Your browser does not fully support modern features. Please upgrade for a smoother experience.
Please note this is an old version of this entry, which may differ significantly from the current revision.
Subjects:
Green & Sustainable Science & Technology
Due to the unique physical and chemical properties of rare earth, it plays a key role in multiple fields of industry. It is an indispensable key substance for high-tech industries and is known as a key strategic resource in the 21st century. Rare earth ores are mainly divided into mineral-type rare earth ores and weathered-type rare earth ores (also known as ion adsorption rare earth ores).
- leaching technology
- weathered crust elution-deposited rare earth ore
1. Introduction
Due to the unique physical and chemical properties of rare earth, it plays a key role in multiple fields of industry. It is an indispensable key substance for high-tech industries and is known as a key strategic resource in the 21st century. Rare earth ores are mainly divided into mineral-type rare earth ores and weathered-type rare earth ores (also known as ion adsorption rare earth ores). Mineral-type rare earth ores are the main source of light rare earths and are mainly represented by fluorocarbon ores, which can be recovered and enriched by gravity separation, magnetic separation, and flotation [1,2], while the weathered crust elution-deposited rare earth ores are adsorbed on clay minerals in the form of hydrated ions or hydroxyl hydrated ions, which are the main source of medium and heavy rare earths and can only be recovered and enriched by ion exchange. Chemically active cations (Na+, Ka+, H+, NH4+, etc.) can exchange and resolve rare earth ions in rare earth ores.
For the mining of weathered crust elution-deposited rare earth ores, China has successively developed three generations of rare earth leaching technologies, such as pool leaching, heap leaching, and in situ leaching [3]. The heap leaching and in situ leaching technologies are developed on the basis of the pool leaching technology, which are suitable for large-scale rare earth mining. Rare earth ores with different ore body structures are suitable for different leaching technologies. For rare earth ores with false floors and few ore body fractures, the in situ leaching technology is favored; otherwise, the heap leaching technology is a better option. Aiming at the shortcomings of traditional heap leaching and in situ leaching technologies, scientific researchers have developed modified heap leaching technology, leaching–extraction integration and enhanced leaching–extraction integration technology, enhanced leaching technology, etc., to provide technical support for the development and utilization of weathered crust elution-deposited rare earth ores.
NaCl was initially used as the rare earth leaching agent, but the rare earth leaching efficiency was low, and the use of high-concentration NaCl also generated the high-salt wastewater that would cause soil salinization and environmental pollution [4]. In order to solve the shortcomings of the NaCl leaching agent, researchers developed an ammonium sulfate leaching agent, which solved the pollution problem of high-salt waste residue and wastewater; however, the ammonium sulfate leaching agent also produced problems such as ammonia and nitrogen pollution and a high impurity content in the leachate. Thus, researchers developed ammonia-free or low-ammonia leaching agents and impurity inhibition leaching agents. Some research results have been applied to rare earth ores and have provided theoretical basis and technical support for the green development of weathered crust elution-deposited rare earth ores.
The weathered crust elution-deposited rare earth ores are rich in a large number of clay minerals. Clay minerals have the characteristics of swelling by water absorption and shrinking by water loss, which directly affects the permeability of rare earth leaching, especially in situ leaching, in which the penetration rate of the leaching agent and the recovery efficiency of rare earth are greatly affected by the properties of rare earth ores. For rare earth ores with high clay mineral content and fine particle size, the leaching agent will penetrate slowly into the ore body; thus, much more leaching agent is consumed and the leaching cycle is increased. If such rare earth ores are improperly injected during in situ leaching, there is a high possibility of causing geological disasters, such as landslides, which result in loss of personnel and property and seriously affect the economic benefits of rare earth ores. To this end, scholars have carried out a lot of research on inhibiting the swelling of clay minerals and have promoted the seepage of leaching agents and developed a series of swelling inhibition leaching agents and seepage promotion leaching agents, which provide a new method for the safe and efficient exploitation of weathered crust elution-deposited rare earth ores.
2. Development of Leaching Technology for Rare Earth Ores
The rare earth of weathered crust elution-deposited rare earth ores are adsorbed on clay minerals in the form of hydrated ions or hydroxyl hydrated ions [5], and can only be recovered and enriched by ion exchange. China has successively developed three generations of leaching technologies. The first-generation leaching technology was pool leaching. On this basis, in order to expand the scale of leaching, the second-generation heap leaching technology and the third-generation in situ leaching technology were developed. The in situ leaching process of rare earth ores is shown in Figure 1. Traditional heap leaching refers to transporting the excavated rare earth ores to the heap leaching site. There is a diversion layer at the bottom of the heap leaching site, and the rare earth ores are piled on it. The heap can be built at one time or on the heap after the heap leaching is completed. Or, accumulating layer by layer after heap leaching with plastic film in each layer, the leachate of the top layer is collected into the transfer tank through the diversion layer, and the rare earth enrichment is obtained after impurity removal and precipitation, and the leachate of the other layers is sent to the tail water recycling system. In situ leaching is to inject the leaching agent into the ore body through the liquid injection well on the surface of the rare earth ores [6], The leaching agent diffuses and penetrates in the ore body, then collects the leachate through the diversion hole at the bottom of the ore body, and finally removes impurities and precipitates to obtain rare earth enrichment. Since the in situ leaching technology does not require “moving mountains”, the labor intensity is small, and the damage to the surface vegetation is small, so it is a leaching technology with more development prospects.
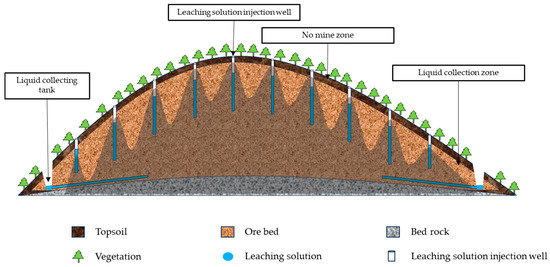
Figure 1. In situ leaching process of rare earth ores.
Rare earth ores with different ore body structures should choose the appropriate leaching technology. In situ leaching is more suitable for rare earth ores with false floors and few ore body cracks; for rare earth deposits without false floors or cracks, leachate will leak and pollute groundwater, and the recovery rate of rare earth is low, so heap leaching is a more suitable craft.
In order to reduce the pollution of the leaching technology of weathered crust elution-deposited rare earth ores and recover rare earths efficiently, safely, and greenly, scientific researchers have continuously improved the traditional leaching technology to develop improved heap leaching technology, integrated leaching and extraction methods, and enhanced leaching technology, etc., to provide technical support for the efficient development and utilization of weathered crust elution-deposited rare earth ores.
2.1. Improvement of Heap Leaching Technology
In the traditional heap leaching process, the top of the rare earth pile is covered with the leaching solution. This creates trouble for vegetation restoration carried out promptly on the top of the pile. Wei Ju et al. [7,8] proposed a horizontal liquid injection so that vegetation restoration can be carried out quickly on the top of the pile. The formation and distribution of preferred flow paths of the rare earth pile under indoor horizontal injection conditions were studied. It was found that under horizontal injection conditions, the fine particles of the rare earth moved away from the liquid injection end and also toward the lower part of the pile, and the migration of the fine particles resulted in the formation of the preferential flow paths. The permeability of rare earth with different particle compositions for a novel heap leaching technology was also discussed. The permeability of the rare earth piles is governed by the migration of fine particles. In the rare earth with a combination of coarse and fine particles, preferential flow paths are easy to develop, as in this soil, the fine particles easily migrate, and they cannot block the pore channels.
2.2. Leaching–Extraction Integration Technology
The rare earth oxides (REO) in the leachate obtained by the traditional in situ leaching technology are only 0.3–2.0 g/L, and ammonium bicarbonate is usually used as a precipitating agent to obtain rare earth carbonates, which are then calcined to obtain rare earth oxides (REO > 90%), and then dissolved in hydrochloric acid [9], extracted, and separated to produce a single rare earth or high-purity rare earth product. In order to solve the problems of long enrichment and recovery process of low-concentration rare earth leachate and low recovery rate of rare earth in the exploitation process of weathered crust elution-deposited rare earth ore, Huang Xiaowei et al. [10] invented the leaching–extraction integration technology and used P507/P204 to carry out step-by-step coupled extraction of low-concentration rare earth leachate to achieve high-efficiency centrifugal extraction enrichment of light and heavy rare earth and effective separation of impurities, such as aluminum and iron. Compared with traditional in situ leaching and the precipitation enrichment and extraction methods, it can greatly shorten the production process, improve resource utilization, and reduce raw material consumption and production costs. The leaching–extraction integration technology can effectively solve the pollution problems of ammonia–nitrogen wastewater and radioactive waste residue in the exploitation process of weathered crust elution-deposited rare earth ores in southern China.
2.3. Enhanced Leaching Technology
In view of the weak penetration of the leaching agent in the in situ leaching technology of weathered crust elution-deposited rare earth ores, Qiu Tingsheng et al. [11] used (NH4)2SO4 as a leaching agent, and the leaching rate of IATRE ores increases with the magnetization time increasing under the optima leaching conditions of rare earth, and the optima magnetization time was about 30 min. The magnetic field not only can enhance the leaching rate of rare earth but also can reduce the usage of leaching agent by 10–20%. Zhou Lingbo et al. [12] conducted an indoor simulated column leaching experiment on rare earth samples with 2 wt% MgSO4 as a leaching agent and an electric field applied at both ends of the samples. Compared with a single MgSO4 solution leaching, applying an electric field with a strength of 6 V/cm can save the leaching time of 30 min and increase the flow velocity of the rare earth leachate by 26.98%. Under the optimal conditions of applying an electric field with a strength of 6 V/cm for 20 min to the leaching system after 10 min of rare earth leachate flowing out, the leaching efficiency of samples increases from 81.20% to 86.05% with the increase in 4.85%. Yin Shaohua et al. [13] found that an ultrasonic-assisted leaching process with MgSO4 is not only effective but also environmentally friendly, and it is beneficial to leach rare earth at laboratory scale. In addition, Wang Gaofeng et al. [14] reported an innovative REE mining technique, electrokinetic mining (EKM), which can enhance the migration of REEs with the applied electric field. Compared to the conventional techniques, EKM achieves about 2.6 times higher recovery efficiency, a nearly 80% decrease in leaching agent usage and a 70% reduction in metallic impurities in the obtained REEs.
Although the leaching–extraction integration technology and the enhanced leaching technology have obvious effects on the exploitation of weathered crust elution-deposited rare earth ores, there are corresponding engineering problems to be solved in actual production, and further research is needed. With the leaching technology, it is difficult to carry out large-scale industrial applications.
This entry is adapted from the peer-reviewed paper 10.3390/min13091223
This entry is offline, you can click here to edit this entry!