Your browser does not fully support modern features. Please upgrade for a smoother experience.
Please note this is an old version of this entry, which may differ significantly from the current revision.
Subjects:
Engineering, Environmental
Recycling plays a crucial role in achieving a sustainable production chain for lithium-ion batteries (LIBs), as it reduces the demand for primary mineral resources and mitigates environmental pollution caused by improper disposal. Disassembly of the LIBs is typically the preliminary step preceding chemical recovery operations, facilitating early separation of components consisting of different materials. Despite that extensive research has been conducted on the chemical processes involved in the recycling of LIBs, systematic studies on disassembly processes in the recycling process are relatively scarce.
- lithium-ion battery
- disassembly
- recycling
1. Introduction
The development of electric mobility presents a key role in the transition of the transportation sector from fossil fuel combustion to renewable energy sources. This transition is necessary to achieve the worldwide decarbonization targets in the automotive industry. In particular, the lithium-ion batteries (LIBs) have been recognized as the most appropriate energy storage solution for electric vehicles (EVs) and other large-scale stationary equipment over the past few decades. In 2021, LIBs accounted for 90.9% of the global electrochemical energy storage sector [1]. This is primarily due to the fact that LIBs are characterized by a higher energy density, longer lifetime, and improved electrical and chemical properties compared to other battery types, such as lead-acid batteries [2,3]. However, the growing utilization of LIBs has raised concerns about the sustainability and independence of the raw mineral material supply, particularly for critical materials such as lithium (Li) and cobalt (Co). Furthermore, the improper disposal of spent LIBs can result in hazardous environmental and health effects. The increasing number of obsolete LIBs generated each year underscores the urgent need for effective recycling.
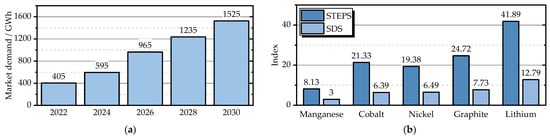
With the staggering development of the market for electric mobility, the demand for batteries will rapidly increase, as illustrated in Figure 1a. This leads to a correspondingly growing requirement of the major primary raw minerals (recognized as lithium, graphite, nickel, manganese, and cobalt) for production, as outlined in Figure 1b. However, despite the widespread utilization of LIBs, the raw minerals are mined and processed in very few countries globally, as mining resources are known to be limited. In 2022, according to the data from the U.S. Geological Survey [4], Australia produced nearly 47% of the world’s mineral production of Li, followed by Chile with 30%. Along with Argentina and China, these four countries collectively contribute 96.31% of Li production, while holding a total of 77.69% of the world’s Li reserves. DR Congo produced 68.42% of Co and owns 48.19% of the world’s Co reserves. South Africa supplied 36% of the manganese (Mn) and accounts for the largest share of the total world reserves as well, with over 37%. Indonesia mined over 48% of the nickel (Ni) in 2022, and combined with Brazil and Australia, they share 58% of the world’s Ni reserves. To sum up, critical raw material reserves are primarily concentrated in a limited number of countries. Other countries and regions, especially in the European Union (EU), possess a restricted quantity of mineral resources. Therefore, the independence of the raw material supply must be secured, especially in extreme situations such as trade wars or even during military conflict.
Valuable materials contained in discarded LIBs can be recycled and recirculated back into the production cycle, which ensures a more sustainable development of the LIBs industry. Based on the average battery composition in 2020 [7], a total material loss of up to 92% for Li, Co, and Ni can be avoided if the retired LIBs are recycled under the targets of the European Commission (EC). By 2035, recycling could provide 22% of Li and Ni as well as 65% of Co needed for LIBs production in the EU [7]. However, the collection and recycling rates of used LIBs are unexpectedly low. In Australia, for example, only 10% of the obsolete LIBs were recycled in 2021 [8]. In Germany, the collection rate of spent LIBs is 32% or lower [9]. The majority of used LIBs end up in landfills, leading to potential threats to human health and the environment [10]. For instance, 25% of all landfill fires in the UK in 2017–2018 were caused by LIBs deposited in landfills [11], producing a mixture of toxic gas emissions. Moreover, leaching and slag deposition as well as dissolution can release pollutants into the soil and groundwater. Therefore, End-of-Life (EoL) LIBs must be thoroughly recycled to avoid various hazards and problems. New regulations have come into effect in some regions to manage the recycling of LIBs. For example, the EC proposed a mandatory regulation which specifies the recycled content in new batteries. By 2035, LIBs production for EVs must contain at least 20%, 12%, and 10% recycled Co, Ni, and Li, respectively [12].
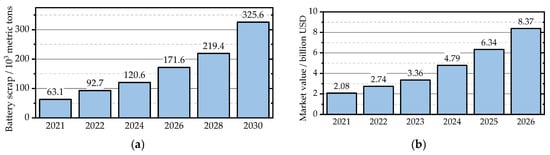
To ensure long-term development of LIBs production, the material cost of LIBs must be reduced. For a single battery cell, the cathode materials account for the largest share of the cell cost at 34%, as shown in Figure 2a, while the overall material input makes up 75% of the total cost [13]. Compared to virgin materials, the use of recycled secondary materials in LIBs production enables cost savings of 5–44% and 38–43%, respectively, when the active material lithium-nickel-manganese-cobalt-oxide (NMC) [14] or lithium-cobalt-oxide (LCO) [15] is recovered, depending on the method. In addition to the economic benefits, recycling and processing of spent LIBs can also provide significant ecological advantages, including reductions of energy and water consumption as well as greenhouse gas (GHG) and sulfur oxides (SOx) emissions, as shown in Figure 2b. Typically, the average lifetime of LIBs is about 8–10 years [16], indicating that a large number of used LIBs will be accumulated in the near future, thereby flooding the LIBs recycling market (Figure 3). Thus, the recycling of spent LIBs occupies a substantial role in preserving natural resources, minimizing pollution, and mitigating supply chain risks. It ensures a sustainable, circular, and economic product chain of LIBs.
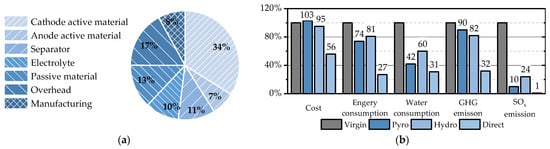
Figure 2. (a) Estimated electric vehicle battery cell price breakdown as of 2020 [13]. (b) Cost and environmental impacts to produce 1 kg of NMC111. Virgin = virgin raw material; Pyro = pyrometallurgical recycling process; Hydro = hydrometallurgical recycling process; Direct = direct recycling process. Data from [14] under CC BY 4.0 license, without any change.
Recycling of spent LIBs is gaining more and more attention nowadays. A complete recycling route includes pretreatments and chemical recovery processes. However, majority of studies are concerned with chemical processes, such as the development of novel methods for recovering valuable materials from spent LIBs [19,20]. In a comprehensive review conducted by Regatieri et al. [20], a total of 591 publications were examined, and the most frequently mentioned keywords are summarized. The top five were “Cobalt”, “Lithium-ion battery”, “Recovery”, “Valuable Metals”, and “Lithium”, which make up more than 66% of all keyword occurrences, taking into account all relevant publications about LIBs’ recycling. Pretreatment processes, such as disassembly, receive very little attention. However, without appropriate and efficient disassembly processes, the complex battery packs cannot be further treated in the recycling process in an economic and ecological way. Several review articles have discussed the disassembly process, but they have predominantly chosen not to focus on the disassembly technologies for recycling itself. For instance, Xiao et al. [21] provided an overview of the dismantling of LIBs from EVs, while focusing on the discussion of different possible applications for echelon utilization.
2. Publications Per Year and Category
Despite an unspecified start year being set for the literature search, the first publication addressing the disassembly of used LIBs did not appear until 2011. At that time, the total production of LIBs was less than 30 GWh, with a market share of less than 5% for EVs [42]. This was a time when the total EVs stock worldwide consisted of merely around 61.33 thousand vehicles [43] (which is negligible compared to over 16 million in 2021 [44]). Since then, the EVs market has rapidly expanded. Correspondingly, research on LIBs recycling as well as disassembly has continued to attract more and more attention. In particular, the publications from 2020 to 2022 account for a percentage of 63.64%, in which the EU contributed 42.86% and Asia 35.71%, indicating that the EU and Asia are the largest hotspots for the development as well as recycling of LIBs.
As shown in Figure 4, attempts to explore the possibility of automated disassembly commenced very early in 2011, when one publication proposed a concept. These efforts peaked in 2021, with six publications all centered on the development of automated disassembly conceptions. In total, the Automated Disassembly Conceptualization category accounts for 13 publications, nearly 30% of the studied publications on LIBs disassembly for recycling. Following this is Manual Experimental Disassembly as well as Disassembly Sequence and Strategies with 27.27%, which received more interest from researchers lately, with a peak in 2022 with up to six publications. Research in the field of Disassembly Sequence and Strategies presents a medium number of publications over the examined timespan, while the studies on the topic of Automated Disassembly Implementation started to appear in 2018. However, both topics are gaining more and more attention in recent times.
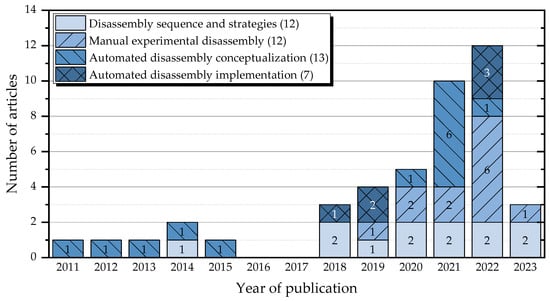
Figure 4. Studied publications sorted by year and category.
Summarizing the previous paragraphs, the interest in LIBs recycling has considerably increased, concentrating on mechanical pretreatment, including LIBs disassembly. In the following sections, each category will be thoroughly elucidated to highlight the current state-of-the-art, including the key findings pertaining to investigated parameters such as disassembly time, cost, etc., in the relevant works.
3. Disassembly Sequence and Strategies
Batteries at their EoL stage are usually collected after being dismantled from EVs and transported to recycling facilities, where valuable active materials and other components can be recycled. Disassembly is an essential step in this recycling process chain. The spent batteries should be handled according to an optimal disassembly strategy to ensure a safe, economical, and environmentally friendly dismantling process. Therefore, the planning of the dismantling sequence and strategy is of major importance.
Disassembly of the entire battery pack is a significantly complex process. There are several methods for planning an optimal disassembly sequence for obsolete LIBs. Most approaches implement a case study with manual disassembly of a battery pack to analyze and determine an efficient disassembly process. For example, Ke et al. [45] proposed a disassembly planning method based on a frame–subgroup structure. They conducted a validation experiment for manual disassembly of a pack. In the defined frame–subgroup structure, the pack is treated as a frame and other components are subgroups. They studied the relationship between each component during disassembly and solved the disassembly planning problem by applying a genetic algorithm. Using this method, the disassembly time and revenue were improved by 12.04% and 2.54% compared to conventional methods, respectively. Gentilini et al. [46] presented a mathematical model for disassembly planning determination, aiming at lowering the human workers’ exposure to hazardous voltages. As a case study, they used a battery pack from Toyota. Choux et al. [47] studied the disassembly task planner, employing an image-processing system with an Audi A3 Sportback e-tron hybrid pack as a case study. They investigated the accuracy of screw detection and demonstrated that the proposed system has an accuracy of less than 5 mm. Wegener et al. [41] manually disassembled the Audi Q5 Hybrid battery pack and created a disassembly priority matrix as well as the priority graph, yielding an unambiguous disassembly order.
4. Manual Experimental Disassembly
Manual disassembly of spent LIBs offers the advantages of quick sorting and identification of different components of the complex battery pack, as robots cannot deal with the varying designs and layouts of LIBs at a highly successful rate [58,59]. Therefore, considerable investigations have already been carried out concerning manual disassembly.
The manual disassembly process is currently predominantly applied in the pretreatment process for recycling of LIBs. It is a crucial step that needs to be approached with a focus on safety, disassembly time, and cost-effectiveness. Achieving higher disassembly revenue requires reducing the disassembly time and improving the cost savings. Hence, establishing an efficient disassembly process that can handle various types of packs from different manufacturers is of paramount importance for the recycling. In an effort to provide a comprehensive economic analysis of packs, Lander et al. [60] performed an analysis of the disassembly process of six commercial packs to cells from Renault, Nissan, Tesla, BAIC, Peugeot, and BYD. A detailed techno-economic analysis was completed in terms of the disassembly time, cost, and design contributions to the total disassembly cost. An evaluation and comparison of the disassembly time and cost for manual, semi-automatic, and fully automatic processes was conducted. Using the BAIC battery pack as an example, it was demonstrated that a 50% decrease in the number of modules and connecting screws can result in a reduction in disassembly costs of more than 24% and 29%, respectively. A time improvement of up to 88% and a cost saving of up to 97% can be obtained when replacing the manual disassembly by fully automated operation. The BYD pack, with its Cell-to-Pack design, requires the least disassembly time as well as the lowest disassembly cost. It is highly advantageous for the disassembly of packs in the recycling phase, which consist of modules with multiple cells in each individual module. Thus, a higher disassembly efficiency can be achieved by using Cell-to-Pack technology.
Rosenberg et al. [61] and Rallo et al. [62] examined the disassembly time and cost as well as the required human power. The disassembly time needed for disassembly from the pack to the module was usually 20–40 min, depending on the packs [52,53,63]. The results from Rosenberg et al. indicate that one worker needs 22 min to disassemble a Mercedes PHEV pack into modules, while two workers require about 16 min. The total cost per pack disassembly into modules ranges from EUR 80 to 110, depending on the size of the disassembly plants, in Germany. Rallo et al. considered the laboratory scale and determined a total cost of EUR 1325 to disassemble the Smart ForFour battery pack into cells. Here, the cost of disassembling the modules into cells accounted for 62.26% of the total disassembly costs for the entire dismantling processes (excluding removal of the pack from cars). In both cases, the battery packs used are relatively small in terms of size, weight, and capacity.
In addition to considering the disassembly time and cost, many studies have also explored the possibility of separating materials at the electrodes level. In this approach, cells are manually opened, and the active materials are separated from electrodes, resulting in a purer separation process. This procedure provides the potential to improve the recovery rate of the active materials. The individual cell components, such as the casing as well as electrolytes, can be separately recycled. Werner et al. [64,65] studied the impact of cell disassembly and crushing operations on the removal of the electrolytes, considering that the recycling of electrolytes by cell disassembly was not addressed yet. The research revealed that a higher disassembly depth leads to an increased removal of organic solvents. The battery pack was manually disassembled down to the electrode level and parameters such as the disassembly time and disassembly depth were also studied.
Kim et al. [66] extended the disassembly depth and they dismantled not only the pack and module, but also cells. The pouch cell was dismantled into individual components. This resulted in a Li recovery efficiency of over 96%. In addition, a recovery efficiency of other metals such as Co, Mn, Ni, etc., of approximately 90% was also achieved. Santos et al. [67] presented a technology for recycling of cells consisting of conditioning, disassembly, and separation. The efficiency of disassembly was analyzed using the mass variation monitoring method. The experimental results indicated that more than 90% of active materials were recovered for LCO and 80% for NMC cells. Marshall et al. [68] have disassembled the cells in a fume cupboard without using an inert gas environment for the extraction and separation of cell components. The cathodes and anodes were delaminated using ultrasonic bath with oxalic acid solution, with nearly 100% effective separation rate. Wu et al. [69] proposed a physical separation strategy for the recovery of cathodic active materials. The cell was dismantled, and the cathode foils were separated, followed by other processes such as thermal treatment, mechanical vibration, shredding, etc. The separation rate of cathode materials reached 85%. Bi et al. [70] established a procedure for disassembly and crushing of LIBs, in which the separated electrodes were thermally treated, crushed, and separated by an eddy current. The recovery rate exceeded 92% with the manual disassembly of cells.
The disassembly of an individual cell enables efficient separation of its components. However, for safety reasons, the spent cell should be discharged before disassembly to eliminate any remaining electrical potential, which can pose a hazardous situation. Discharging requires additional time and investment in special equipment. Therefore, it would be beneficial to find a way to disassemble spent cells and separate their components without discharging. Zhao et al. [71] separated ESC of non-discharged spent LiFePO4 cells in water, reducing environmental pollution. By eliminating the discharge process, the entire pretreatment process chain can be shortened. Compared with the pyrometallurgical process, this methodology can achieve energy conservation of almost 72% and reduce waste gas by up to 86%. With this approach, the economic profit is 32.22% higher than that of other direct separations and even higher in comparison with traditional pyrometallurgy and hydrometallurgy. Nevertheless, the proposed approach presents a highly innovative direct recycling process, as the separated electrode materials have been directly regenerated.
5. Automated Disassembly Conceptualization
The desirability of an automation of the disassembly processes for LIBs has been repeatedly expressed, as the manual disassembly process is hazardous as well as time- and cost-intensive. To achieve a safe and efficient automated disassembly process, the investigation and application of appropriate tools, such as a gripper system, has been highlighted in previous studies.
Schmitt et al. [73] developed an automated disassembly concept in 2011 with the design of a gripper system, aiming to extract cells from modules. The gripper system can diagnose the cell condition to ensure safe disassembly. This gripper system was further discussed to assess the automation potential for the disassembly operation in [74] by Herrmann et al. They proposed the two key indicators for a methodological approach to evaluate the automation potential, which are “technical ability of a disassembly process to be automated” (TAA) and “necessity to automate the corresponding disassembly operation” (NA). They continued the development of this gripper system and built a prototype, which was applied in the disassembly of cells from modules and measurement of the cell voltage as well as the inner resistance at the same time [75]. With the TAA and NA indicators, Hellmuth et al. [76] assessed the automation potential based on a disassembly graph of the Audi Q5 Hybrid battery. They also compared the calculated automation potentials of the 2017 Chevrolet Bolt BEV and Audi Q5 HEV batteries.
In addition to gripper systems, the deployment of robot arms has emerged as a promising avenue for achieving efficient and safe LIBs’ disassembly. With screw fastening being a prevalent feature of packs and modules, unscrewing has been identified as a key step in the automated disassembly process. This further highlights the value of robot arms in the pursuit of sustainable and effective LIBs’ recycling. Wegner et al. [77] dismantled the Audi Q5 Hybrid battery into cells and investigated the screw detection, combined with a camera system. They proposed an unscrewing tool assembled on a robot arm, which was used in a workstation concept. Humans are responsible for complex tasks such as disassembling of components joined with adhesive, while the robot takes care of repetitive simple tasks such as the loosening of screws and bolts.
Research conducted by Garg et al. [78] and Zhou et al. [79] has demonstrated the potential of robotic unscrewing to significantly reduce the disassembly time. They presented a qualitative framework based on robots for a safer and more efficient disassembly of battery modules with cylindrical cells. The framework integrates a battery information acquisition system, a robot-based disassembly system, and a battery classification system. A disassembly time comparison was carried out between manual and robotic disassembly. Robotic unscrewing operation achieved a time saving of 55%. Collectively, an implementation of robotic disassembly reduced 80–90% of the disassembly time [79].
During the conceptualization phase, the design of specialized tools and prototypes is not always necessary in the development of a concept. As the design of the concept is at the theoretical level, an automated disassembly concept, such as a layout with robotics, can be represented through a 3D-design model. Furthermore, performance simulation can be conducted without any physical invention necessary in the establishment of the workstation. For example, Fleischer et al. [80] introduced a robot-based flexible concept for a disassembly station comprising kinematics, end effectors, etc., Rastegarpanah et al. [81] examined a system for semi-automatic disassembly using a mobile manipulator. The goal was to automate the process of sorting components in an unstructured setting. The framework was subjected to simulations with different settings and demonstrated a minimum overall success rate of 82%.
In some studies, conceptualizations of automated disassembly focus on evaluating critical factors or parameters for successful implementation, rather than developing specific functional elements. These abstract concepts provide a framework for assessing the feasibility and potential benefits of automated operations. The parameters include important considerations such as safety, time, cost, design, uncertainties, and other relevant factors. For example, Yin et al. [82] proposed a collaborative human–robot system to overcome the difficulties of the uncertain disassembly process. These uncertain factors involve structural features, joining methods, as well as others. Blankemeyer et al. [83] explored the automated disassembly process and developed a feasible layout for a disassembly station. Several possible provisions (design, uncertainties, safety, etc.) for automated disassembly were discussed, showing that the variation in the design of LIBs renders the automation of disassembly uneconomical. Tan et al. [84] outlined a disassembly scheme consisting of a hybrid disassembly station, which used both modified automated robotic arms and custom tooling to shorten the disassembly time. A conceptual disassembly procedure was proposed to achieve a reduction of the LIBs disassembly steps by a total of five steps, with a similar pack design compared to other concepts [50,77]. Weyrich et al. [85] described a general concept for semi-automated disassembly of LIBs. An estimation of several sensors and actuators based on criteria such as accuracy, takt time, reliability, cost, complexity, etc., was performed.
6. Automated Disassembly Implementation
As aforementioned, the various configurations of LIBs from different manufacturers pose challenges in designing automated disassembly concepts. This requires innovative tool selection, workstation layout, and other considerations. Moreover, the practical implementation of these concepts through concrete experiments and investigations is a more significant challenge. Despite the early emergence of the concept of automated disassembly, its implementation has been restricted.
The first attempt for automated disassembly of LIBs was conducted in 2018 by Gerbers et al. [86], who implemented the previous concept from [77] through the development of a human–robot collaboration station. The concept was elaborated in detail with respect to ergonomic and safety aspects. A cost-optimized robotic arm was equipped with a screwdriver used to loosen the connections in the pack and module. Disassembly tests were executed with the demonstrator. Findings proved that semi-automated disassembly of battery systems is feasible. They have developed a concept, i.e., a workstation for more flexibility, productivity, and safety in the disassembly of LIBs, at the module level.
In certain experiments on automated disassembly, dummy samples have been utilized instead of actual modules or cells to prevent hazardous situations. Kay et al. [58] presented the process of battery disassembly using industrial robots under the supervision of human workers. Experiments were performed on the disassembly of dummy modules and dummy cells, which demonstrated that the process time required for automated opening of the modules and cells could be reduced by 50%. A robot provides both safety and time advantages over the current manual disassembly process for LIBs. It has been proven that an optimal option for pack disassembling is a human–robot collaboration. The robot conducts efficient cutting on the battery module and allows the operator to quickly sort the battery components and remove connectors or closures.
In addition to disassembling modules, attempts have also been made to automate the disassembly of packs. Zorn et al. [59] proposed a computational vision workflow to realize automated disassembly focused on sorting of various components. For the purpose of improving the sorting operation and achieving high-quality recycling after disassembly, an identification system including relevant information (e.g., cathode chemistry) about the battery pack was suggested. In addition, the use of sensor-based sorting technologies for peripheral components of the battery pack was evaluated.
The aforementioned researchers mostly focused on the pack or the module level, although Kay et al. demonstrated a method and tools for automated opening of dummy cells without further investigation on electrodes’ separation. The only systematic research work in this field was performed by Li et al. [89,90], focused on studying the automated mechanical separation method for EoL pouch cells with z-folded ESC. The main components of pouch LIBs can be automatically separated and extracted in the verification experiments with dummy cells. Specifically, in [90], the integration of online sensors into the electrode separation process step was explored. The applied method for electrode separation makes the subsequent material extraction and processing easier for the direct recycling of LIBs.
This entry is adapted from the peer-reviewed paper 10.3390/batteries9060297
This entry is offline, you can click here to edit this entry!