Your browser does not fully support modern features. Please upgrade for a smoother experience.
Please note this is an old version of this entry, which may differ significantly from the current revision.
Subjects:
Engineering, Industrial
Maintaining equipment in good condition is an important issue in the production process. Appropriate service and maintenance contribute to a high level of availability and reduce production downtimes. On the other hand, in power plants, maintenance costs represent a significant financial expense. Therefore, it is essential to achieve acceptable production results while optimizing service costs.
- power industry
- energy production
- predictive maintenance (PdM)
1. Maintenance Strategies in Industry
Maintaining equipment in good condition is an important issue in the production process. Appropriate service and maintenance contribute to a high level of availability and reduce production downtimes. On the other hand, in power plants, maintenance costs represent a significant financial expense. Therefore, it is essential to achieve acceptable production results while optimizing service costs. According to the definition in the European Standard EN13306 [21], maintenance is defined as a combination of all technical, administrative and managerial actions during the life cycle of an item intended to retain it in, or restore it to, a state in which it can perform the required function. Thus, maintenance includes all activities related to inspections, condition monitoring, routine maintenance, replacement of parts, repairs, overhauls, as well as planning and supervision of all these activities.
Maintenance strategies can be classified in terms of the time when a repair is performed relative to the occurrence of a failure. There are three basic approaches of maintenance as shown in Figure 3:

Figure 3. Maintenance strategies showing various moments of the repairing process before and after the potential failure of the equipment (based on [22]).
-
Corrective;
-
Preventive;
-
Predictive.
1.1 Corrective Maintenance
Corrective maintenance implies taking action after a failure has occurred. This approach minimizes the cost of servicing the equipment, thus extending the maintenance interval, but it comes at the expense of increased risk of equipment unavailability. The negative effects of corrective maintenance may manifest in:
-
Lost revenue, increased cost of repairing the equipment or related equipment being more damaged, which is a result of a primary failure;
-
Increased time and cost of repair—a result of unplanned downtime.
A simple real-life example of corrective maintenance is replacing a light bulb in a car. The item is only replaced when it burns out, for which the drivers are prepared by having a set of bulbs in reserve.
As stated above, this approach should be used for non-critical, easily repairable equipment. However, a more proactive approach is expected for components whose failure can cause downtime, e.g., steam boiler or turbine in a power plant. The same applies to equipment whose failure may contribute to the degradation or destruction of associated equipment, e.g., conveyor belts in explosion hazardous areas or evaporators or high-pressure steam pipelines. Depending on the procedures defining the moment when the repair should occur, actions can be taken immediately or deferred, depending on the priority and the potential consequences of the failure. In the case of continuous production, a prevalent situation is when some parts permanently work in a defective state. This is difficult to observe since the work parameters of an element slowly deteriorate (which is reflected in, e.g., reduced efficiency, increased vibration, heating). At the same time, they have no or low impact on the efficiency of production.
1.2 Preventive Maintenance
The purpose of preventive maintenance is to avoid unplanned downtime through scheduled periodic inspections and replacements. Typically scheduled tasks include lubrication, adjustments, oil changes or advanced diagnostics. Maintenance intervals can be planned on the basis of manufacturer recommendations, analysis of quality parameters such as MTBF (mean time between failure) and MTTF (mean time to failure). Preventive maintenance ensures good equipment condition and reduces the risk of potential downtime. However, it does not protect against unexpected failures and defects of elements not covered by the maintenance. Additionally, replacing parts too often is not always a good option, for two reasons [23]:
-
By changing an original part with a replacement, the useful life of the whole unit (machine) could be shortened due to an additional risk of failure of the part, assembly error, hidden defects or non-matching part;
-
New parts and consumables have a higher probability of being defective or failing than existing materials that are already in use.
Figure 4 shows the probability distribution of failures over the life cycle of a machine. The risk of failure is higher at start-up, then drops and increases again with wear-out. The statistically determined period between these states can be used as a determinant of the replacement period [24,25].
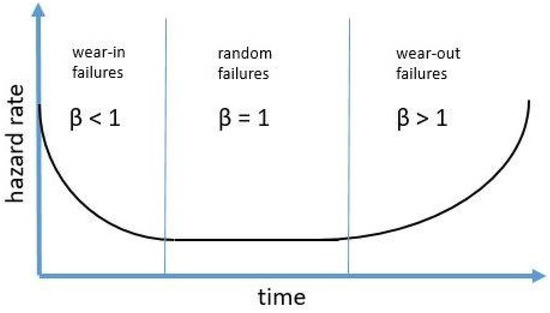
Figure 4. “Bathtub” visualizing the probability of failures in early and late stages of the life cycle of a machine.
The disadvantage is also the necessity of planning maintenance and costs. Effective preventive maintenance planning in energy generation should align maintenance intervals with the required plant availability. For the time-based approach, the authors of works [26,27,28,29] propose a cost-reliability model to find the optimal policy by improving reliability over low cost. Planning the schedules requires historical data for analyses of maintenance history, usage conditions or a failure history.
1.3 Predictive Maintenance
In predictive maintenance, the servicing is carried out when it is required, usually shortly before a fault is expected. The essence of this approach is to predict the health of a machine based on repeated analysis or known characteristics.
Commonly used conventional predictive maintenance techniques are based on periodic measurements that cover the following [23,36].
1.3.1. Vibration Monitoring
This technique applies to all motion and rotating machinery and is widely used in the industry for diagnostic, condition monitoring and prediction functions. Predictive techniques involve trend analysis for vibration levels, in particular frequency ranges or signal profile analysis. Trend analysis is used to determine remaining useful life and to evaluate component deterioration. Since the vibration level is itself an indicator of poor condition, predictive analyses can easily be made using only this measurement. Signal profile analysis provides the possibility to detect and classify unwanted events. Detection of characteristic signal patterns or anomalies enables discovering specific faults such as leaks, seizures or material loss. The use of this method is costly because it requires the installation of additional measurement equipment. However, developing analytical methods such as those based on machine learning allows for rapid diagnostics without involving experts in the analysis. The vibration monitoring can cover devices and their components such as pumps, fans, compressors, gearboxes, engines, turbines.
1.3.2. Thermography
This technique is used to predict and diagnose the condition of equipment and systems based on temperature measurements. Advanced instrumentation allows for monitoring infrared emissions using thermal imaging cameras, infrared thermometers or line scanners. The analysis of obtained results (temperature, its variations and distribution) allows determining the condition of the device and detecting potential anomalies. In practice, thermography can be used as a non-destructive method to detect wall thickness caused by corrosion and flow erosion in high-temperature pressure pipe [37] and to determine the loss of material in the boiler water–wall tubing [38]. Thermography is also applied for diagnosing electrical equipment, detecting oil leaks [39] and detecting faults in photovoltaic (PV) farms. In the latter case, it enhances the capability and safety of inspections [40,41] and provides methods to determine PV panel health [42,43].
1.3.3. Oil Analysis
Oil plays a vital role inside a working machine—it is responsible for lubricating, cooling, cleaning, protecting or sealing [44]. The systematic analysis of the chemistry and contamination of oil can provide indicators of the wear of machine components and lubrication quality. Systematic analysis of oil makes it possible to determine the state of wear of machine elements [45,46] and to plan preventive actions, such as changing oil or filters more effectively [47]. Investigations may include testing of viscosity, contamination, solid content, oxidation, nitration, total acid number, total base number, particle count. Examination of these properties can determine the quality of the lubricating performance, detecting leaks, corrosion or abnormal wear. Spectrography and ferrography are also complementary techniques in this area, allowing for the analysis of contaminants and additives. Using these methods, we can perform wear particle analysis to determine the types of deterioration such as rubbing wear, cutting wear, rolling fatigue and sliding wear [48,49]. Limitations of this method are the equipment cost and the difficulty in oil sampling and interpretation of results.
1.3.4. Motor Current Analysis
The electric motor is an integral part of most power plants. Its failures often lead to energy production outages. Therefore, it needs special attention. It is exposed to mechanical faults characteristic of rotating machinery, but a significant part of them is caused by electrical faults. Common failures include bearing failures, stator winding faults, rotor faults, insulation faults [53]. The methods used here (in addition to vibration and acoustic monitoring) cover:
-
Insulation resistance test—insulation may be damaged by high temperature or can be contaminated by humidity. The test consists of grounding the motor frame and applying DC voltage to the motor windings with a measuring device. Then, the device reads the resistance value [54].
-
Motor Current Signature Analysis—this is a technique used to analyze and monitor electrical induction motors, generators, power transformers and other electric equipment. This method uses the supply current to produce the current signature from frequency spectrum transformation. Faults in motor components produce anomalies in a magnetic field and change the mutual and self-inductance of the motor that appear in the motor supply current spectrum [55,56]. This method allows detecting faults such as [53,57]:
- –
- –
- –
- –
- –
-
Equipment wear—a degradation of parts observed in the long term. Equipment wear is also visible as changes in the current spectrum.
1.3.5. Visual Inspection
Online condition monitoring and predictive maintenance improvements sometimes cannot replace traditional inspection methods. To avoid undetected faults, maintenance with defined models and installed metering should be supported by engineering experience in the inspection process. The traditional process can be supported by modern technologies that enable mobility and access to information. Inspections are supported by augmented reality [68], mobile applications [69], radio-frequency identification (RFID) [70] and barcodes.
This entry is adapted from the peer-reviewed paper 10.3390/s23135970
This entry is offline, you can click here to edit this entry!