Your browser does not fully support modern features. Please upgrade for a smoother experience.
Please note this is an old version of this entry, which may differ significantly from the current revision.
Subjects:
Materials Science, Coatings & Films
随着海洋资源开发利用需求的不断增强,对先进海洋装备的服务需求迅速增加。表面保护技术通过物理、化学或机械过程赋予材料表面某些特殊性能,增强材料承受外界环境因素的能力,已成为解决极端工况摩擦学问题和提高设备安全性能的重要途径。
- marine environment
- abrasion
- corrosion
- erosion
- surface technology
1. Introduction
surface technology has developed into a comprehensive discipline spanning materials science, tribology, physics, chemistry, corrosion and protection, and it is widely used in the fields of anti-corrosion, wear resistance, repair and strengthening [22], which can effectively improve the safety and reliability of marine engineering equipment during service.
2. Surface Reshaping Technology
Surface reshaping technology mainly uses the surface micro-nano machining method to change the micro-geometry of the surface, that is, the application of surface texture, in order to reduce the abrasion loss of the equipment in the marine environment and improve its abrasion resistance.
2.1. Research Progress of Surface Texture
Surface texture was first proposed by Dempster [23] in the mid-19th century, and it refers to the morphological deviation between the real surface and the reference surface. In 1997, Barthlott [24] first proposed that the self-cleaning effect of the lotus leaf was caused by its surface microstructure and waxy substances, and the surface micro-nanocomposite structure was proven to be the root cause [25]. Since 2001, people have been creating micro textures on the surface to improve the tribological properties of materials. Costa [26] concluded that texture has a significant effect on friction reduction under hydrodynamic lubrication.
Taking the actual friction pair of the equipment as an example, the surface texture can effectively reduce the surface wear of the friction pair and improve the bearing capacity of the lubricating oil film. Etsion [27] found that the surface texture produced via laser processing can reduce the friction of mechanical parts by up to 30–40%. The texture can increase the oil film gap, reduce the friction resistance and increase the lubrication effect [28]. Xu J. [29] processed micro-texture morphology on the surface of a marine directional valve spool, and the pressure adjustment time and vibration impact amplitude of the textured directional valve were reduced. Wang Jun [30] showed that the existence of optimal texture geometric parameters increases the bearing capacity of sliding bearings, reduces the friction coefficient and improves the performance of sliding bearings. Li Yunkai [31] added bionic pitcher structure to the water-lubricated bearing. The water-lubricated bearing modified by bionic-textured has better water film bearing capacity and antifriction performance than ordinary bearings.
Taking superhydrophobic surface drag reduction as an example, superhydrophobic surfaces are considered to be very promising for improving ship speed and navigation. Benschop [32] used embossing technology to manufacture textured coatings, and he found the resistance was reduced by up to 6%. Compared with parallel groove texture, herringbone texture will produce more secondary reflux. The use of convergent/divergent grooves in texture seems not conducive to drag reduction [33]. Xu J. [34,35,36] studied the morphological evolution and interface effect of droplet movement in transverse vibration of a micro-textured plate, results showed that the vortex pad effect and turbine effect are the main reasons for droplet acceleration; they reduce friction resistance and promote fluid movement.
Taking the surface anti-fouling and anti-corrosion of marine equipment as an example, biological fouling increases the ship’s own weight, hull surface roughness and hull corrosion, and greatly increases the ship’s fuel consumption and maintenance cost. Surface microstructure antifouling technology will not affect the environment, which is one of the research directions of ship green antifouling means at present. Fang [37] found that the removal rate of algal spores was significantly higher on terrain with complex surface structures. The biological adhesion of nanostructured surfaces is determined by structure and roughness. The surface structure has a high application prospect in decontamination.
2.2. Surface Texture Processing Method
Surface texture has been successfully applied in many fields to improve surface properties, and many machining methods have been derived, mainly including laser machining technology [38], electrochemical machining technology [39], ultrasonic vibration machining technology [40] and so on [41,42,43].
Laser processing technology uses a laser beam to quickly and locally heat the workpiece to achieve the required surface morphology. Laser texturing has the advantages of fast processing speed, no pollution and stable control of micro-texture morphology. But it has the disadvantages of high cost, high requirements for workers and complex maintenance. Klink [44] used laser honing technology to process the micro-pit texture on the inner surface of the cylinder liner for the first time and conducted a comparative test, and the results showed that the micro-pit texture on the laser surface not only had a good anti-friction and anti-wear effect but also reduced the fuel consumption of the internal combustion engine by 20–25%. Sved [45] studies have shown that the ferrite phase in low carbon is transformed into a harder martensitic phase via direct laser ablation, and the high-strength grade phase of the material surface helps to improve the resistance. Wang [46] used a pulsed laser to process the circular texture on the end face of the seal ring. Under certain geometric parameters, the tribological performance of the textured seal ring is obviously better than that of the ordinary seal ring. Su [47] used laser to process micro grooves and micropores with different geometric characteristics on the surface of polycrystalline diamond. Results show that higher scanning speed, pulse frequency and lower average output power can reduce the size of micro texture and improve the morphology of micro texture at lower scanning speeds and higher average output power.
Electrical Discharge Machining technology refers to machining the workpiece in a certain medium through electric erosion. It can process the surface with complex shapes, and the tool is not in contact with the workpiece. It has the advantages of minimal force, short pulse discharge time, a good cooling effect and a small thermal impact on the processing surface. However, it is mainly used to process conductive materials such as metals, with slow processing speeds and certain electrode losses. Xiao [48] used EDM technology to prepare a micro-textured array on aluminum surfaces, which realized the superhydrophobic performance of aluminum surfaces and effectively improved the wetting and drag reduction characteristics of aluminum surfaces. Koyano [49] prepared micro-textured patterns of tens of microns on millimeter-level tool electrodes through special EDM.
Ultrasonic vibration machining technology uses ultrasonic frequency as a small-amplitude vibration tool to gradually break the surface through the hammering effect of an abrasive-free liquid. It is widely used for difficult machining materials, deep hole machining and thin-walled parts, but it is mainly suitable for machining brittle materials, For materials with small hardness and good plasticity, there is no obvious processing effect. Zhu Y. W. [50] used micro-ultrasonic composite EDM technology to process texture on metal surfaces and found that the surface quality of micro pits is good, and the pit depth is greater than that of single ultrasonic and ultrasonic EDM. Liu [51] proposed a new self-tuning ultrasonic elliptical vibration cutting technology to realize efficient Ductile Machining of microstructure arrays on brittle materials. The results show that this technology can improve machining efficiency by 30% while maintaining excellent surface roughness and crack-free surfaces.
Electrochemical machining technology is based on the principle of electrochemical corrosion in an electrolyte after anode metal is energized. It has great development potential in the field of micro manufacturing because it is not limited by the strength and hardness of the material itself, high productivity or good processing quality. However, it is difficult to ensure the stability in the processing process, and it is hard to recover and treat the electrolytic products. Mahata [52] processed an average diameter is 65 μm of the micro texture, and the replication of texture realized the graphics of micro pits and micro-square arrays.
In view of this, surface modification technology effectively improves the service characteristics of marine equipment and is widely used, as shown in Figure 3. However, the complex marine extreme environment, such as the corrosivity of seawater and the changeable conditions such as wind, wave and marine fouling organisms, challenges the application of surface texture in the ocean. The problems of the long-term existence of surface texture, stable drag reduction and large-scale and effective processing seriously restrict the application of surface modification technology. How to process surface texture in a large range and with high efficiency and make it play its antifriction, antifouling and anti-corrosion performance in marine equipment stably and for a long time is an urgent problem to be solved in surface modification technology.
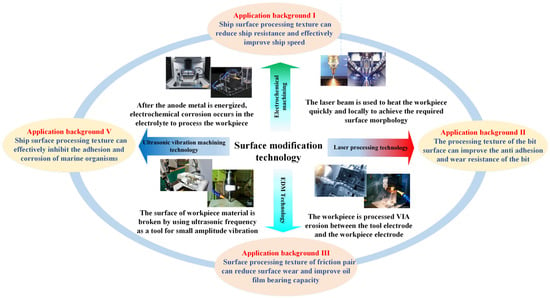
Figure 3. Processing method and application background of surface modification technology.
3. Surface Property Adjustment Technology
Surface property adjustment technology refers to changing the material and physical properties of the surface via coating or strengthening, such as corrosion resistance, wear resistance and photoelectric properties [53,54,55]. Adopting a reasonable surface treatment process can effectively improve the working stability and service life of the workpiece. Common surface modification technologies mainly include chemical heat treatment, thermal spraying technology, PVD, laser cladding and so on. The advantages and disadvantages of each surface property adjustment technology are shown in Figure 4.
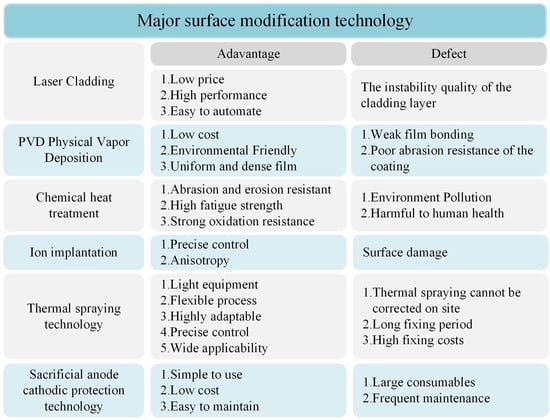
Figure 4. Application of surface property adjustment technology.
3.1. Chemical Heat Treatment Technology
化学热处理技术利用化学反应改变钢表面的化学成分和显微组织,从而获得比均质材料更好的金属热处理工艺。以这种方式加工的产品是一种特殊的复合材料,比电镀等表面保护技术的组合要强得多。Tatsurom[56]在773 k下进行了43.2 k(12 h)等离子渗碳预处理,然后进行了类金刚石碳(DLC)涂层,他发现DLC涂层在降低摩擦系数、提高耐磨性和大大提高疲劳强度方面效果显著(改善率为53%)。Roa C. V.[57]研究了钢表面涂层和热化学处理的空化冲刷和浆料射流冲刷性能,结果表明,离子氮化可以使13-4钢在空化冲刷下降低96%的冲刷速率,同时还能降低51%的射流浆料冲刷速率。
3.2. 离子注入技术
离子注入技术在不改变基体性质的情况下,仅注入少量元素,获得高度过饱和的固溶体、亚稳相和非晶态结构[58],有效提高材料表面的耐磨性、耐腐蚀性和抗氧化性[59]。Keshri A. K.[60]研究了等离子喷涂碳纳米管(CNT)增强铝的磨损行为2O3复合涂层在海水中发现,添加8 wt% CNTs可提高Al的耐磨性2O3(A-SD)涂层在海水中减少66%。这是因为涂层覆盖面积增加,碳纳米管桥接增加了AL的断裂韧性2O3-碳纳米管涂层。Mateescu A.O.等[61]采用冷等离子表面处理改善了不锈钢表面的机械性能、耐磨性和保护性能AISI304性能。结果表明,处理后材料的表面摩擦系数可降低至0.2,耐蚀性提高,表面硬度高于未处理表面。Ye等人发现,CrN涂层中掺杂碳元素形成的纳米晶/非晶结构和硬质Cr7C3相不仅大大改善了涂层的力学性能,而且由于碳质相的存在,增强了涂层在海水中的摩擦和耐腐蚀性[62\u201263]。
3.3. 热喷涂技术
热喷涂技术是利用热源将喷涂材料加热到熔融或半熔融状态,然后以一定速度喷涂并沉积在预处理的基材表面以形成涂层的方法。该技术可以制造出具有耐腐蚀、耐磨、耐高温、抗氧化、隔热、绝缘等功能表面的普通材料表面。它可以在几乎所有固体材料表面制备各种保护涂层和功能涂层,应用范围广泛。Huang J. [64]证明采用火焰喷涂技术制备的Al-Al复合涂层在海洋领域具有潜在的耐腐蚀性和耐磨性。孟培元[65]采用火焰喷涂技术制备了碳钢基体上的超高分子量聚乙烯/石墨烯复合涂层。当石墨烯质量分数为0.5%时,磨损率降低约26%,可有效延缓金属基体与海水的腐蚀和侵蚀,抑制对海洋材料的严重破坏。Zulhelmia[66]表明,氧化铝涂层可以分别使GCI基体的COF值和磨损量降低至少10%和50%。肖丽媛等[67]发现,通过研究海洋环境中Al-Zn腐蚀的化学变化,Al-Zn涂层可以生成Al的保护膜2O3在腐蚀过程中具有良好的耐腐蚀性,形成厚而致密的不溶性腐蚀产物层,减少了腐蚀物质向涂层的扩散,抑制了腐蚀的进一步发生。Fu等[68]通过火焰喷涂制备了Al-ND复合涂层,由于ND相的存在,复合涂层的耐腐蚀性和力学性能得到显著提高。它为纳米材料提供了一种有前途的方法,可以增强具有潜在海洋应用潜力的金属基复合涂层的耐腐蚀性和耐磨性。白子恒等[69]设计合成了一种新型的高性能疏水性SC/SFPani@Zn涂层,以应对恶劣的海洋环境,在恶劣的氧气/人工海水环境中具有极强的耐腐蚀性。这种优良的防护机理源于复合阻隔性能、优良的屏蔽性能和独特的缓蚀性能的多功能联动,为制备具有优异防腐性能的涂层提供了新的思路和策略。
3.4. 物理气相沉积(PVD)涂层技术
物理气相沉积(PVD)镀膜技术可以在高真空环境下利用物理方法(如蒸散、溅射等),在原子和分子水平上在材料表面形成具有特定表面要求的镀膜,从而达到高耐久性和低磨损的目的。孙辉[70,71]通过多弧离子镀和磁控溅射在不锈钢基板上沉积TiCN和TAC涂层。他们发现,适量的C和晶界处的无序碳引起的晶粒细化显著影响了涂层的力学性能。单磊[72]通过多弧离子镀在316 L不锈钢上沉积CrN和CrAlN涂层,结果表明,CrAlN涂层在海水环境下比CrN涂层具有更好的耐磨性。Li C.[73]采用多弧离子镀技术在高速钢表面沉积了TiSiN、CrAlN/TiSiN双层膜和CrAlN/TiSiN多层膜,结果表明,CrAlN/TiSiN多层涂层通过降低剪切应力提高了涂层的内聚力和结合强度,并且比其他两种涂层具有更致密的微观组织。Wang, Y.X.等[74]利用多弧离子镀技术成功制备了316 L不锈钢表面的CrN、CrCN单层和CrN/CrCN多层涂层。系统研究了涂层在人工海水中的微观结构、力学性能和摩擦腐蚀行为。实验结果表明,CrN/CrCN多层涂层的耐蚀性远高于CrN和CrCN单层涂层,CrN/CrCN多层涂层是改善海洋环境中摩擦腐蚀性能的有效策略。
3.5. 激光熔覆技术
激光熔覆技术是指将涂层材料以不同的填充方式放置在涂层表面,通过激光照射与基材表面的薄层同时熔化并迅速固化,以提高基材表面的耐磨性、耐腐蚀性、耐热性和抗氧化性的表面涂层。它可以在低成本的金属基体上制备熔覆层,提高构件表面的性能,进行选择性沉积,降低材料消耗,具有优异的性能价格比,并且该过程易于自动化。何旭[75]结合激光熔覆和微弧氧化技术,制备了S355船用钢表面的复合陶瓷膜。研究发现,复合膜与基层结合良好,其硬度明显高于包层涂层。当电流密度为5A/dm时2,复合膜可以显着提高基材和覆层涂层的耐磨性和耐腐蚀性。王世伟[76]设计了激光熔覆Ni625/WC复合涂层,使铸铁基体的表面硬度提高了50%,磨损量降低到基体的5-10%,提高了耐磨性,延长了使用寿命。Kong D. J. 和 Chen H. X. [77] 研究了激光功率对 Al-Ti-Ni 涂层在盐、酸和碱溶液中的电化学腐蚀行为的影响,其中在 1700 W 的激光功率下效果最佳。本研究为铝-钛-镍非晶涂层在海洋环境中的应用提供了实验依据。
3.6. 牺牲阳极阴极保护技术
牺牲阳极阴极保护技术是指将被保护金属与一种更活泼的金属,即外部金属连接起来,作为阳极,以承受腐蚀反应,从而达到对阴极的保护[78]。该方法采用的方法简单、成本低、易于维护,并能大大提高阳极和海洋防腐技术。Zakowski A.[79]介绍了波罗的海支柱的阴极保护系统,采用锥形牺牲阳极结构,通过比较长时间的测量结果,得出结论,使用安装在海床上的牺牲阳极系统是海上平台上支柱阴极保护的有效形式。Erdogan C.[80]介绍了一种同时使用涂层的牺牲阳极阴极保护系统,通过实验表明,涂层系统的应用在保护结构所需的牺牲阳极的质量方面提供了显着的好处。阳极质量方面,在减少阳极质量和成本以及减少牺牲阳极的铝排放方面提供了显着的好处。然而,这种方法的缺点在海洋环境中也很明显,在海洋环境中,牺牲阳极的损失很大,需要频繁更换牺牲阳极材料,也增加了阴极保护系统的维护成本。目前,通过开发高性能耐腐蚀阳极材料和高质量的耐腐蚀防腐涂层,降低牺牲阳极的腐蚀速率,延长牺牲阳极的使用寿命[81]是十分需要的。
3.7. 其他进程
此外,表面性能调整技术还有机械表面处理——喷丸、化学镀、微弧氧化等工艺方法。机械表面处理——喷丸强化——可以引起相变和显微组织变化,使表面塑性变形并形成一定厚度的强化层,从而提高零件的疲劳强度和使用寿命。Juan G.[82]提出了一种机械表面处理——喷丸强化。研究发现,喷丸强化可以改变残余奥氏体,提高材料的表面硬度。这两种效果有助于提高WCI的侵蚀磨损性能。
化学镀是一种电镀方法,在还原剂的帮助下,将电镀液中的金属离子还原成金属并沉积在零件表面,而无需外部电流。该工艺因其涂层均匀、装饰性好、环保和能够提高产品的耐腐蚀性、导电性和润滑性而得到广泛应用。Y. Shajari[83]在船用螺旋桨材料Nibral合金表面制备了Ni-B涂层的纳米结构,表面硬度从410提高到788,维氏硬度从1365。涂层和热处理提高了耐磨性。Dimitra Kourtidou等[84]采用电沉积和填料胶结的双重工艺制备了Ni-Al涂层,实验证明这些涂层在人工海洋环境中表现出优异的抗氧化性和耐腐蚀性。
微弧氧化通过电解液和相应电参数的结合,依靠电弧放电产生的瞬时高温高压,在铝、镁、钛及其合金表面生长出以基体金属氧化物为主的陶瓷膜。该工艺具有工艺简单、生产效率高、环保等优点。它还可以有效改善表面性能。张玉林[85]研究了TC17钛合金及其表面微弧氧化,结果表明,TC17基体表面的氧化膜在摩擦开始时断裂,难以发挥有效的保护作用。然而,MAO涂层由金红石相和SiO组成2相具有较高的硬度,在摩擦腐蚀过程中能起到极好的耐磨腐蚀作用。
This entry is adapted from the peer-reviewed paper 10.3390/ma16206822
This entry is offline, you can click here to edit this entry!