reactors in wastewater treatment is ascribed to forming a compact sludge bed in the lower region of the bioreactor. Anaerobic granules comprise microbial clusters that are densely organized and highly structured, requiring no carrier media for support. This granular biomass presents as a densely aggregated microbial consortium characterized by its condensed architecture and expansive specific surface area, thereby facilitating the adsorption and biotransformation of contaminants [
14].
In contrast, developing anaerobic granular sludge requires 2 to 8 months, leading to an extended initiation phase for the bioreactor—a notable challenge inherent to UASB technology [
19]. Hulshoff Pol et al. [
20] thoroughly examined theories on sludge granulation within UASB reactors, ultimately discerning the pivotal role of incorporating inert support particles in conjunction with operational conditions in the genesis of granular sludge.
As mentioned, the issue of sludge granulation relies on the extensive reactor’s start-up time to develop granules. In this sense, one effective method for a rapid start up is acquiring healthy granules from other reactors and using them as the inoculum. However, the availability of granular sludge may be limited, and the expenses for acquiring and transporting the granules can hamper it. Other possible ways to accelerate the start up include supplementing chemicals and polymers or stressing the loading rate [
21]. It was recently demonstrated that chemical addition could stimulate sludge granulation. Calcium sulfate (CaSO
4) and polymers were used to enhance granulation during the treatment of phenolic wastewater in UASB reactors. The CaSO
4 improved the granulation rate as nuclei, and the subsequent dissolution of CaSO
4 improved methanogen activity.
3. Mechanisms and Influencing Parameters in Textile Decolorization in UASB Reactors
3.1. Mechanisms of Dye Removal
The dye-removal process in UASB reactors involves two main mechanisms: abiotic adsorption and biotic biodegradation. The adsorption mechanism, facilitated by sludge granules, plays a significant role in decolorization. On the other hand, biodegradation occurs under anaerobic conditions and primarily focuses on azo ‘dyes’ biochemistry [
24]. The primary degradation mechanism involves the cleavage of the azo bond (–N=N–) by extracellular azoreductase enzymes, which transfer four electrons (reducing equivalents) (Equation (1)). The permeation of the azo dyes through the membrane of microbial cells acts as the principal rate-limiting factor for decolorization [
25].
It is important to note that produced aromatic amines are generally anaerobically recalcitrant and have higher toxicity than dye precursors. Consequently, anaerobically treated effluent needs further treatment. Biological sequential anaerobic–aerobic treatment has been used to remove azo dyes completely. Under low oxygen concentrations, facultative bacteria consume oxygen and introduce hydroxyl groups into polyaromatic compounds, facilitating biodegradation pathways. However, aromatic amines have substituents with nitro and sulfonic groups; these are highly recalcitrant for aerobic microorganisms, which prevents efficient contaminant mineralization [
9,
25]. The decolorization of azo dyes under anaerobic conditions is thought to be a relatively simple and nonspecific process.
Biodecolorisation under anaerobic conditions necessitates supplementary organic C-sources, as dye-reducing microbial consortia cannot utilize the dye as a growth substrate. Fermentative bacteria and hydrogenotrophic methanogens primarily carry out dye reduction. Noteworthy among the microorganisms involved in anaerobic biodecolorisation are
Methanosarcina archaea,
Clostridium,
Enterococcus,
Pseudomonas,
Bacillus,
Aeromonas,
Enterococcus,
Desulfovibrio, and
Desulfomicrobium bacteria. [
9].
3.2. Influence Parameters of Dye Removal
Dye structure and concentration, electron donors and redox mediators, pH, temperature regime, hydraulic retention time (HRT), and organic loading rate (OLR) are the primary influence parameters governing dye removal in UASB reactors.
In sum, complex dye structures can hinder their biomineralization. Therefore, monitoring the dye level in wastewater before initiating the anaerobic process is essential. Pretreatment may be necessary to reduce the dye concentration. C-source and redox mediators are commonly added to the UASB reactor to expedite kinetic reactions. Temperature, pH, OLR, and HRT influence microbial activity and UASB performance. For optimal results, operating the UASB reactor at 30 °C and 40 °C, with an HRT ranging from 5 to 20 h, and an OLR of 2 to 15 kg COD m
−3 d
−1 was demonstrated to be ideal [
11,
43].
4. UASB Reactor’s Performance in Treating Dye-Containing Effluents
In decolorization studies, color and COD are commonly employed as monitoring parameters to evaluate the performance of UASB reactors. The operating conditions are similar to those previously discussed in the literature when treating diverse wastewaters. The treatability results demonstrate a range of color removal efficiencies from 50% to 97% and COD-removal efficiencies from 60% to 90%. All the reported findings are based on lab-scale investigations, necessitating further full-scale research to validate the outcomes in full-scale plants.
Bahia et al. [50] used an integrated UASB–shallow pound system in continuous feeding, achieving color and COD removal rates of 50% and 80%. Saleem et al. [53] combined UASB with a sequencing batch reactor (SBR) in an intermittent regime, resulting in higher removal rates of 87.7% for color and 90.4% for COD. These studies highlight how the feeding mode can significantly impact UASB efficiency.
However, anaerobic treatment alone may not fully break down dye byproducts such as polyaromatic amines. As in those studies, aerobic systems were integrated with UASB to address this issue. Aerobes can utilize oxygen and introduce hydroxyl groups into polyaromatic compounds at aerobic conditions. This step is essential in facilitating subsequent biodegradation pathways. Consequently, the aerobic process acts as a polishing step, effectively completing the mineralization of intermediates that arise from the anaerobic biotransformation. This completion occurs through hydroxylation or cleavage of the ring using oxidative enzymes such as laccase, phenoloxidase, and peroxidase [54]. On the other hand, amine byproducts have substituents with nitro and sulfonic groups, hampering their mineralization in an aerobic environment.
5. Dye-Wastewater Valorization
Added-value product extraction from dye-industry wastes has been investigated, and a comprehensive review of resource recovery of colored effluents was recently published [
56]. Dye-wastewater management for bioenergy, water reuse, and sludge valorization is explored in the present section (
Figure 2).
Figure 2. Dye-wastewater valorization for sustainability in textile industries.
5.1. Bioenergy Production
Anaerobic technology offers the dual advantage of degrading dye pollutants in wastewater while also serving as a significant source of clean energy. Dye-containing wastewaters are rich in organic chemicals. The organic load is converted into biogas in UASB reactors. Biogas consists of methane (up to 75%), carbon dioxide (up to 50%), and hydrogen (up to 5%) with small amounts of water vapor, dinitrogen, hydrogen sulfide, ammonia, and siloxanes. As a result, biogas possesses a high calorific value and can be directed for thermal and/or electrical energy production [
57].
The cotreatment of actual dye wastewater and starch effluent indicated higher biogas production than a solely dye-containing treatment in UASB. The literature reports a maximum biogas production range of 24.5–355 L d
−1, cotreating dye and starch effluents [
8,
63,
64]. Cotreatment using UASB reactors could be promising to increase biogas productivity; still, a technoeconomic analysis should be performed before adopting such a strategy since cosubstrate availability and logistics can hamper implementation on a full scale [
65]. Cotreatment is the most cost competitive when the cosubstrate is locally available and implemented on a large scale [
66].
Industrial treatment facilities have a high energy demand [
67]; thus, UASB technology offers opportunities for reducing treatment costs while treating wastewater. Gadow and Li [
48] showed that the UASB technology could be extended to full-scale applications for 2-Naphthol red removal with a bioenergy recovery of 139.6 MJ per m
3 of effluent. A maximum methane yield of 13.3 mmol CH
4 g
−1 COD d
−1 was obtained at an HRT of 6 h. In another work from the same research group, a similar methane yield of 13.18 ± 0.64 CH
4 g
−1 COD was recorded during the treatment of synthetic dye wastewater [
68].
5.2. Reclaimed Water
The dye industries consume a high amount of water, and, consequently, a high waste volume is discharged [
80]. To solve such issues, water recovery for reuse in textile industries might allow environmental and economic benefits. However, the UASB technology must be integrated to produce clean water for recycling. Therefore, a treatment train is required. An integrated system comprising reverse osmosis (RO), electrochemical oxidation, and electrodialysis was investigated. It demonstrated feasibility for large applications [
81]. This system could produce 0.97 tons of clean water at 24.7 kWh per m
3 of dye wastewater. However, high energy demand can make this integrated process less competitive.
Recent studies have analyzed driven-pressure membrane processes, such as ultrafiltration (NF) and nanofiltration (UF), demonstrating the ability of these techniques to produce reclaimed water [
82,
83]. Hybrid bio-oxidation and NF processes performed well in removing soluble dyes and surfactants. They could significantly reclaim water from textile wastewater [
83]. In this work, the authors highlighted that integrating both treatments to produce recycled water is needed, corroborating the necessity of combining recovering technologies. Membrane-based methods like RO, NF, and UF have been used for treating several kinds of wastewater for effective pollutant removal, making effluents reusable for industrial, agricultural, or domestic purposes [
84,
85,
86].
5.3. Sludge Valorization
The excess sludge from UASB reactors requires dewatering, drying, stabilization, and/or disinfection for the final destination [
96]. The dye sludge contains toxic chemicals, so its proper treatment must be guaranteed. Efforts have been made to recover added-value products from dye sludge (e.g., dyes, energy, salts, metals, and nutrients) [
97], representing an exciting opportunity for economic savings and more sustainable operation in textile industries.
The AD of textile dye sludge has been extensively studied. In this case, sludge pretreatment to enhance organics solubilization and maximize biogas production is particularly important. Some pretreatments, such as thermal and alkaline, showed improvements in the AD performance of textile dyeing sludge. However, pretreated sludge did not perform as well in biomethane potential tests as expected [
98,
99].
Apart from using AD for sludge valorization, thermochemical processes were investigated. Yildirir and Ballice [
101] treated textile biological sludges via hydrothermal gasification to produce fuel gas. The calorific value of the produced fuel gas was 24.3 MJ/Nm
3 after gasification (30 min of time reaction). Hydrothermal gasification is promising to convert wet sludge into clean fuel gas with high caloric value without any drying process. More research in thermochemical methods, including pyrolysis and torrefaction, might contribute to dye-sludge valorization.
This entry is adapted from the peer-reviewed paper 10.3390/waste1040055