Your browser does not fully support modern features. Please upgrade for a smoother experience.
Please note this is an old version of this entry, which may differ significantly from the current revision.
Subjects:
Engineering, Civil
Asphalt is widely employed in road construction due to its durability and ability to withstand heavy traffic. However, the disposal of waste polymers has emerged as a significant environmental concern. Recently, researchers have used polymer waste to modify asphalt pavements as a new approach. This approach aims to improve pavement performance and address the environmental concerns of polymer waste. Researchers have demonstrated that incorporating polymeric waste into asphalt mixtures can lead to performance improvements in asphalt pavements, particularly in mitigating common distresses including permanent deformation and thermal and fatigue cracking.
- asphalt mixtures
- aging
- sustainability
- moisture damage
- waste polymers
1. Introduction
An effective measure to enhance the performance of long-life pavements includes letting the materials of pavement acquire self-healing characteristics [1,2]. With a crack’s formation in asphalt, the pavement’s asphalt mixture possesses self-healing properties, allowing it to repair cracks autonomously and thereby prolonging the service life of the pavement [3,4,5].
Worldwide, a significant quantity of waste materials are produced, leading to adverse environmental effects such as soil, air, and water pollution. These environmental challenges have implications for economic considerations, human health, and energy conservation. Moreover, the accumulation of waste materials raises concerns regarding the occupation of extensive areas. Consequently, additional investigations have been carried out on the potential reuse of waste materials within the pavement industry [3,4,6].
Plastic materials, i.e., polymers, have become extremely prevalent in daily lives and are utilized in various industries. They serve as essential raw materials for producing a wide range of items, including plastic cups, bottles, housewares, storage containers, and pipes [7]. However, the disposal of these products presents significant environmental challenges. The accumulation of plastic waste in landfills and oceans has generated growing interest in the recycling and reuse of plastics [8]. Plastics have emerged as an essential commodity in contemporary society, and their global production has been consistently growing at a rate of 10% per year since 1950 [9]. Globally in 2021, it was reported that about 390.7 million metric tons of plastic waste were produced, increasing annually by 4% [10]. This significant volume raises concerns about their reuse and recycling safety, primarily due to the potential toxicity of plastic particles and their potential entry into the food chain. Regrettably, the current rates of plastic recycling remain disappointingly low [1,2]. One way to reduce the issue of polymer waste is by incorporating plastics into construction, specifically in road applications. By integrating reclaimed polymers, this approach reduces plastic waste in landfills while enhancing the mechanical properties of asphalt binders. While using new polymers for asphalt modification can be costly in road construction, waste plastics offer a cost-effective alternative. The utilization of waste plastics to modify asphalt originated in the 1990s, primarily in the form of fibers [11,12,13]. Consequently, it represents an effective technique to improve the performance of asphalt [14,15].
While it has long been understood that virgin polymers can enhance the characteristics of modified bitumen, using recycled polymers in place of virgin ones raises some questions. The quantity of polymers utilized to repair road surfaces must be minimal because polymers are quite expensive. When it comes to enhancing road performance, recycled plastics have been demonstrated to produce comparable outcomes to virgin polymers. From an economic and environmental standpoint, employing waste polymer as a modifier is advantageous because it might assist in increasing the efficiency of pavement and the quality of roads, as well as find a solution to the problem of waste disposal [16,17].
There are two primary categories of waste polymers used to modify asphalt binders: thermoplastic elastomers, such as styrene–butadiene–styrene block (SBS) and styrene-butadiene rubber (SBR), and plastomers, including polyethylene (PE) and ethylene–vinyl acetate (EVA). Thermoplastic elastomers impart favorable elastic properties to modified asphalt, whereas plastomers enhance stiffness and reduce deformation under loads [18]. In the asphalt industry, certain plastomers serve as an alternative to thermoplastic elastomers for road paving applications. These polymers exhibit the characteristics of hardening upon cooling and softening upon heating, as thermoplastic materials do. A two-phase morphological structure is produced when polymers, whether plastomeric or elastomeric, are added. Depending on whether the polymer is spread within the asphalt matrix or the asphalt is dispersed within the polymer matrix, this structure may appear as an asphalt-rich phase or a polymer-rich phase [19]. Currently, the most used polymer wastes for modifying asphalt are polyethylene terephthalate (PET), polypropylene (PP), styrene-butadiene rubber (SBR), styrene-butadiene-styrene (SBS), polyethylene (PE), and ethylene-vinyl acetate (EVA) [14,20,21,22]. Among plastic types, PE decomposes at a slow rate and persists in the environment for an extended period after disposal [23]. Due to its extensive usage, there has been a notable increase in the amount of polyethylene waste requiring recycling [24]. Recently, there has been increasing interest in reactive polymers for asphalt binder modification. Polyethylene, including linear low-density polyethylene (LLDPE), low-density polyethylene (LDPE), and high-density polyethylene (HDPE), have been extensively researched and used in road applications due to their cost-effectiveness and performance enhancements [20,21,25].
The polymer modification of bitumen has been the subject of several review papers. The interactions between organic–inorganic composites were extensively reviewed by [26], together with their impact on the functionality of cement asphalt emulsion mixtures, while [27] thoroughly examined the wet and dry procedures used to remove different forms of waste plastic from asphalt surfaces. Some of the review papers concentrated on the impact of mixing conditions and the consequent modified bitumen properties, whereas others concentrated on elastomers in the road sector [28].
2. Polymer Modification
2.1. PTP- and PET-Modified Asphalt
The selection of modifiers for any project involves considering various factors, including performance, cost, availability, and feasibility [44]. Previous research has examined the impact of waste plastic on asphalt pavement. Abdullah et al. [60] found that the optimal content of waste polymers is 8% to provide the highest performance. Kader [61] studied the volumetric and stability characteristics of asphalt mixtures incorporating waste plastic. The author found a better volumetric characteristic in the controlled mixture than plastic mixes, though the addition of an extra 4% waste plastic showed improved stability compared with the controlled specimen. Polytrimethylene terephthalate (PTP) is widely applied in the production of liquid and food containers [36]. El-Naga and Ragab [57] revealed that the inclusion of a PTP modifier improved the softening point, penetration, and strength of the modified asphalt. Figure 2 depicts the relationship between Marshall stiffness and the percentage of PTP in the investigated mixtures. The increase in the PTP content increased the Marshall stiffness values up to 12% PTP content. However, beyond that threshold, these values started to decline, which could be attributed to the increased void content resulting from higher PTP percentages. Ultimately, the quantified benefits demonstrated that incorporating 12% PTP resulted in an increase of 2.81 times in pavement service life and led to approximately 20% savings in the thickness of the asphalt layer. Thus, the optimum content of PTP was found to be 12%.
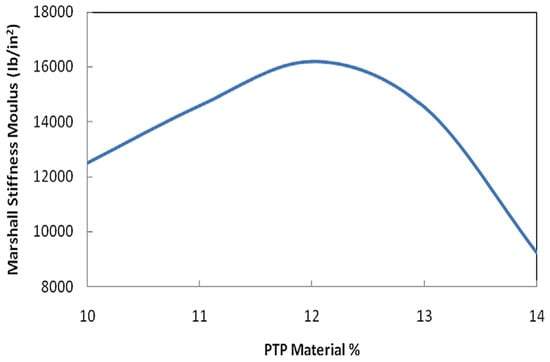
Figure 2. Variation in Marshall stiffness with the PTP content, El-Naga and Ragab [57].
Polyethylene terephthalate (PET) represents a polyester thermoplastic material. Its extensive use, particularly in the form of bottles, has significantly contributed to environmental pollution. Similar to polychlorinated biphenyl (PCB), PET is considered a persistent organic pollutant and has negative impacts on the environment [21]. To tackle these concerns, recycling PET materials has garnered considerable attention. Waste PET is now being utilized in various industries, including plastics, textiles, fibers, and construction [62]. The construction sector is witnessing a growing trend of incorporating recycled PET into materials like concrete and asphalt mixtures. This approach not only aids in waste reduction, but also minimizes the consumption of fossil fuels and natural resources such as binders and aggregates [63]. Several researchers have explored the utilization of PET materials in asphalt mixtures. However, achieving a homogeneous dispersion of PET when used as a bitumen modifier can be challenging because of its significant melting point (approximately 250 °C). Consequently, PET materials are often employed as mix modifiers or substitutes for aggregates [64]. Incorporating PET in asphalt has been reported to enhance the resistance to plastic deformation [37] as well as the durability [65]. However, the shape and size of the PET can highly impact the results [64]. Taherkhani and Arshadi [37] conducted studies using PET particles of coarse grades (1.18–2.36 mm) and fine grades (0.297–0.595 mm) and found that the greatest improvement in the Indirect Tensile Strength (ITS) value at 25 °C was achieved when incorporating 2% of both sizes of PET. Beyond this level, the ITS decreased with the increase in the PET content. Because of the retained semi-crystalline form of the PET in the combination, the Marshall stability increased. In comparison with natural aggregates, the reduced friction and stiffness of PET particles, on the other hand, is the cause of the decreased stability with higher PET content. Additionally, Movilla-Quesada et al. [66] examined the stiffness characteristics of modified asphalt with PET. Even at low temperatures and compared with conventional asphalt mixtures, they found that adding PET made the mixture more flexible. According to their research, 14% of the binder’s weight is the optimum amount of PET to apply during the dry process.
Esfandabad et al. [67] aimed to address the limited documentation regarding the mechanical and fracture characteristics of asphalt mixtures incorporating PET polymers. The research involved replacing mineral aggregates (passing through sieves #4 and #8) with varying amounts of PET granules, ranging from 0% to 100%. The findings indicated that increasing the PET content resulted in decreased Indirect Tensile Strength (ITS) values but improved moisture resistance. Additionally, the mixtures exhibited enhanced resistance to rutting distress at a temperature of 45 °C, suggesting increased stiffness. It is worth noting that including 30% and 50% PET in the asphalt mixtures led to reduced fracture resistance. However, higher PET contents allowed for limited periods of acceptable fracture energy, thereby increasing the likelihood of fracture failure. The results presented in Figure 3 illustrate that the increase in the PET content reduced the temperature dependency of asphalt mixtures, specifically at 50% and 70%. Due to the PET particles’ sensitivity to temperature changes, this observation can be explained. The linear elasticity of PET particles at 0 °C lessens the sensitivity. Additionally, the variance between the predicted fracture energy at 0 °C and 20 °C was lessened by adding PET particles to the mixtures.
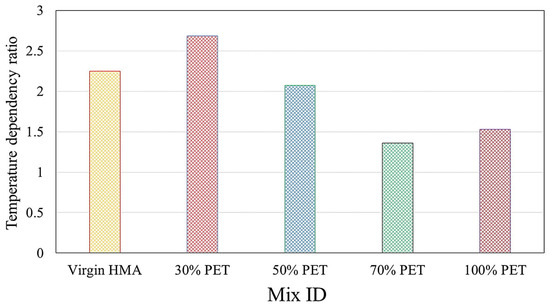
Figure 3. Ratios based on temperature (division of fracture energy at 0 °C by 20 °C) [67].
Xu et al. [68] investigated the utilization of PET in asphalt concrete with recycled concrete aggregate (RCA-AC). The findings indicated that the PET additive substantially improved the bonding strength and adhesion of asphalt, resulting in a reduced stripping percentage and decreased susceptibility to moisture-induced damage in RCA-AC, particularly under freeze–thaw (F-T) cycles. Additionally, the PET additive enhanced the RCA-AC resistance to rut deformation after immersion at 60 °C. Moreover, When PET additives were added to the modified asphalt binder, the interfacial bonding layers between the particles of RCA were preserved, with no significant increase in width following immersion and F-T cycles, unlike the virgin binder. Overall, the proper application of PET additive presents a helpful strategy for facilitating the recycling of RCA for long-lasting asphalt paving. Merkel et al. [69] conducted a study where they utilized the aminolysis of PET with various amine nucleophiles for producing terephthalic amides. These amides, when used as a modifier in asphalt binders, provided enhanced resistance against low-temperature, fatigue, and rutting cracking, with enhancements observed up to 18%. In another study by Leng et al. [21], enhanced resistance to fatigue and rutting cracking was found when the effects of aminolytically degraded PET on the mechanical characteristics of modified asphalt were investigated. Recent research employing MD simulation has confirmed that treating PET with glycolysis can enhance the adhesion between the binder and aggregates [70]. A previous study explored the antistripping capabilities of aminolysis-treated waste PET, while MD simulation provides a molecular-level perspective on the influence of PET additives on the adhesion between the binder and aggregates, as seen in Leng et al. [71].
2.2. PE-Modified Asphalt
Polyethylene is widely acknowledged for its non-toxicity, exceptional electrical and chemical resistance, and lightweight characteristics. Moreover, polypropylene resists alkalis and acids, has excellent dielectric properties, and high tensile and compressive strength. However, considering their significant consumption and production, it becomes crucial to emphasize the collection, handling, and proper disposal of these materials [72]. Polyethylene is available in various types, including linear low-density polyethylene (LLDPE), low-density polyethylene (LDPE), and high-density polyethylene (HDPE). The structural characteristics of PE, such as melt-flow index (MFI), crystallinity, and density, offer valuable information about its molecular architecture. Figure 4 provides schematic representations of the molecular structure of different types of polyethylene [73].
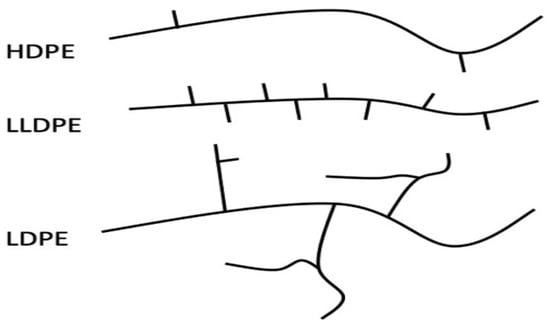
Figure 4. Molecular structure for different types of polyethylene [73].
Different studies have presented varying perspectives on the influence of PE addition on the low-temperature characteristics of asphalt, with some suggesting improvement and others reporting no significant enhancement [74]. The research on using recycled PE is expanding rapidly, demonstrating the enhancement of thermal stability, rigidity, and resistance to rutting [8]. Kakar et al. [13] concentrated on mixing two different kinds of PE, specifically PE shreds and pellets (by-products of PE production that are typically burned), with a typical asphalt binder. The goal is to evaluate their effect on the binder’s thermal and chemo mechanical behavior. Comparing the results to commercial polymer-modified binders, the inclusion of waste PE greatly increases the binder’s resistance to high-temperature distresses such as rutting. The binders’ modulus at low temperatures remains comparable. Nevertheless, the adverse impact on the storage stability at high temperatures suggests the need for attention to the mixture preparation method.
Rafiq Kakar et al. [34] evaluated the efficiency of waste polyethylene (PE) plastic-infused semi-dense asphalt (SDA) mixtures that produce less noise. According to the cyclic compression (CCT) test results, the mixture containing polymer-modified bitumen (PmB) showed much stronger resistance than the mixture including PE. Comparing combinations using the same base binder without PE with mixtures employing PE, however, revealed some improvements in CCT loading. Semi-Circular Bend (SCB) test findings showed that mixes with higher PE contents, on average, had somewhat lower fracture toughness and better fracture energy than PmB mixtures. According to the electron microscope pictures shown in Figure 5, PE does not completely melt after mixing but, rather, remains as an elastic entity. According to these results, PE and the binder both exhibit elastic behavior at low temperatures, but as the temperature rises, PE’s elastic behavior decreases, and the binder’s viscoelastic characteristics become dominant. These findings emphasize the significance of the careful selection of polymer waste modifiers for base asphalt modification.
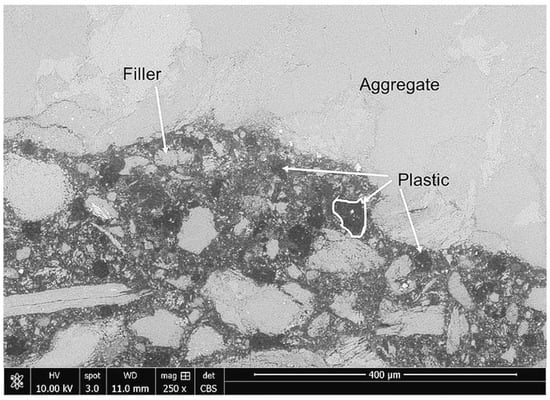
Figure 5. SEM image of PE-modified asphalt at 250× [34].
Investigations on rHDPE-modified asphalt have shown improved rutting resistance but reduced fatigue cracking performance [75]. The optimum mixing time for recycled high-density polyethylene (RHDPE) was found to be 50 min, while it was 70 min for recycled low-density polyethylene (RLDPE) [50]. Nizamuddin et al. [76] prepared a blend of LLDPE and asphalt binder with mixing for 90 min. Generally, the use of LLDPE increased the elasticity, softening point, and rotational viscosity while reducing penetration and permanent deformation. Figure 6a,b provide the recovery rate and non-recoverable creep compliance (Jnr), respectively. It can be seen that the use of LLDPE significantly increased the recovery rate in comparison with virgin asphalt, particularly at higher contents of LLDPE and lower stress levels. On the other hand, the Jnr was reduced by the increasing contents of LLDPE, implying more resistance to deformation. The negligible impacts at 9 and 12% of LLDPE can lead to workability and storage issues. Amirkhanian conducted a study on the impact of three PE types on the characteristics of asphalt binder [77]. The findings indicated that a low content of PE (2%) increased the complex shear modulus (G*), failure temperature, and rotational viscosity while decreasing the phase angle (δ). Nevertheless, a higher content of PE (4% and 6%) improved the non-recoverable creep compliance and elastic performance, though it adversely impacted low-temperature and fatigue performance. Liang et al. [78] aimed to investigate the relationship between the structure of various types of PE and asphalt performance. The three types of PE were investigated in addition to medium-density polyethylene (MDPE). Among them, LLDPE-modified asphalt showed enhanced performance at low temperatures, while LDPE demonstrated the highest compatibility with asphalt. A higher branching degree in PE enhanced the asphalt’s performance in low-temperature conditions, but reduced its performance at high temperatures. Additionally, a decrease in the melt flow index (MFI) contributed to improved resistance against rutting. However, a low MFI made it challenging for PE to disperse effectively, resulting in poor compatibility with asphalt. The BBR test was used to assess the cracking tendency of asphalt. The symbol ‘S’ represents the stiffness of creep of the beam under loading, while the ‘m-value’ indicates the S change rate with loading time. The results indicate that the increase in the loading time decreased the S value and increased the m-value for all tested mixtures. Considering the same time of loading, the S value was reduced by the order MDPE, HDPE, LDPE, and LLDPE mixtures, whereas the m-value showed the opposite trend.
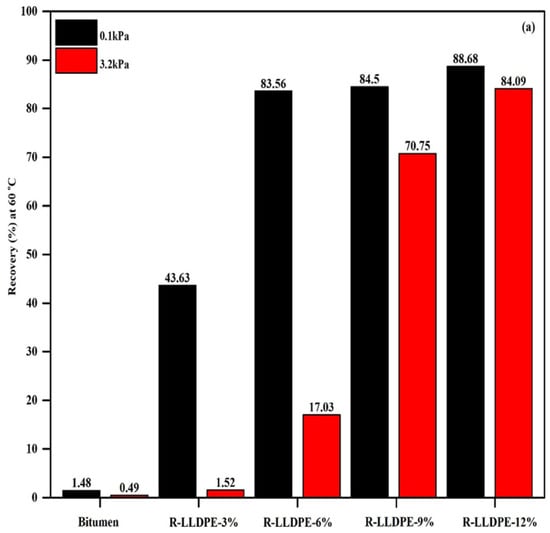
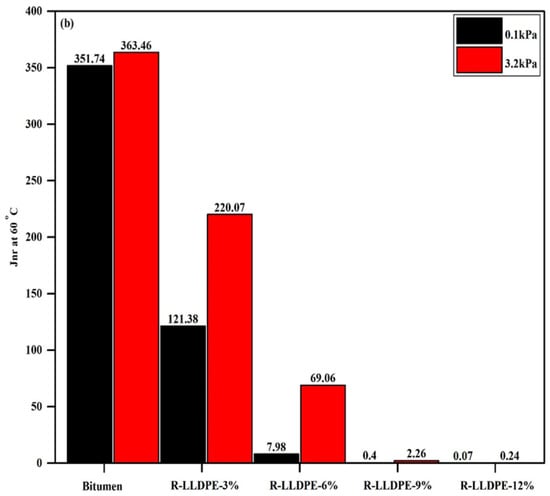
Figure 6. Recovery rate (a) and Jnr results (b) of LLDPE-modified asphalts at −18 °C [76].
2.3. PU-Modified Asphalt
Polyurethane (PU) has been investigated by researchers and pavement engineers because of its remarkable performance [79]. The molecular structure of PU includes carbamate groups, which are commonly created when isocyanates and polyols combine. Because it is an organic polymer, PU excels in engineering properties due to its high levels of elongation, energy absorption, chemical and corrosion resistance, thermal stability, cost-effectiveness, diversity in applications and products, and usability [80,81]. When compared with other polymer-modified asphalts, the preparation of asphalt binders and mixtures with PU modification is very different. Conventional polymer modifiers are often injected directly and blended at high temperatures, mostly through physical reactions. Instead of employing the final PU products, the chain extenders and PU prepolymers are individually added to the asphalt in the case of PU modification. In order to achieve chemical modification, this method seeks to enhance chemical interactions between the highly reactive PU and asphalt components. Furthermore, it is advised to use a high-shear force mixer for the mixing operation, such as a disk-based serrated mixer. The suggested dosage varies from 5% to 15% by weight of the basic binder, with the optimum curing temperature being 175 °C and lasting around an hour [82].
PU works as a chemically reactive modifier and shows enhanced compatibility in the asphalt matrix, effectively reducing the risk of phase separation. As a result of these performance improvements, there is growing interest in studying the underlying mechanisms of this modification.
2.4. SBS-, SBR-, and EVA-Modified Asphalt
Yeganeh et al. [59] explored the possibility of using polybutadiene rubber (PBR) and styrene-butadiene rubber (SBR) as modifiers for bitumen. The results indicate that both polymers showed distinct influences on the anticipated performance and rheology of the modified mixtures. However, SBR provided superior fatigue resistance, even though both polymers exhibited a comparable resistance to permanent deformation. Also, minimal variations were observed between the effects of waste polymers and premium-quality polymers. The primary objective by Gupta et al. [86] was to create a novel type of bitumen suitable for porous asphalt (PA) mixtures by incorporating a high-vinyl content SBS polymer that meets PA mixture requirements. The results revealed that a 4.5% polymer content exhibited superior elasticity, enhanced fatigue resistance, and enhanced rutting resistance in comparison with the reference PMB (polymer-modified bitumen). PA-modified mixtures demonstrated increased resistance to abrasion; however, they also experienced higher binder drainage. To address this issue, glass hybrid fibers and aramid pulp were incorporated. Ameri et al. [65] examined the fatigue resistance of Hot Mix Asphalt (HMA) modified with PBR and SBR. The traditional method, which relies on a 50% reduction in initial stiffness, was found to be inadequate for determining fatigue life in polymer-modified mixtures. It underestimated the fatigue life and led to significant variations in responses. Thus, the authors conducted alternative techniques, including Energy Ratio and Dissipated Energy Change Ratio methods. Both approaches resulted in a more comprehensive fatigue comparison for tested mixtures. The results revealed a substantial improvement in the fatigue life of polymer-modified mixtures in comparison with virgin asphalt.
Costa et al. [75] conducted a study to evaluate the use of granulated recycled EVA (EVA(R)gr) and recycled HDPE powder (HDPE(R)p) to modify conventional bitumen. Also, SBS powder (SBS(V)p) was used for comparison purposes. Figure 7 displays the penetration test results. As expected, the use of polymers (virgin SBS, EVA, and recycled HDPE) improved the softening point of the base bitumen. Also, the inclusion of polymers reduced the penetration results, with HDPE having the greatest impact on reducing the penetration value. This reduction resulted from the higher stiffness of the polymers. Thus, from these results, it was expected that the SBS polymer would provide superior fatigue cracking resistance, while the HDPE is likely to provide the highest modulus of stiffness. Moreover, the homogeneity of EVA demonstrated slightly better storage stability than other polymers. Whereas HDPE showed enhanced resistance against rutting, it had the lowest creep recovery and resilience.
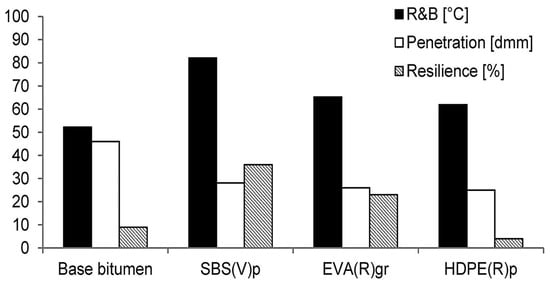
Figure 7. Physical characteristics of the different asphalt binders [75].
2.5. PVC-Modified Asphalt
Polyvinyl chloride (PVC) is frequently utilized while creating window frames, garden hoses, profiles, and insulating cables. PVC has received the moniker “poison plastic” due to the numerous hazardous compounds that it contains. Dioxins are produced when PVC-based goods are burned or cremated. PVC can emit a sizable amount of hydrochloric acid (HCl) when exposed to high temperatures, even when not burned. Given its poisonous nature, this HCl discharge poses a major risk to both the environment and equipment. There are recommendations to chemically lower chlorine levels in PVC in order to minimize the excessive chlorine content. Chlorine may reportedly be removed from PVC surfaces using nucleophilic substitution techniques that involve amines and hydroxy compounds [87]. PVC’s high melting point, which is roughly 298 °C, has complicated several research efforts that have looked into using it as a modifier for bitumen [88,89]. With varying degrees of effectiveness, other studies [90] have sought to modify bitumen using PVC from a variety of sources, such as window frames, cables, and pipelines, or without identifying the origin of the PVC.
PVC was discovered to improve the conventional and rheological characteristics of bitumen despite being used as a filler to make PVC-based bituminous mastics. After adding PVC to the base bitumen, the penetration value generally fell, while the softening point value dramatically rose [91]. When 5% PVC was added to bitumen, the viscosity increased by up to 300%, but the ductility reduced. The storage stability of PVC-modified bitumen was reported to be improved, notably at 5% PVC, by Fang et al. [92], who utilized 0.05%, 0.15%, and 0.25% organic montmorillonite as an agent to enhance its characteristics.
The impact of PVC on bitumen (2.5, 5, 7.5, 10, 12, 15, and 20% by the weight of bitumen) was studied by Ramesh and Tech [93]. The findings indicate that, from the standpoint of stiffness and stability requirements, utilizing up to 7.5% waste PVC as a modifier can be employed for flexible pavement construction in a warmer climate. Also, waste PVC was employed by Arabani and Yousefpour [94] as an additive to improve the functionality of a bitumen and HMA mixture and lessen the rutting value. Ultimately, the outcomes demonstrated that waste PVC particles could improve the rheological characteristics of bitumen and raise the resistance of HMA samples to rutting degeneration. Salman and colleagues [95] conducted an assessment of the physical characteristics of bitumen (40–50) when blended with varying percentages (2.5%, 5%, 7.5%, 10%, 12%, and 15%) of waste PVC. The findings revealed that as the PVC modifier content increased, the penetration rate decreased by 62.8%. Similarly, an increase in PVC content led to a reduction in ductility, while the softening point showed an upward trend with higher PVC percentages. The effects of waste PVC and Electric Arc Furnace Dust (EAFD) on the chemical, physical, and mechanical properties of bitumen and asphalt mixtures were investigated by Ziari et al. [96]. The outcome showed that these modifiers improved the asphalt mixtures’ deformation resistance, moisture susceptibility, and tensile strength. Ezzat and Abed [97] concluded that bitumen modified with PVC and SBS had a more favorable effect on the aging process than pure bitumen based on the results of FTIR tests.
2.6. CSR-Modified Asphalt
The use of PB (polybutadiene) as a core with CSR (core–shell rubber) particles was investigated to enhance the toughness of a hot-mix epoxy asphalt binder (HEAB). These CSR particles were incorporated into epoxy oligomers along with the base asphalt and curing agent of a HEAB [98]. The inclusion of CSR improved the thermal stability and glass transition temperature of the HEAB. Even with just 1 wt% of CSR, the toughness, elongation, and tensile strength increased by 200%, 60%, and 29%, respectively. Nevertheless, the use of 3 wt% of CSR resulted in an alteration of the phase separation mechanism. Su et al. [58] focused on the preparation of CSR-modified HEABs by incorporating 2 wt% CSR with various core polymers. The results indicate that CSR-modified HEABs with an SBS core (CSRSB) exhibit higher viscosity during the curing process compared with CSR-modified HEABs with a PB core (CSRPB). The destruction of the CSR particle shell caused the core polymers to swell, leading to the dispersion of asphalt and polymer particles in the epoxy phase at the micron scale. In CSRPB-modified HEABs, phase separation occurred through spinodal decomposition, which differs from the growth and nucleation mechanism observed in CSRSB and HEAB. The thermal stability of CSR-modified HEABs was minimally affected by the core polymer. Using CSR particles enhanced the mechanical properties of HEAB and the glass transition temperatures of the epoxy and asphalt. In comparison, CSRPB demonstrated higher toughness and tensile strength than CSRSB. The use of 2 wt% CSRPB increased toughness, elongation, and tensile strength by 110%, 42%, and 53, respectively.
3. Hybrid Modification
Recent research has indicated that the hybrid modification of asphalt binders, which involves incorporating multiple modifiers, can yield significant improvements in their rheological properties [99,100]. While the inclusion of waste polyethylene (PE) has shown positive effects on the high-temperature characteristics and rutting resistance of asphalt binders, it negatively affects their low-temperature characteristics. To address this limitation, researchers suggest combining waste PE with elastomers such as SBS and CR [46]. CR has widely been used in particle sizes in a range between 0.075 mm and 4.75 mm, as well as a content between 5 wt.% and 20 wt.% [101,102]. The inclusion of CR in asphalt binders enhances their moisture damage and cracking due to temperature, fatigue, or rutting [103].
For instance, a composite modifier consisting of recycled HDPE, crumbed rubber (CR), and bitumen has demonstrated enhanced fatigue life at low strain levels, high-temperature behavior, and rutting resistance [104]. However, it may adversely affect the fatigue life of the binder under high-shear strain conditions. Other studies have explored the modification of recycled PE and waste tire rubber, resulting in enhanced high-temperature behavior with enhanced rutting resistance, increased softening point, and reduced penetration while maintaining unchanged low-temperature performance [100]. Also, studies have revealed that the use of CR in the base binder improves its fatigue and rutting durability. This addition also leads to reduced costs for mixture rehabilitation and maintenance, enhances pavement longevity, and contributes to decreased traffic noise levels [105,106].
Duarte and Faxina [14] investigated the impacts of using CR and LDPE on the rheological characteristics of modified asphalt at high temperatures. Both modifications had a positive impact on performance grade through increasing the Superpave parameter and the storage stability of asphalt. Moreover, the results indicated that the composite modification effectively enhanced the performance of asphalt at high temperatures. Using CR and LDPE as a hybrid modification strategy demonstrated significant potential in promoting sustainability within the paving industry.
Ameli et al. [3] evaluated the impact of PET, ground tire rubber (GTR), and antistripping agents (ASA) on the behavior of stone matrix asphalt (SMA) mixtures. They revealed that the incorporation of these polymers enhanced the elasticity of the binders, resulting in enhanced permanent deformation resistance. Moreover, the addition of PET contributed to improved resistance against rutting. The findings indicated that using PET, GTR, and ASA composites significantly enhanced the resilient modulus, fatigue life, rutting resistance, indirect tensile strength, and fracture energy of the modified asphalt. According to the results, it was observed that modifying the binder using a 50%PET/50%GTR ratio and ASA type (B) indicated superior resistance against fatigue cracking.
Luo et al. [107] investigated a novel approach to incorporating waste oil into polymer-modified asphalt binders and evaluated the impact on various characteristics. Experimental findings revealed that the use of polymers with waste oil provided a significant enhancement in the anti-aging and high-temperature characteristics, improved recovery, and reduced deformation of asphalt. Figure 8 illustrates the impact of polymers and waste oil on the storage stability of the modified asphalt. The findings suggested that waste oil has minimal impact on storage stability, making it suitable for pavement use even after prolonged storage at high temperatures. The reason was due to the existence of unsaturated fatty acids in waste oil, which enhance the compatibility of the modified asphalt. Consequently, the waste oil allowed the polymers to swell sufficiently and access the spaces between polymer chains, thereby increasing the distance between polymer segments and facilitating molecular movement. This led to the uniform dispersion of polymers within the mixture and improved the compatibility between the polymers and asphalt.
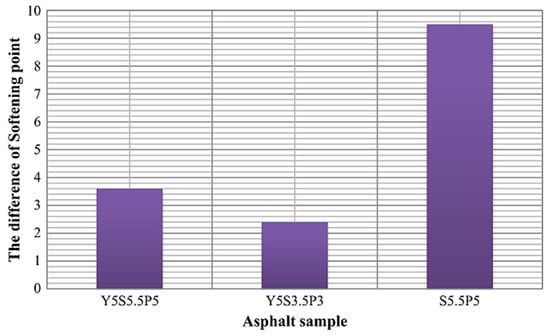
Figure 8. Impacts of polymers and waste oil on the storage stability of asphalt, where Y5S5.5P5 is waste oil (5%) + SBS (5.5%) + PE (5%), S5.5P5 is SBS (5.5%) + PE (5%), and Y5S3.5P3 is waste oil (5%) + SBS (3.5%) + PE (3%) [107].
Elemental sulfur offers an affordable and sustainable alternative to partially replace conventional asphalt binders in pavement construction. It can substitute approximately 30–40% of asphalt by weight without significant impacts on pavement performance [108]. Sulfur transforms into a low-viscosity liquid when heated more than its melting point (117 °C), improving the workability of the mixture at reduced temperatures compared with traditional HMA. This results in reduced heat emissions and production costs. Recent research indicated that the use of more than 20–40 wt.% of sulfur improved the performance grade, reduced penetration, and increased the softening point [109]. Gedik and Lav replaced asphalt binder with 50% sulfur and revealed that the use of sulfur enhanced binder performance as well as reduced overall cost [110].
Alghrafy et al. [111] examined the use of HDPE and LDPE polymers on the rheological properties of sulfur-extended asphalt (SEA) and virgin asphalt. The authors prepared 16 mixtures with HDPE and LDPE levels of 2%, 4%, 6%, and 8% by the weight of asphalt. The findings indicate that using polymers led to a decreased loss tangent and increased complex shear modulus in the binder, suggesting enhanced resistance to rutting under heavy traffic loads and high temperatures. Moreover, the use of polymer-modified SEA showed a 29% reduction in material costs compared with virgin asphalt. Economic and environmental analyses demonstrated that utilizing polymer-modified SEA in road construction offers an economically viable, sustainable, and environmentally friendly alternative that outperforms virgin asphalt.
Hawesah et al. [112] developed a polymer-modified asphalt with low sensitivity to the temperature that can be applied for low-volume and hand-laid applications. The research findings indicated that incorporating 20% rubber and 2% wax into the asphalt binder resulted in an asphalt mixture that is stronger and more durable in comparison with conventional HMA. A wheel track test was utilized for evaluating the rutting resistance of modified asphalt, and the results are demonstrated in Figure 9. The results showed that the polymer-modified asphalt with the use of rubber and wax (RuW) exhibited superior rutting behavior in comparison with HMA. Other tests, such as FTIR and XRD analysis, confirmed the results. A reduction of about 23% and 57% occurred in the rutting of RuW at 45 °C and 60 °C, respectively. This modification increased the stiffness of the asphalt mixture, causing a significant decrease in rut depth.
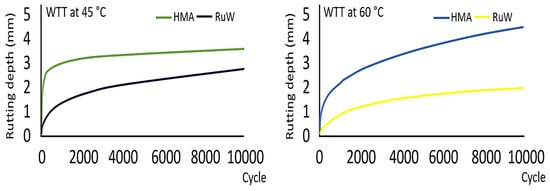
Figure 9. Results of wheel track test [112].
4. Moisture Susceptibility
Moisture represents a key parameter impacting the performance of asphalt pavements. While it does not directly cause rutting, fatigue cracking, or permanent deformation, it intensifies its severity. In the past, moisture damage has been attributed to six mechanisms: displacement, pore pressure, spontaneous emulsification, hydraulic scouring, detachment, and the environmental impact on asphalt mixtures. It is important to note that no one mechanism is responsible for moisture damage, but rather a combination of processes [29].
Aggregate and asphalt binders are the main components of asphalt mixtures, and their chemical and physical characteristics directly impact the susceptibility to moisture damage [113]. There are two main ways in which water affects asphalt pavement. The first interaction is with the asphalt binder, which loses some of its cohesive strength and makes the asphalt mixture less firm. Secondly, water escapes into the spaces between the asphalt binder film and aggregates, causing the adhesive to fail and ultimately separating the aggregates from the binder film. Adhesion, an essential characteristic of asphalt mixtures, significantly impacts the quality and durability of the pavement. The response of the system involves a decrease in the load-carrying capacity due to internal structural changes [114]. Moisture can enter asphalt pavements through aggregate absorption, rainwater, and rising groundwater levels. This water infiltration increases the cost of maintenance and reduces the design life of the asphalt pavement [113].
Haider et al. [29] aimed to enhance the resistance to moisture damage by incorporating waste plastic modifiers. Based on rock petrography, four distinct aggregate sources were chosen to investigate the impacts of various minerals on moisture degradation. Testing was conducted both qualitatively and quantitatively to determine moisture sensitivity. The wet technique of mixing and HDPE showed comparatively stronger adhesion qualities, according to the analysis of the test results. In comparison with LDPE, HDPE demonstrated greater resistance to moisture sensitivity across all aggregate quarries. Moreover, aggregates with acidic characteristics, containing granite minerals, showed greater adhesion loss in comparison with basic aggregate quarries because of their hydrophilic nature and lower polarity. Except for the rolling bottle test, all modifiers and aggregate quarries showed a lower than 20% loss based on the minimal failure criteria of 20% imposed. When assessing moisture damage in compacted asphalt mixtures, it was discovered that the Modified Lottman and Hamburg wheel track tests were more useful than the Marshall stability test.
Furthermore, the addition of nitrogen-based compounds, such as anti-strip additives, to bitumen has been discovered to enhance the long-term durability of conventional Hot Mix Asphalt (HMA) against moisture damage. These additives create electron shear/hydrogen bonds with hydrophobic siliceous aggregates, thereby contributing to moisture resistance [115]. Karmakar and Kumar Roy [116] evaluated the moisture damage of HMA by incorporating various fractions of waste plastic. The results of the study indicated that incorporating 1% of different waste plastic fractions, specifically 2 parts of polybutene (PB), 0.25 parts of polymethylpentene (PMP), and 1 part of polycarbonate (PC), into HMA using a wet process yielded the highest resistance to moisture damage. The improved resistance was because of the presence of robust nitrogenous chemical fractions. Consequently, this combination of waste plastic fractions may serve as an effective modifier for bitumen, enhancing moisture resistance and ensuring the durability of bituminous mixes.
Agha et al. [54] investigated the performance of PET-modified HMA. The findings indicate that the dry mixing provided better flow, stability, and fatigue cracking resistance, while the wet mixing provided better moisture damage resistance. However, incorporating more than 4% PET reduced flow, stability, and fatigue cracking resistance as a result of the stiff nature of PET. Figure 10 illustrates the tensile strength ratios of the modified binders with different PET contents. The results support the hypothesis that increasing the PET content enhances the pavement’s resistance to moisture damage, as evidenced by the improved TSR (%). The TSR improvement was gradual from 0% to 4% PET content. However, beyond a 4% PET content, the pavement’s resistance to moisture damage began to decline. Notably, wet mixing outperforms dry mixing in terms of moisture susceptibility for each PET content. The optimal PET content for the moisture susceptibility test is found to be 4%.
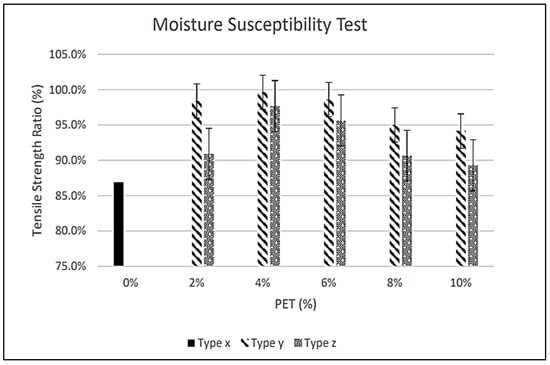
Figure 10. Moisture susceptibility test [54].
Molecular dynamics (MD) simulation can be used for assessing the density and adhesion between binders and aggregates. Li et al. [117] developed a recycling method that utilizes waste PET as an anti-stripping agent in asphalt mixtures. An amine-based PET additive made from waste PET is produced via an aminolysis reaction and is used to alter the bitumen. The additive made from waste PET effectively improves the moisture damage resistance, according to both experimental findings and MD simulations.
Zachariah et al. [118] focused on investigating the rutting and moisture damage resistance in bituminous concrete reinforced with polypropylene fibers by using crushed brick waste as an aggregate. The effectiveness of crushed brick waste and polymer wastes was investigated using seven distinct mixtures under wet and dry mixing methods. In comparison to the control samples made with natural stone aggregate, the modified bituminous samples showed equivalent moisture susceptibility and rutting resistance. The results showed that, at 25 °C, all mixtures, except the ones with unreinforced brick aggregate, exhibited satisfactory moisture susceptibility and rutting resistance. Only the mixture with 1% dry mixed polypropylene fibers and overburnt brick aggregate, however, performed satisfactorily in terms of rutting and moisture susceptibility at 50 °C. Additionally, the susceptibility index (MSI) was identified as a more reliable indicator for assessing moisture susceptibility compared with the stripping inflection point (SIP).
5. Aging, Rejuvenation, RAP
Asphalt mixtures are extensively utilized in road construction, offering long-lasting service life when appropriately designed and maintained. However, pavements, like any structure, are prone to various types of damage, with cracking being a common mode of failure. Cracks can develop due to factors such as heavy traffic loads, freeze–thaw cycles, wear, and fatigue. In addition to affecting performance, cracking can lead to more severe damage to pavement systems. When top-down cracks occur and allow water to infiltrate the underlying layers, it can cause damage, resulting in higher road repair and maintenance costs [119,120]. From a crack propagation perspective, as illustrated in Figure 11, two common types of cracks in pavements are categorized as top-down and bottom-up cracks. Top-down cracks arise from both shear and tensile stresses, while bottom-up cracking typically occurs due to bending-induced stress. Repairing top-down cracks is relatively more feasible, whereas the repair of bottom-up cracks is challenging due to limited accessibility [121,122].
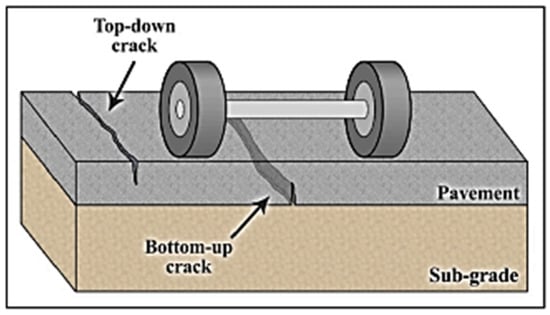
Figure 11. Initiation of bottom-up and top-down cracks in a pavement [123].
Repairing cracked pavement is typically a straightforward process. It involves widening the crack using a rotary cutting blade to ensure adequate filling, followed by filling with adhesive or heated bitumen. However, the expansion process may be neglected in the case of wide cracks. It is worth noting that filling cracks with resin or emulsion is easier than using bitumen, as it requires the use of more equipment such as bitumen heating trucks, consuming more time than other repair methods [123,124].
Karimi et al. [123] aimed to study the impacts of crack repair methods on pavement behavior at low and moderate temperatures ranging from −20 °C to 30 °C. Two types of adhesives, polymer concrete and pure bitumen, were employed for crack repair. The failure patterns, as shown in Figure 12, revealed that specimens repaired with pure bitumen experienced failure initiation within the repaired area, whereas in polymer concrete mixtures, failure initiated away from the repaired area. Experimental findings also indicated that temperature significantly influenced the efficacy of the bitumen adhesive for repairs. At sub-zero temperatures, the bitumen repair material demonstrated partially acceptable integrity in comparison with virgin asphalt. However, bitumen repair proved to be inefficient for service temperatures exceeding +10 °C. On the other hand, repairs using polymer concrete exhibited effectiveness across all temperatures, with significant strength development in comparison with intact asphalt. Similar results and trends were observed in terms of the failure index measurements.
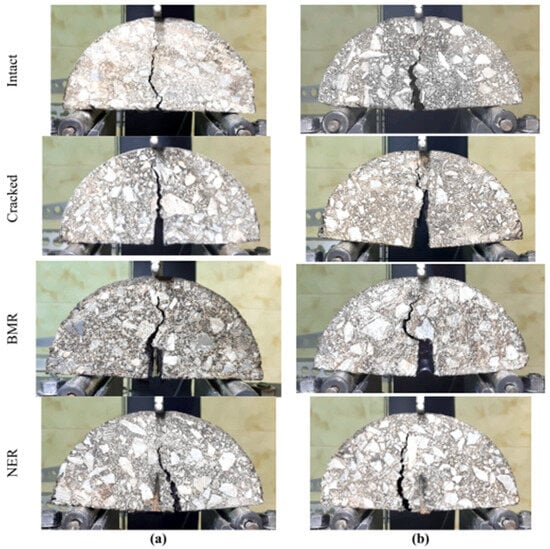
Figure 12. Failure pattern at: (a) −20 °C and (b) + 30 °C [123].
Aldagari et al. [125] studied the impact of using PET to improve the aging characteristics of bituminous composites utilized in road construction, both in the long and short terms. To address this, waste cooking oil was used to treat PET so as to enhance its compatibility with asphalt. The results revealed that using PET substantially improved the aging resistance, as demonstrated through minimal changes in the healing index and activation energy even after prolonged aging. The oil-modified PET effectively reduced the aging impacts, as revealed by lower aging index values. Binders modified with oil-treated PET experienced a 15.6% decrease in healing capacity after long-term aging, while unmodified binders exhibited a much larger loss of approximately 66%. This highlights the combined use of polymer and oil as a sustainable modifier, promoting resource conservation, recycling, and enabling extended service lives of roadways. Almeida et al. [126] investigated the use of LDPE on the aging behavior of asphalt concrete (AC). After determining the optimal LDPE content, both unaged and aged specimens underwent testing. The findings indicate that the unaged polymer-modified asphalt showed enhanced resistance to rutting, higher stiffness, improved resistance to compaction from traffic, satisfactory workability, reasonable moisture resistance, and slightly reduced fatigue resistance in comparison with the non-modified asphalt. Moreover, after aging, the modified asphalt exhibited even better performance in all these aspects. Consequently, the use of LDPE in AC proves to be a viable solution that offers environmental benefits alongside technical advantages.
To encourage resource conservation and minimize environmental pollution in new construction projects, pavement producers and transportation agencies have progressively adopted the utilization of recycled or reclaimed asphalt pavement (RAP), also known as RAB [127,128]. To improve the mechanical performance of binders containing RAB, researchers have proposed various solutions. These include the utilization of softer bitumen, rejuvenating agents, polymers, and more. For example, Cong et al. [129] studied the impact of using RAP and rejuvenating agents in SBS–asphalt mixtures. They found that this combination improved the fatigue and rutting resistance, low-temperature cracking, dynamic modulus, and moisture susceptibility. In another study, Cong et al. studied the resistance to cracking with the use of aged SBS–asphalt mixtures. The use of a rejuvenator was reported to improve the resistance to cracking and thermal stability of the aged mixtures [130]. Research has also demonstrated that combining a rejuvenator with the waste polymer can enhance the performance of asphalt mixtures with a high content of RAP, particularly in terms of moisture susceptibility and fatigue resistance, when compared with HMA [56]. In recent years, researchers have shown significant interest in using waste polymers as modifiers for RAP asphalt binders, driven by the abundance of waste polymer production. Behroozikhah et al. [131] studied fatigue cracking in RAP asphalt with CR and Sasobit. Their findings indicated that the use of CR and Sasobit reduced the threshold for crack initiation while improving fatigue performance. They concluded that the optimum fatigue performance was observed in mixtures with 30% RAP and 20% crumb rubber without Sasobit. Ameri et al. [132,133] suggested that the fatigue performance of RAP asphalt mixtures can be enhanced by limiting the RAP content to 30%, 50%, and 100% with polymer-modified asphalt, soft bitumen, and rejuvenating agents, respectively, in comparison with virgin asphalt. Using waste polymers has proved to be an environmentally and economically viable approach. Soft bitumen has also demonstrated effectiveness in enhancing the performance of RAP mixtures. Rejuvenating agents are used to restore the rheological and physical characteristics and improve the cracking resistance of RAP asphalt [134].
Daryaee et al. [56] evaluated the impact of incorporating a rejuvenator, soft bitumen, and waste polymer on the behavior of 50% RAP asphalt. The findings revealed that this modification in the 50% RAP mixture significantly improved its resistance to fatigue, rutting, and moisture. Furthermore, the utilization of a waste polymer with a rejuvenator resulted in a softening impact on the RAP asphalt at intermediate temperatures while maintaining a satisfactory level of rutting resistance at high temperatures. Figure 13 presents the results of load versus accumulated permanent strain. As depicted in the figure, the mixtures incorporating RAP exhibited greater permanent deformation resistance compared with the reference mixture. The highest permanent deformation resistance was obtained with the use of a rejuvenator with 100% RAP. This was followed by a rejuvenator with 50% RAP with the use of waste polymer (50% RAP + Rej + WPMB). Additionally, 50% RAP without a rejuvenator (50% RAP) showed notable resistance to permanent deformation.
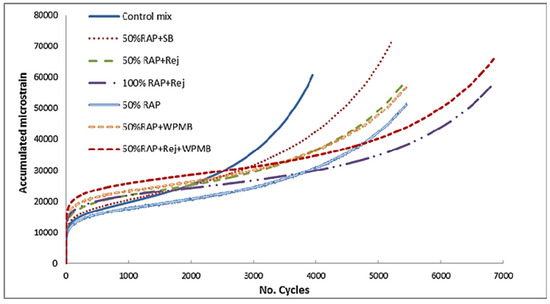
Figure 13. Load cycles versus accumulated permanent strain [56].
In another study, Daryaee et al. [135] examined the impact of both rejuvenators and waste polymers on the mechanical characteristics of RAP asphalt with various contents of RAP. The findings demonstrated significant improvements in the low-, intermediate-, and high-temperature characteristics via the synergistic application of the waste polymer and rejuvenator with 50% RAP in comparison with the reference mixture. Consequently, incorporating the waste polymer not only enhances the performance of recycled bitumen but provides an environmentally friendly alternative.
6. Benefits and Drawbacks
To assess the performance of changed samples made utilizing both dry and wet procedures, numerous investigations were carried out. These investigations show that the wet procedure improves the rheological qualities, rutting resistance, and temperature susceptibility of the original bitumen. Over 94% of the examined publications reported that modified asphalt mixtures were less susceptible to high temperatures than the original bitumen, according to Vargas and Hanandeh’s thorough literature assessment [136]. According to Padhan et al. [137], the addition of waste plastics during the wet process increased the adhesive force at the bitumen–aggregate interface. Karmakar and Roy [116] observed that the adhesive capability of WPMAM was approximately doubled compared with virgin bitumen, which also corroborated this conclusion. Although the wet method is addressed in the literature as having some advantages, there are also problems and conflicts that have been found. The wet process is time- and energy-intensive, requiring specialized mixing machinery. Additionally, only a small fraction of the bitumen, which makes up about 5% of the total weight of the asphalt mixture, is replaced by plastic throughout this process, resulting in a negligible quantity of plastic waste [138]. The wet process faces additional difficulties with storage stability since modified bitumen maintained at high temperatures requires stirring to preserve its homogeneity [139]. Additionally, the wet process may make some virgin bitumen properties worse, like the susceptibility to cold cracking [64]. The outcomes that have been reported in the literature have some discrepancies. For example, Padhan et al. [59] and Fethiza et al. [140] observed that the treatment of waste plastic using the wet technique delays bitumen binder aging and enhances the mixture’s early fatigue behavior.
Similar to the wet process, the dry method offers benefits and drawbacks. With only modest adjustments, the dry process may use a wider range of plastic types than the wet technique. Additionally, it is easier and does not call for specialized tools [141]. According to research, changing waste plastics during the dry process can enhance the mixture’s stiffness modulus, fatigue behavior, resistance to rutting, susceptibility to moisture, and susceptibility to changes in temperature [142,143]. These enhancements take place as a result of the polymers’ ability to coat aggregate surfaces, strengthen the binding between the aggregate and binder, or alter bitumen while it is being mixed. The findings of several studies are not all consistent, though, as some have noted the negative impacts of the dry method on these factors. Problems with the dry process have been attributed to insufficient interaction between the binder and plastics as a result of the inadequate assimilation of plastics into the bitumen owing to the brief mixing period [144]. Additionally, it has been noted that the asphalt mixture’s loss of cohesiveness causes it to be more sensitive to moisture. Various factors, such as variations in mixing order, mixing temperature, and plastic particle size and shape, may be responsible for these contradictory results [145].
This entry is offline, you can click here to edit this entry!