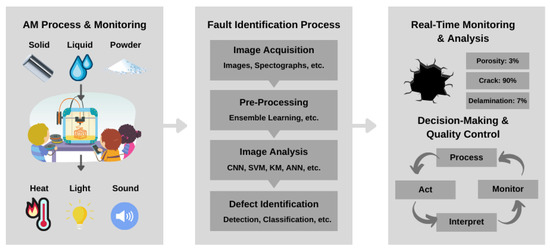
Fault monitoring in AM refers to the systematic process of monitoring and detecting deviations, anomalies, or faults during printing to ensure the printed parts’ quality, integrity, and reliability. It involves continuously monitoring the AM process’s critical parameters, variables, or characteristics and comparing them against predetermined thresholds or expected values. The goal is to identify and address any faults or anomalies that may compromise the final part’s quality or performance. It involves using various techniques, such as in-process monitoring, real-time data analysis, and automated systems, to identify faults or deviations from desired specifications. By monitoring parameters such as temperature, pressure, laser power, material flow, layer deposition, or surface quality, fault monitoring allows for the early detection of defects, material inconsistencies, structural irregularities, or printing errors.
- additive manufacturing
- fault monitoring
- image-based
- image acquisition
- preprocessing
- image analysis
- defect identification
1. Introduction

| The Seven AM Processes | |||
|---|---|---|---|
| AM Process | Advantages | Drawbacks | Related Technologies |
| Material Jetting | High accuracyLow wasteMultiple material parts and colors under one process | Support often requiredLimited materialsNozzle blockage is commonLow viscosity and strength | NanoParticle Jetting (NPJ)Drop On Demand (DOD) |
| Binder Jetting | Different colorsHigh range of materialsFast processAllows two materials | Not always suitable for structural parts due to the use of binder materialLong time post-processingHigh porosity, low surface quality | Powder Bed and Inkjet Head (PBIH)Plaster-Based 3D Printing (PB3D) |
| Vat Photopolymerization | High level of accuracy and good finishAllows transparent materialRelatively quick processTypically, large build areas | Relatively expensiveLong post-processing timeLimited materialsRequires support structures | Stereolithography (SLA)Digital Light Processing (DLP)Continuous Liquid Interface Production (CLIP)Daylight Polymer Printing (DPP) |
| Powder Bed Fusion | Relatively inexpensiveAbility to integrate technology into small scaleLarge material optionsWide range of materials | Relatively slow speedLack of structural properties in materialsSize limitationsHigh power usageFinish dependent on powder grain sizeThermal stress and degradation is common | Selective Laser Sintering (SLS)Selective Laser Melting (SLM)Electron Beam Melting (EBM)Multi Jet Fusion (MJF)Direct Metal Laser Sintering (DMLS) |
| Material Extrusion | Widespread, inexpensiveGood material propertiesLow material wasteFairly high fabrication speed | Nozzle radius limitedLow accuracy and speedRequired constant pressure of materialDelamination is common | Fused Deposition Modeling (FDM)Fused Filament Fabrication (FFF) |
| Energy Deposition | High quality, functional partsSpeed often sacrificed for high accuracy | May require post-processing for desired effectLimited materialThermal stress, requirement for atmosphere control | Laser Engineering Net Shape (LENS),Electron Beam Additive Manufacturing (EBAM)Laser Deposition Modeling (LDM)Wire Arc Additive Manufacturing (WAAM) |
| Sheet Lamination | High speed, low costEase of material handling | Shrinkage, significant amount of wasteDelamination is common | Laminated Object Manufacturing (LOM) |

-
Geometrical Inaccuracy: the deviation of a printed object’s shape or geometry from its intended design due to issues in the printing process, such as incorrect bed leveling, insufficient cooling, or buildup of residual stress [20].
-
Warping: occurs when the edges of a printed object curl up or lift from the print bed due to uneven cooling, poor adhesion to the bed, low bed temperature, or residual thermal strain accumulated during the printing [21].
-
Balling: occurs when excess material collects and forms a ball or blob on the printed object during the printing process [22].
-
Splatter: the unintentional extrusion of material during printing, resulting in excess material or a messy print [23].
-
Anisotropy the variation in the mechanical or physical properties of a printed object in different directions, resulting from the layered nature of 3D printing [24].
-
Porosity: the presence of voids or holes within a printed object, which can result from incomplete or insufficient printing [25].
-
Cracking: occurs when a printed object develops cracks or fractures due to sudden changes in temperature during printing or other issues [25].
-
Delamination: the separation or detachment of layers in a printed object due to poor adhesion between layers caused by the improper gap between the nozzle height and print [21].
-
Over-Extrusion and Under-Extrusion: Over-extrusion occurs when the 3D printer deposits more material than necessary for each layer of the printed object. On the other hand, under-extrusion occurs when the 3D printer does not deposit enough material for each layer, resulting in incomplete or weak prints. It is caused by too much or a lack of filament flow, respectively [26].
2. Image Acquisition
2.1. Optical Camera
2.2. Thermographic Camera
3. Preprocessing
4. Image Analysis
-
Image segmentation: This process involves partitioning the image into meaningful regions or objects. It separates the defects from the background or surrounding structures, making them easier to analyze separately [35].
-
Classification: ML algorithms or pattern recognition techniques can classify the extracted features and distinguish between normal and defective parts. This may involve training a classifier on labeled data, where the defects are identified and associated with specific feature patterns [31].
5. Defect Identification
-
Fault localization: The first step in defect identification is to determine the precise location of the detected fault within the captured images or video frames. This involves mapping the identified features or anomalies to the corresponding regions of the AM process. Localization helps pinpoint the specific area where the fault or defect has occurred [31].
-
Categorization and classification: Once the fault is localized, it is categorized and classified based on its nature and characteristics. This step involves assigning a specific category or type to the detected fault, such as missing layers, surface irregularities, dimensional deviations, or structural defects. Classification helps understand the fault’s nature and facilitates subsequent analysis and decision making [31].
-
Severity assessment: The severity of the detected fault is assessed to determine its impact on the quality and functionality of the printed part. This involves evaluating the extent of the defect, its potential to compromise structural integrity, or its effect on critical dimensions or functional properties. Severity assessment helps prioritize the detected faults and guides subsequent actions for mitigation or correction.
-
Reference comparison: In some cases, a reference comparison is performed to assess the detected fault against a known reference standard. This involves comparing the features or characteristics of the faulty part with those of a defect-free reference part or an ideal model. Reference comparison provides a basis for evaluating deviations or abnormalities and determining the acceptability of the printed part.
6. Real-Time Monitoring and Decision Making
This entry is adapted from the peer-reviewed paper 10.3390/s23156821
References
- Ahlers, D.; Wasserfall, F.; Hendrich, N.; Zhang, J. 3D printing of nonplanar layers for smooth surface generation. In Proceedings of the 2019 IEEE 15th International Conference on Automation Science and Engineering (CASE), Vancouver, BC, Canada, 22–26 August 2019; pp. 1737–1743.
- Abdulhameed, O.; Al-Ahmari, A.; Ameen, W.; Mian, S.H. Additive manufacturing: Challenges, trends, and applications. Adv. Mech. Eng. 2019, 11, 1687814018822880.
- El-Sayegh, S.; Romdhane, L.; Manjikian, S. A critical review of 3D printing in construction: Benefits, challenges, and risks. Arch. Civ. Mech. Eng. 2020, 20, 34.
- Ranjan, R.; Kumar, D.; Kundu, M.; Moi, S.C. A critical review on Classification of materials used in 3D printing process. Mater. Today Proc. 2022, 61, 43–49.
- Mahmood, M.A.; Visan, A.I.; Ristoscu, C.; Mihailescu, I.N. Artificial Neural Network Algorithms for 3D Printing. Materials 2020, 14, 163.
- Valizadeh, M.; Wolff, S.J. Convolutional Neural Network applications in additive manufacturing: A review. Adv. Ind. Manuf. Eng. 2022, 4, 100072.
- Shahrubudin, N.; Lee, T.; Ramlan, R. An Overview on 3D Printing Technology: Technological, Materials, and Applications. Procedia Manuf. 2019, 35, 1286–1296.
- Goh, G.D.; Sing, S.L.; Yeong, W.Y. A review on machine learning in 3D printing: Applications, potential, and challenges. Artif. Intell. Rev. 2021, 54, 63–94.
- Ryan, K.R.; Down, M.P.; Banks, C.E. Future of additive manufacturing: Overview of 4D and 3D printed smart and advanced materials and their applications. Chem. Eng. J. 2021, 403, 126162.
- Rezvani Ghomi, E.; Khosravi, F.; Neisiany, R.E.; Singh, S.; Ramakrishna, S. Future of additive manufacturing in healthcare. Curr. Opin. Biomed. Eng. 2021, 17, 100255.
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196.
- Calignano, F.; Galati, M.; Iuliano, L. A Metal Powder Bed Fusion Process in Industry: Qualification Considerations. Machines 2019, 7, 72.
- Sefene, E.M. State-of-the-art of selective laser melting process: A comprehensive review. J. Manuf. Syst. 2022, 63.
- Bermudo, C.; Trujillo, F.J.; Martín, S.; Herrera, M.; Sevilla, L. Fatigue behaviour analysis of AISI 316-L parts obtained by machining process and additive manufacturing. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1193, 012101.
- Gao, W.; Zhang, Y.; Ramanujan, D.; Ramani, K.; Chen, Y.; Williams, C.B.; Wang, C.C.L.; Shin, Y.C.; Zhang, S.; Zavattieri, P.D. The status, challenges, and future of additive manufacturing in engineering. Comput. Aided Des. 2015, 69, 65–89.
- Gibbs, D.M.; Vaezi, M.; Yang, S.; Oreffo, R. Hope versus hype: What can additive manufacturing realistically offer trauma and orthopedic surgery? Regen. Med. 2014, 9, 535–549.
- Auriemma, G.; Tommasino, C.; Falcone, G.; Esposito, T.; Sardo, C.; Aquino, R.P. Additive Manufacturing Strategies for Personalized Drug Delivery Systems and Medical Devices: Fused Filament Fabrication and Semi Solid Extrusion. Molecules 2022, 27, 2784.
- Wang, C.; Tan, X.; Tor, S.; Lim, C. Machine learning in additive manufacturing: State-of-the-art and perspectives. Addit. Manuf. 2020, 36, 101538.
- Malekipour, E.; El-Mounayri, H. Defects, Process Parameters and Signatures for Online Monitoring and Control in Powder-Based Additive Manufacturing. In Mechanics of Additive and Advanced Manufacturing, Volume 9; Conference Proceedings of the Society for Experimental Mechanics Series; Wang, J., Antoun, B., Brown, E., Chen, W., Chasiotis, I., Huskins-Retzlaff, E., Kramer, S., Thakre, P.R., Eds.; Springer International Publishing: Cham, Switzerland, 2018; pp. 83–90.
- Francis, J.; Bian, L. Deep Learning for Distortion Prediction in Laser-Based Additive Manufacturing using Big Data. Manuf. Lett. 2019, 20, 10–14.
- Jin, Z.; Zhang, Z.; Gu, G.X. Automated Real-Time Detection and Prediction of Interlayer Imperfections in Additive Manufacturing Processes Using Artificial Intelligence. Adv. Intell. Syst. 2020, 2, 1900130.
- Wang, W.; Ning, J.; Liang, S.Y. Analytical Prediction of Balling, Lack-of-Fusion and Keyholing Thresholds in Powder Bed Fusion. Appl. Sci. 2021, 11, 12053.
- Young, Z.A.; Guo, Q.; Parab, N.D.; Zhao, C.; Qu, M.; Escano, L.I.; Fezzaa, K.; Everhart, W.; Sun, T.; Chen, L. Types of spatter and their features and formation mechanisms in laser powder bed fusion additive manufacturing process. Addit. Manuf. 2020, 36, 101438.
- Hmeidat, N.S.; Pack, R.C.; Talley, S.J.; Moore, R.B.; Compton, B.G. Mechanical anisotropy in polymer composites produced by material extrusion additive manufacturing. Addit. Manuf. 2020, 34, 101385.
- Yuan, L. Solidification Defects in Additive Manufactured Materials. JOM 2019, 71, 3221–3222.
- Jin, Z.; Zhang, Z.; Gu, G.X. Autonomous in-situ correction of fused deposition modeling printers using computer vision and deep learning. Manuf. Lett. 2019, 22, 11–15.
- Malamas, E.N.; Petrakis, E.G.M.; Zervakis, M.; Petit, L.; Legat, J.D. A survey on industrial vision systems, applications and tools. Image Vis. Comput. 2003, 21, 171–188.
- Megahed, F.M.; Woodall, W.H.; Camelio, J.A. A Review and Perspective on Control Charting with Image Data. J. Qual. Technol. 2011, 43, 83–98.
- Charalampous, P.; Kostavelis, I.; Tzovaras, D. Non-destructive quality control methods in additive manufacturing: A survey. Rapid Prototyp. J. 2020, 26, 777–790.
- Yan, H.; Paynabar, K.; Shi, J. Image-Based Process Monitoring Using Low-Rank Tensor Decomposition. IEEE Trans. Autom. Sci. Eng. 2015, 12, 216–227.
- Ren, Z.; Fang, F.; Yan, N.; Wu, Y. State of the Art in Defect Detection Based on Machine Vision. Int. J. Precis. Eng. Manuf. Green Technol. 2022, 9, 661–691.
- Hartnig, C.; Manke, I. MEASUREMENT METHODS | Structural Properties: Neutron and Synchrotron Imaging, In-Situ for Water Visualization. In Encyclopedia of Electrochemical Power Sources; Garche, J., Ed.; Elsevier: Amsterdam, The Netherlands, 2009; pp. 738–757.
- Zhu-Mao, L.; Qing, L.; Tao, J.; Yong-Xin, L.; Yu, H.; Yang, B. Research on Thermal Fault Detection Technology of Power Equipment based on Infrared Image Analysis. In Proceedings of the 2018 IEEE 3rd Advanced Information Technology, Electronic and Automation Control Conference (IAEAC), Chongqing, China, 12–14 October 2018; pp. 2567–2571.
- Bai, J.; Feng, X.C. Fractional-Order Anisotropic Diffusion for Image Denoising. IEEE Trans. Image Process. 2007, 16, 2492–2502.
- Haralick, R.M.; Shapiro, L.G. Image segmentation techniques. Comput. Vis. Graph. Image Process. 1985, 29, 100–132.
- Nixon, M.S.; Aguado, A.S. Feature Extraction & Image Processing for Computer Vision; Academic Press: Cambridge, MA, USA, 2012.
- Lin, Z.; Fu, J.; Shen, H.; Xu, G.; Sun, Y. Improving machined surface texture in avoiding five-axis singularity with the acceptable-texture orientation region concept. Int. J. Mach. Tools Manuf. 2016, 108, 1–12.
- Gao, Z.; Ding, S.X.; Cecati, C. Real-time fault diagnosis and fault-tolerant control. IEEE Trans. Ind. Electron. 2015, 62, 3752–3756.