- additive manufacturing
- invention
- holistic review
- 3D printing
- multi material
- beam-based metal
- stereolithography
- bioprinting
- two-photon polymerization
- hybrid technologies
- open-source
1. Introduction
In recent years, additive manufacturing (AM) has witnessed significant advances in terms of technology, materials, and applications. Recent AM technology inventions that have the potential to revolutionize the field of AM and beyond. The following trends in AM development are considered as break-through innovations:
2. Multi-Material AM
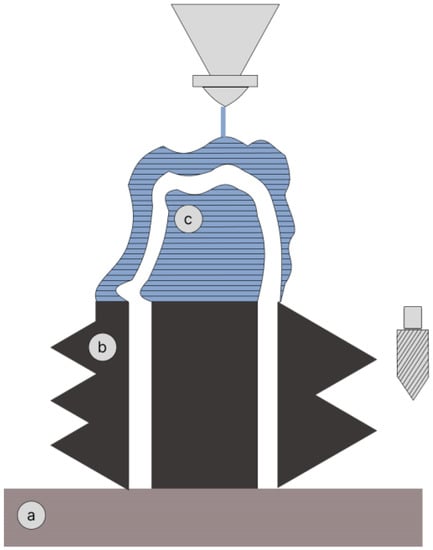
Multi-Material and Functionally Graded AM: Advances have been made in the development of AM techniques capable of printing multi-material and functionally graded structures. These technologies allow for the incorporation of different materials or variations in material properties within a single printed part, expanding the range of applications and enabling complex designs [9]. Advances in multi-material AM technologies have allowed for the simultaneous deposition of different materials, enabling the creation of complex objects with varying mechanical, electrical, and optical properties. Multi-material AM has broad applications in fields such as the healthcare, electronics, and aerospace fields [10][11]. A voxel level is the smallest unit of a three-dimensional digital model, analogous to a pixel in a two-dimensional image. By controlling the material composition and properties of each voxel, AM can create objects with unprecedented complexity and functionality. A team of researchers from MIT developed a multi-material AM system that can print with up to eight different materials at a resolution of 50 µm per voxel [12]. The system uses an array of micro-nozzles to deposit droplets of photopolymer resin onto a moving platform, which are then cured by ultraviolet light. This technique can create objects with varying stiffness, transparency, color, and conductivity within a single print.
3. Beam-Based Metal AM
4. Stereolithography and Microwave Sintering
-
Remarkable speed: CLIP prints achieve the same accuracy and surface quality as DLP/SLA prints but are completed 100 times faster.
-
Superior surface finish: The layer-less nature of CLIP prints enhances their surface quality, making them comparable to parts produced through injection molding.
-
Exceptional properties: CLIP parts are watertight and fully isotropic (exhibiting equal strength in all orientations) and possess increased strength compared to SLA/DLP prints.
-
Versatility for prototyping and production: CLIP parts can be used for functional prototyping and are even suitable for full production runs.
-
Structural integrity: This is CLIP’s ability to easily integrate variable cell structures within a single part to produce different performance characteristics.
-
Versality: CLIP/DLS printers offer a wide range of material options that are distinct from many other printer types.
5. Bioprinting and Tissue Engineering
6. Two-Photon Polymerization
7. Hybrid Technologies
-
Steel-based materials have witnessed significant advancements through PBF and directed energy deposition (DED) techniques, with notable efforts made to produce steel-based hybrid and composite materials using PBF methods [32].
-
The integration of DED techniques with traditional computer numerical control (CNC) machining processes offers enhanced flexibility, enabling applications in hybrid manufacturing, protective coatings, and parts repair.
-
Laser-based PBF enables hybrid AM, where a simple-shaped substrate component is conventionally manufactured, while a complex-shaped part is directly printed onto it, e.g., the build of the part with conformal cooling onto an existing bulk mold.
8. Open-Source Inventions in AM
-
RepRap: RepRap is one of the earliest and most well-known open-source AM projects [47]. It focuses on the development of self-replicating 3D printers, which are capable of producing most of their own components. The RepRap community has contributed to advancements in the field and has made it more accessible to a wider audience.
-
Prusa i3: The Prusa i3 is a popular open-source 3D printer design created by Josef Prusa [48]. The design has been iterated upon and improved by the community, resulting in various versions and modifications. The Prusa i3 design has been widely adopted and has played a significant role in making 3D printing more affordable and accessible.
-
Marlin Firmware: Marlin is an open-source firmware that controls and operates 3D printers [49]. It supports a wide range of 3D printer models and provides features such as the precise control of stepper motors, temperature regulation, and support for various file formats. Marlin firmware has been continuously developed and improved by the open-source community, enabling 3D printer users to customize and optimize their machines.
-
Slic3r: Slic3r is an open-source slicing software used in AM [50]. It takes 3D models and converts them into instructions (G-code) that a 3D printer can understand. Slic3r provides advanced options for customizing print settings and optimizing the printing process. The open-source nature of Slic3r has allowed for community contributions, resulting in new features, bug fixes, and improved performance.
This entry is adapted from the peer-reviewed paper 10.3390/inventions8040103
References
- Nonaka, K.; Takeuchi, N.; Morita, T.; Pezzotti, G. Evaluation of the effect of high-speed sintering on the mechanical and crystallographic properties of dental zirconia sintered bodies. J. Eur. Ceram. Soc. 2023, 43, 510–520.
- Tan, X.; Lu, Y.; Gao, J.; Wang, Z.; Xie, C.; Yu, H. Effect of high-speed sintering on the microstructure, mechanical properties and ageing resistance of stereolithographic additive-manufactured zirconia. Ceram. Int. 2022, 48, 9797–9804.
- Williams, R.J.; Al-Dirawi, K.H.; Brown, R.; Burt, J.; Bayly, A.E.; Majewski, C. Correlations between powder wettability and part colour in the High Speed Sintering process. Addit. Manuf. 2021, 47, 102361.
- Solodkyi, I.; Bogomol, I.; Loboda, P. High-speed electron beam sintering of WC-8Co under controlled temperature conditions. Int. J. Refract. Met. Hard Mater. 2022, 102, 105730.
- Lipkowitz, G.; Samuelsen, T.; Hsiao, K.; Lee, B.; Dulay, M.T.; Coates, I.; Lin, H.; Pan, W.; Toth, G.; Tate, L.; et al. Injection continuous liquid interface production of 3D objects. Sci. Adv. 2022, 8, 3917.
- Zhao, X.; Wang, T. Laser Powder Bed Fusion of Powder Material: A Review. In 3D Printing and Additive Manufacturing. 2022. Available online: https://home.liebertpub.com/3dp (accessed on 1 June 2023).
- Guerra, M.G.; Lafirenza, M.; Errico, V.; Angelastro, A. In-process dimensional and geometrical characterization of laser-powder bed fusion lattice structures through high-resolution optical tomography. Opt. Laser Technol. 2023, 162, 109252.
- Ahn, D.-G. Directed Energy Deposition (DED) Process: State of the Art. Int. J. Precis. Eng. Manuf. Technol. 2021, 8, 703–742.
- Han, D.; Lee, H. Recent advances in multi-material additive manufacturing: Methods and applications. Curr. Opin. Chem. Eng. 2020, 28, 158–166.
- New 3D Printer Promises Faster, Multi-Material Creations|Stanford News. Available online: https://news.stanford.edu/2022/09/28/new-3d-printer-promises-faster-multi-material-creations/ (accessed on 4 June 2023).
- Shaukat, U.; Rossegger, E.; Schlögl, S. A Review of Multi-Material 3D Printing of Functional Materials via Vat Photopolymerization. Polymers 2022, 14, 2449.
- Overview ‹ Making Data Matter: Voxel-Printing for the Digital Fabrication of Data across Scales and Domains—MIT Media Lab. Available online: https://www.media.mit.edu/projects/making-data-matter/overview/ (accessed on 4 June 2023).
- Hasanov, S.; Gupta, A.; Nasirov, A.; Fidan, I. Mechanical characterization of functionally graded materials produced by the fused filament fabrication process. J. Manuf. Process. 2020, 58, 923–935.
- Hasanov, S.; Gupta, A.; Alifui-Segbaya, F.; Fidan, I. Hierarchical homogenization and experimental evaluation of functionally graded materials manufactured by the fused filament fabrication process. Compos. Struct. 2021, 275, 114488.
- Loy, J.; Novak, J.I.; Scerri, M.; Chowdhury, M.H.H.; Skellern, K. Developing Transition Research for Disruptive Technology: 3D Printing Innovation. 2021, 1–20. Available online: https://services.igi-global.com/resolvedoi/resolve.aspx?doi=10.4018/978-1-7998-4303-0.ch001 (accessed on 15 May 2023).
- Nano Dimension 2023 About Nano Dimension. Available online: https://www.nano-di.com/about-nano-dimension (accessed on 16 June 2023).
- Persad, J.; Rocke, S. Multi-material 3D printed electronic assemblies: A review. Results Eng. 2022, 16, 100730.
- Li, M.; Yang, Y.; Iacopi, F.; Nulman, J.; Chappel-Ram, S. 3D-Printed Low-Profile Single-Substrate Multi-Metal Layer Antennas and Array With Bandwidth Enhancement. IEEE Access 2020, 8, 217370–217379.
- Sokol, D.; Yamada, M.; Nulman, J. Design and Performance of Additively Manufactured In-Circuit Board Planar Capacitors. IEEE Trans. Electron Devices 2021, 68, 5747–5752.
- Additive Manufacturing|TRUMPF. Available online: https://www.trumpf.com/en_US/solutions/applications/additive-manufacturing/?gclid=Cj0KCQjw7PCjBhDwARIsANo7CgmvBY8WHxwX9dxzXknktMapcMU05kCW3S3XoxOEwQXiYfd32cfsHrAaAvuiEALw_wcB (accessed on 4 June 2023).
- Aversa, A.; Saboori, A.; Marchese, G.; Iuliano, L.; Lombardi, M.; Fino, P. Recent Progress in Beam-Based Metal Additive Man-ufacturing from a Materials Perspective: A Review of Patents. J. Mater. Eng. Perform. 2021, 30, 8689.
- Koptyug, A.; Popov, V.V.; Vega, C.A.B.; Jiménez-Piqué, E.; Katz-Demyanetz, A.; Rännar, L.-E.; Bäckström, M. Compositionally-tailored steel-based materials manufactured by electron beam melting using blended pre-alloyed powders. Mater. Sci. Eng. A 2019, 771, 138587.
- Lakhdar, Y.; Tuck, C.; Binner, J.; Terry, A.; Goodridge, R. Additive manufacturing of advanced ceramic materials. Prog. Mater. Sci. 2021, 116, 100736.
- Thomas Supplier Discovery Platform All about Continuous Liquid Interface Production 3D Printing. Available online: https://www.thomasnet.com/articles/custom-manufacturing-fabricating/continuous-liquid-interface-production-3d-printing/ (accessed on 16 June 2023).
- Grigoryan, B.; Paulsen, S.J.; Corbett, D.C.; Sazer, D.W.; Fortin, C.L.; Zaita, A.J.; Greenfield, P.T.; Calafat, N.J.; Gounley, J.P.; Ta, A.H.; et al. Multivascular networks and functional intravascular topologies within biocompatible hydrogels. Science 2019, 364, 458–464.
- Multimaterial 3D Printing with a Twist. Available online: https://seas.harvard.edu/news/2023/01/multimaterial-3d-printing-twist (accessed on 4 June 2023).
- Derakhshanfar, S.; Mbeleck, R.; Xu, K.; Zhang, X.; Zhong, W.; Xing, M. 3D bioprinting for biomedical devices and tissue engineering: A review of recent trends and advances. Bioact. Mater. 2018, 3, 144–156.
- 3D Bioprinting Market Size, Share & Trends Analysis Report by Technology (Magnetic Levitation, Inkjet-Based), by Application (Medical, Dental, Biosensors, Bioinks), by Region, and Segment Forecasts, 2023–2030; Grand View Research: San Francisco, CA, USA, 2023.
- Popov, V.V.; Kudryavtseva, E.V.; Katiyar, N.K.; Shishkin, A.; Stepanov, S.I.; Goel, S. Industry 4.0 and Digitalisation in Healthcare. Materials 2022, 15, 2140.
- Bartolo, P.; Malshe, A.; Ferraris, E.; Koc, B. 3D bioprinting: Materials, processes, and applications. CIRP Ann. 2022, 71, 577–597.
- O’Halloran, S.; Pandit, A.; Heise, A.; Kellett, A. Two-Photon Polymerization: Fundamentals, Materials, and Chemical Modification Strategies. Adv. Sci. 2023, 10, 2204072.
- Ozsoy, A.; Tureyen, E.B.; Baskan, M.; Yasa, E. Microstructure and Mechanical Properties of Hybrid Additive Manufactured Dissimilar 17-4 PH and 316L Stainless Steels. Mater. Today Commun. 2021, 28, 102561.
- Pragana, J.; Sampaio, R.; Bragança, I.; Silva, C.; Martins, P. Hybrid metal additive manufacturing: A state–of–the-art review. Adv. Ind. Manuf. Eng. 2021, 2, 100032.
- Popov, V.V.; Fleisher, A. Hybrid additive manufacturing of steels and alloys. Manuf. Rev. 2020, 7, 6.
- Dolev, O.; Osovski, S.; Shirizly, A. Ti-6Al-4V hybrid structure mechanical properties—Wrought and additive manufactured powder-bed material. Addit. Manuf. 2021, 37, 101657.
- Lv, X.; Ye, F.; Cheng, L.; Fan, S.; Liu, Y. Binder jetting of ceramics: Powders, binders, printing parameters, equipment, and post-treatment. Ceram. Int. 2019, 45, 12609–12624.
- Popov, V.; Fleisher, A.; Muller-Kamskii, G.; Avraham, S.; Shishkin, A.; Katz-Demyanetz, A.; Travitzky, N.; Yacobi, Y.; Goel, S. Novel hybrid method to additively manufacture denser graphite structures using Binder Jetting. Sci. Rep. 2021, 11, 2438.
- Du, W.; Ren, X.; Ma, C.; Pei, Z. Ceramic binder jetting additive manufacturing: Particle coating for increasing powder sinterability and part strength. Mater. Lett. 2019, 234, 327–330.
- Polozov, I.; Razumov, N.; Masaylo, D.; Silin, A.; Lebedeva, Y.; Popovich, A. Fabrication of Silicon Carbide Fiber-Reinforced Silicon Carbide Matrix Composites Using Binder Jetting Additive Manufacturing from Irregularly-Shaped and Spherical Powders. Materials 2020, 13, 1766.
- Fleisher, A.; Zolotaryov, D.; Kovalevsky, A.; Muller-Kamskii, G.; Eshed, E.; Kazakin, M.; Popov, V. Reaction bonding of silicon carbides by Binder Jet 3D-Printing, phenolic resin binder impregnation and capillary liquid silicon infiltration. Ceram. Int. 2019, 45, 18023–18029.
- Li, L.; Tirado, A.; Conner, B.; Chi, M.; Elliott, A.M.; Rios, O.; Zhou, H.; Paranthaman, M.P. A novel method combining additive manufacturing and alloy infiltration for NdFeB bonded magnet fabrication. J. Magn. Magn. Mater. 2017, 438, 163–167.
- Gupta, A.; Hasanov, S.; Fidan, I. Processing and Characterization of 3d-Printed Polymer Matrix Com-Posites Reinforced with Discontinuous Fibers. In Proceedings of the 2019 International Solid Freeform Fabrication Symposium, Austin, TX, USA, 12–14 August 2019.
- Gupta, A.; Fidan, I.; Hasanov, S.; Nasirov, A. Processing, mechanical characterization, and micrography of 3D-printed short carbon fiber reinforced polycarbonate polymer matrix composite material. Int. J. Adv. Manuf. Technol. 2020, 107, 3185–3205.
- Joshua Pearce|Opensource.com. Available online: https://opensource.com/users/jmpearce (accessed on 13 July 2023).
- Petsiuk, A.; Pearce, J.M. Towards smart monitored AM: Open source in-situ layer-wise 3D printing image anomaly detection using histograms of oriented gradients and a physics-based rendering engine. Addit. Manuf. 2022, 52, 102690.
- So, A.; Reeves, J.M.; Pearce, J.M. Open-Source Designs for Distributed Manufacturing of Low-Cost Customized Walkers. Inventions 2023, 8, 79.
- Rayna, T.; Striukova, L.; Fauchart, E. Commercialization Strategies of Large-Scale and Distributed Open Innovation: The Case of Open-Source Hardware. Calif. Manag. Rev. 2023, 65, 22–44.
- Hu, B. Original Prusa i3: The Self-Replicating 3D Printer. Oper. Manag. Educ. Rev. 2023, 15, 5–22.
- Montes, E.; Lasmarias, G.; Escanilla, E.J.; Velasco, L.C. Conversion of Proprietary 3D Printer for Open-Source Utilization. Lect. Notes Netw. Syst. 2022, 217, 343–355.
- Anand Sankar, M.; Deepak Lawrence, K.; Mathew, J. Part Quality Improvement of Fused Filament Fabrication-Based Additive Manufacturing by Means of Slicing Software Modifications. Lect. Notes Mech. Eng. 2023, 251–265.