Titanium alloys are crucial lightweight materials; however, they are susceptible to spontaneous combustion under high-temperature and high-pressure conditions, limiting their widespread use in aerospace engines. Improving the burn resistance of Ti alloys is essential for the structural safety and lightweight of aerospace equipment. Burn-resistant Ti alloys, such as Ti-V-Cr and Ti-Cu, however, face limitations such as high cost and low specific strength. Surface coatings provide a cost-effective solution while maintaining the high specific strength and good processability of the base material. Conventional surface treatments, such as laser cladding, result in defects and deformation of thin-walled parts. Cold spray technology offers a promising solution, as it uses kinetic energy to deposit coatings at low temperatures, avoiding defects and deformation.
- burn resistant coating
- titanium alloy coating
- cold spraying
1. Introduction
2. Burn Resistant Ti Alloys
3. Burn Resistant Surface Technologies of Ti Alloys
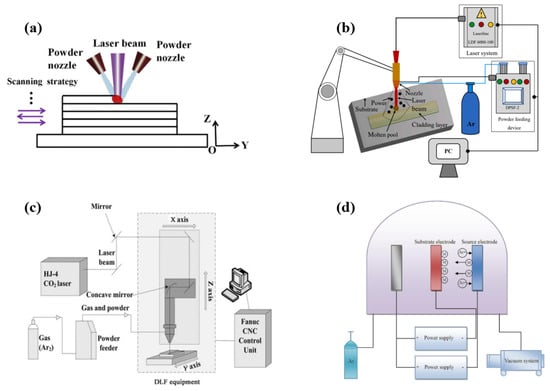
The development of burn-resistant surface technologies for Ti alloys attracts more attention, as the overall burn-resistant alloys tend to be expensive, have low specific strength, complex production processes, and limited practical applications. Recognizing that combustion always originates from the surface, various surface technologies have been proposed to improve the burn-resistance of Ti alloys. These technologies include coatings based on α-Ti and β-Ti alloys and use carriers such as laser beams (e.g., laser cladding), ion beams (ion implantation, double-glow plasma surface alloying, magnetron sputtering, plasma spray), and electron beams (electron beam cladding). Other techniques include electroplating, high-energy mechanical alloying, friction stir machining, and similar methods. Laser cladding [13][14], laser solid forming [15][16], and direct laser fabrication [17][18][19][20][21] were used to prepare burn-resistant coating on the surface of Ti alloys. The related deposition principle is similar (Figure 1), which implies that the surface of the base material is irradiated using different fillers in order to make the deposit and the thin layer of the base material melt simultaneously.
4. Cold Spray Technology
5. The Opportunity of Cold Spray for Fabricating Burn-Resistant Ti-Based Coating
6. Post-Treatment of Cold Sprayed Ti-Based Coatings
7. Conclusions
The utilization of cold spray deposition in conjunction with low-temperature heat treatment presents a promising solution to enhance the flame-resistant properties of Ti alloys. The findings demonstrate the potential of this approach to develop high-performance intermetallic compound-enhanced metal matrix composite coatings. This innovative strategy allows for the formation of a well-bonded coating with superior thermal and mechanical properties, effectively minimizing the risks associated with spontaneous combustion. This approach offers several advantages, including improved adhesion, reduced porosity, enhanced thermal stability, and resistance to aggressive combustion environments. Furthermore, the integration of intermetallic compounds within the coating matrix provides an additional layer of protection against thermal effects and combustion hazards. The development and application of high-performance intermetallic compound-enhanced composites based on the proposed bimetallic coating approach hold great promise in various industries that require materials with excellent flame-resistant properties. These industries include automotive, power generation, and chemical processing, where the prevention of spontaneous combustion is of paramount importance.
This entry is adapted from the peer-reviewed paper 10.3390/ma16196495
References
- Peters, M.; Kumpfert, J.; Ward, C.H.; Leyens, C. Titanium Alloys for Aerospace Applications. Adv. Eng. Mater. 2003, 5, 419–427.
- Zhang, S.; Zeng, W.; Zhou, D.; Lai, Y. Hot Workability of Burn Resistant Ti-35V-15Cr-0.3Si-0.1C Alloy. Mater. Sci. Technol. 2016, 32, 480–487.
- Shao, L.; Li, W.; Li, D.; Xie, G.; Zhang, C.; Zhang, C.; Huang, J. A Review on Combustion Behavior and Mechanism of Ti Alloys for Advanced Aero-Engine. J. Alloys Compd. 2023, 960, 170584.
- Zhao, Y.; Zhou, L.; Deng, J. Effects of the Alloying Element Cr on the Burning Behavior of Titanium Alloys. J. Alloys Compd. 1999, 284, 190–193.
- Zhao, Y.; Zhu, K.; Li, Y.; Liu, C.; Feng, L.; Wu, H. One Kind β Type a Low Cost Titanium Alloy. CN106507830B, 27 February 2008.
- Shao, L.; Xie, G.; Liu, X.; Wu, Y.; Yu, J.; Hao, Z.; Lu, W.; Liu, X. Combustion Behaviour and Mechanism of TC4 and TC11 Alloys. Corros. Sci. 2020, 168, 108564.
- Chen, Y.N.; Huo, Y.Z.; Song, X.D.; Bi, Z.Z.; Gao, Y.; Zhao, Y.Q. Burn-Resistant Behavior and Mechanism of Ti14 Alloy. Int. J. Miner. Metall. Mater. 2016, 23, 215–221.
- Shao, L.; Xie, G.; Liu, X.; Wu, Y.; Yu, J.; Feng, K.; Xue, W. The Effect of Cu Content and Ti2Cu Precipitation on the Combustion Behaviour and Mechanism of Ti-XCu Alloys. Corros. Sci. 2021, 190, 109641.
- Jiang, B.; Wen, D.; Wang, Q.; Che, J.; Dong, C.; Liaw, P.K.; Xu, F.; Sun, L. Design of Near-α Ti Alloys via a Cluster Formula Approach and Their High-Temperature Oxidation Resistance. J. Mater. Sci. Technol. 2019, 35, 1008–1016.
- Chen, Y.; Yang, W.; Bo, A.; Zhan, H.; Zhang, F.; Zhao, Y.; Zhao, Q.; Wan, M.; Gu, Y. Underlying Burning Resistant Mechanisms for Titanium Alloy. Mater. Des. 2018, 156, 588–595.
- Zhu, K.; Zhao, Y.; Li, Y.; Liu, C.; Wu, H.; Feng, L. One Kind α Type a Low Cost Titanium Alloy. CN106507831B, 27 February 2008.
- Yang, W.; Chen, Y.; Zhao, Q.; Zhan, H.; Xu, Y.; Zhang, F.; Zhao, Y.; Gu, Y. Multiscale Exploit the Role of Copper on the Burn Resistant Behavior of Ti-Cu Alloy. J. Alloys Compd. 2021, 863, 158639.
- Lou, L.-Y.; Zhang, Y.; Jia, Y.-J.; Li, Y.; Tian, H.-F.; Cai, Y.; Lin, C.-X. High Speed Laser Cladded Ti-Cu-NiCoCrAlTaY Burn Resistant Coating and Its Oxidation Behavior. Surf. Coat. Technol. 2020, 392, 125697.
- Zhang, F.; Qiu, Y.; Hu, T.; Clare, A.T.; Li, Y.; Zhang, L.C. Microstructures and Mechanical Behavior of Beta-Type Ti-25V-15Cr-0.2Si Titanium Alloy Coating by Laser Cladding. Mater. Sci. Eng. A 2020, 796, 140063.
- Tan, H.; Hu, T.; Wang, Y.; Zhang, F.; Qiu, Y.; Liu, T.; Fan, W.; Zhang, L.C. Solidification Effect on the Microstructure and Mechanism of Laser-Solid-Forming-Produced Flame-Resistant Ti–35V–15Cr Alloy. Adv. Eng. Mater. 2020, 22, 2000102.
- Zhang, F.; Liu, T.; Zhao, H.; Tan, H.; Hu, G.; Zhang, Z. Influence of Processing Parameters on Beta Grain Morphology of Laser Solid Forming of Ti-25V-15Cr Burn-Resistant Titanium Alloy. Int. J. Adv. Manuf. Technol. 2017, 91, 1461–1472.
- Zhang, F.; Qiu, Y.; Mei, M.; Yang, X.; Hu, T. Burn-Resistant Property of Laser Solid Forming Ti-25V-15Cr Alloy. Rare Met. Mater. Eng. 2018, 47, 1771–1778.
- Wang, F. Direct Laser Fabrication of Ti-25V-15Cr-2Al-0.2C (Wt Pct) Burn-Resistant Titanium Alloy. Met. Mater. Trans. A Phys. Met. Mater. Sci. 2012, 43, 677–686.
- Wu, X.; Sharman, R.; Mei, J.; Voice, W. Direct Laser Fabrication and Microstructure of a Burn-Resistant Ti Alloy. Mater. Des. 2002, 23, 239–247.
- Wu, X.; Sharman, R.; Mei, J.; Voice, W. Microstructure and Properties of a Laser Fabricated Burn-Resistant Ti Alloy. Mater. Des. 2004, 25, 103–109.
- Wang, F.; Mei, J.; Wu, X. Microstructure Study of Direct Laser Fabricated Ti Alloys Using Powder and Wire. Appl. Surf. Sci. 2006, 253, 1424–1430.
- Tan, H.; Wang, Y.; Wang, G.; Zhang, F.; Fan, W.; Feng, Z.; Lin, X. Investigation on Microstructure and Properties of Laser Solid Formed Low Expansion Invar 36 Alloy. J. Mater. Res. Technol. 2020, 9, 5827–5839.
- Wu, S.; Liu, Z.; Gong, Y.; Liang, X.; Wu, Y.; Zhao, X. Analysis of the Sequentially Coupled Thermal–Mechanical and Cladding Geometry of a Ni60A-25%WC Laser Cladding Composite Coating. Opt. Laser Technol. 2023, 167, 109595.
- Li, Y.; Bai, P.; Wang, Y.; Hu, J.; Guo, Z. Effect of Ni Contents on the Microstructure and Mechanical Properties of TiC-Ni Cermets Obtained by Direct Laser Fabrication. Int. J. Refract. Met. Hard Mater. 2009, 27, 552–555.
- Luo, X.X.; Yao, Z.J.; Zhang, P.Z.; Miao, Q.; Liang, W.P.; Wei, D.B.; Chen, Y. A Study on High Temperature Oxidation Behavior of Double Glow Plasma Surface Metallurgy Fe-Al-Cr Alloyed Layer on Q235 Steel. Appl. Surf. Sci. 2014, 305, 259–266.
- Evans, H.E.; Taylor, M.P. Diffusion Cells and Chemical Failure of MCrAlY Bond Coats in Thermal-Barrier Coating Systems. Oxid. Met. 2001, 55, 17–34.
- Wei, D.B.; Li, M.F.; Zhou, X.; Li, F.K.; Li, S.Q.; Zhang, P.Z. Preparation of NiCr/YSZ two-layered burn-resistant coating on γ-TiAl alloys based on plasma surface metallurgy and ion plating methods. J. Min. Metall. Sect. B Metall. 2021, 57, 83–96.
- Li, Z.; Zhao, W.; Ji, S.; Zhong, X.; Lian, Z. Research Progress and Trend of Plasma Metallurgy on Titanium Metallic Surface. MATEC Web Conf. 2020, 321, 06007.
- Zhang, P.Z.; Xu, Z.; Zhang, G.H.; He, Z.Y.; Yao, Z.J. Plasma Surface Alloying of Titanium Alloy for Enhancing Burn-Resistant Property. Trans. Nonferrous Met. Soc. China 2006, 16, S2100–S2103.
- Endres, S.; Wilke, M.; Knöll, P.; Frank, H.; Kratz, M.; Wilke, A. Correlation of in Vitro and in Vivo Results of Vacuum Plasma Sprayed Titanium Implants with Different Surface Topography. J. Mater. Sci. Mater. Med. 2008, 19, 1117–1125.
- Lian, Y.; Cui, M.; Han, A.; Liu, Z.; Zhang, J. Multi-Criteria Optimization of Automatic Electro-Spark Deposition TiCrNiVSi0.1 Multi-Principal Element Alloy Coating on TC4 Alloy. Coatings 2023, 13, 214.
- Li, B.; Ding, R.; Shen, Y.; Hu, Y.; Guo, Y. Preparation of Ti-Cr and Ti-Cu Flame-Retardant Coatings on Ti-6Al-4V Using a High-Energy Mechanical Alloying Method: A Preliminary Research. Mater. Des. 2012, 35, 25–36.
- Li, B.; Fu, S. Ti-Cu Flame-Retardant Modified Layer Prepared by Friction Stir Processing on Surface of TC4 Ti Alloy. Chin. J. Nonferrous Met. 2018, 28, 435–445.
- Xiong, J.; Huang, J.; Xie, G.; Yu, J.; Zhang, C.; Shao, L.; Wang, Y.; Li, H.; He, G. Effect of Electroplating Cr Coating on Combustion Characteristics of TC4 Titanium Alloy. Chin. J. Eng. 2020, 42, 1007–1017.
- Liu, H.; Chen, G.; Du, L.; Lan, H.; Huang, C.; Zhang, B.; Wang, H.; Zhang, W. Preparation and Characterization of Titanium Alloy Protective Coating. Rare Met. Mater. Eng. 2018, 47, 647–651.
- Li, C.J.; Wang, Y.Y. Effect of Particle State on the Adhesive Strength of HVOF Sprayed Metallic Coating. J. Therm. Spray. Technol. 2002, 11, 523–529.
- Chen, X.; Li, C.; Li, S.; Han, X.; Jiang, H.; Zhao, X. HVOF Spray Performance Optimization Analysis and Experimental Research of WC–12Co Coating on Ti Alloy. Met. Mater. Int. 2023, 29, 18.
- Schmidt, T.; Gärtner, F.; Assadi, H.; Kreye, H. Development of a Generalized Parameter Window for Cold Spray Deposition. Acta Mater. 2006, 54, 729–742.
- Fardan, A.; Berndt, C.C.; Ahmed, R. Numerical Modelling of Particle Impact and Residual Stresses in Cold Sprayed Coatings: A Review. Surf. Coat. Technol. 2021, 409, 126835.
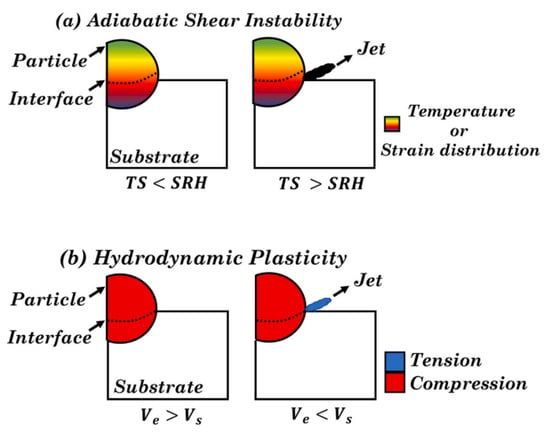
- Assadi, H.; Gärtner, F.; Stoltenhoff, T.; Kreye, H. Bonding Mechanism in Cold Gas Spraying. Acta Mater. 2003, 51, 4379–4394.
- Hassani-Gangaraj, M.; Veysset, D.; Champagne, V.K.; Nelson, K.A.; Schuh, C.A. Adiabatic Shear Instability Is Not Necessary for Adhesion in Cold Spray. Acta Mater. 2018, 158, 430–439.
- Moridi, A.; Hassani-Gangaraj, S.M.; Guagliano, M.; Dao, M. Cold Spray Coating: Review of Material Systems and Future Perspectives. Surf. Eng. 2014, 30, 369–395.
- Assadi, H.; Kreye, H.; Gärtner, F.; Klassen, T. Cold Spraying—A Materials Perspective. Acta Mater. 2016, 116, 382–407.
- Li, W.Y.; Zhang, C.; Wang, H.T.; Guo, X.P.; Liao, H.L.; Li, C.J.; Coddet, C. Significant Influences of Metal Reactivity and Oxide Films at Particle Surfaces on Coating Microstructure in Cold Spraying. Appl. Surf. Sci. 2007, 253, 3557–3562.
- Khun, N.W.; Tan, A.W.Y.; Sun, W.; Liu, E. Wear and Corrosion Resistance of Thick Ti-6Al-4V Coating Deposited on Ti-6Al-4V Substrate via High-Pressure Cold Spray. J. Therm. Spray. Technol. 2017, 26, 1393–1407.
- Li, C.J.; Li, W.Y. Deposition Characteristics of Titanium Coating in Cold Spraying. Surf. Coat. Technol. 2003, 167, 278–283.
- Cavaliere, P.; Silvello, A. Mechanical and Microstructural Behavior of Cold-Sprayed Titanium- and Nickel-Based Coatings. J. Therm. Spray. Technol. 2015, 24, 1506–1512.
- Luo, X.T.; Wei, Y.K.; Wang, Y.; Li, C.J. Microstructure and Mechanical Property of Ti and Ti6Al4V Prepared by an In-Situ Shot Peening Assisted Cold Spraying. Mater. Des. 2015, 85, 527–533.
- Cizek, J.; Kovarik, O.; Siegl, J.; Khor, K.A.; Dlouhy, I. Influence of Plasma and Cold Spray Deposited Ti Layers on High-Cycle Fatigue Properties of Ti6Al4V Substrates. Surf. Coat. Technol. 2013, 217, 23–33.
- Yu, P.; Fan, N.; Zhang, Y.; Wang, Z.; Li, W.; Lupoi, R.; Yin, S. Microstructure Evolution and Composition Redistribution of FeCoNiCrMn High Entropy Alloy under Extreme Plastic Deformation. Mater. Res. Lett. 2022, 10, 124–132.
- Koricherla, M.V.; Torgerson, T.B.; Alidokht, S.A.; Munagala, V.N.V.; Chromik, R.R.; Scharf, T.W. High Temperature Sliding Wear Behavior and Mechanisms of Cold-Sprayed Ti and Ti–TiC Composite Coatings. Wear 2021, 476, 203746.
- Munagala, V.N.V.; Chromik, R.R. The Role of Metal Powder Properties on the Tribology of Cold Sprayed Ti6Al4V-TiC Metal Matrix Composites. Surf. Coat. Technol. 2021, 411, 126974.
- Tan, A.W.Y.; Lek, J.Y.; Sun, W.; Bhowmik, A.; Marinescu, I.; Buenconsejo, P.J.; Dong, Z.; Liu, E. Microstructure, Mechanical and Tribological Properties of Cold Sprayed Ti6Al4V–CoCr Composite Coatings. Compos. B Eng. 2020, 202, 108280.
- Winnicki, M.; Jasiorski, M.; Baszczuk, A.; Korzeniowski, M. Heat-Treatment of Aluminium-Nickel Composite Cold Sprayed Coating. Coatings 2020, 10, 581.
- Lee, H.Y.; Jung, S.H.; Lee, S.Y.; Ko, K.H. Alloying of Cold-Sprayed Al-Ni Composite Coatings by Post-Annealing. Appl. Surf. Sci. 2007, 253, 3496–3502.
- Hussain, T.; McCartney, D.G.; Shipway, P.H.; Marrocco, T. Corrosion Behavior of Cold Sprayed Titanium Coatings and Free Standing Deposits. J. Therm. Spray Technol. 2011, 20, 260–274.
- Marrocco, T.; Hussain, T.; McCartney, D.G.; Shipway, P.H. Corrosion Performance of Laser Posttreated Cold Sprayed Titanium Coatings. J. Therm. Spray. Technol. 2011, 20, 909–917.
- Mishra, R.S.; Ma, Z.Y. Friction Stir Welding and Processing. Mater. Sci. Eng. R Rep. 2005, 50, 1–78.