Your browser does not fully support modern features. Please upgrade for a smoother experience.
Please note this is an old version of this entry, which may differ significantly from the current revision.
Subjects:
Engineering, Civil
In civil engineering, beam structures such as bridges require reinforcement to increase load-bearing capacity and extend service life due to damage, aging, and capacity degradation under long-time services and disasters. The utilization of Fe-based shape memory alloys (Fe-SMA) to reinforce structures has been proven efficient and reliable, and the recovery stress of activated Fe-SMA can satisfy the reinforcement requirements.
- Fe-based shape memory alloys
- shape memory effect
- activation recovery characteristics
1. Introduction
Civil engineering structures, such as bridges, buildings, and high-rise structures, may suffer various defects in the design, production, and construction processes. Under long-term service conditions, they are faced with cracking, rustiness, and aging problems due to overload, corrosion, fatigue, etc. [1,2,3]. Under the action of fire, earthquake, wind, and other disasters, existing structures may also sustain damage and deformation [4,5,6,7]. In the United States and Europe, where the infrastructures were constructed earlier, a large number of engineering structures have been suffering aging problems and require reinforcement and maintenance. Although the prosperous infrastructure construction in China started late, increasing demands for structural reinforcement are emerging, which contains great scientific research value and economic prospects. The beam, an essential and fundamental component of structures, plays a crucial role in achieving the spanning, bearing, and linking functions. Therefore, it is of considerable value to strengthen and repair the deteriorated beams in existing structures to ensure their bearing capacity and prolong their service life.
Shape memory alloys (SMAs), as a new intelligent material, have been widely used in aerospace, robotics, medicine, and other fields, possessing two typical characteristics: shape memory effect (SME) and superelasticity (SE) [8,9,10,11]. SMAs contain two different composition phases: austenite and martensite. The phase transformation between austenite and martensite, which is induced by changes in temperatures or stresses, is referred to as the martensite transformation [12,13,14]. The martensite transformation is a diffusionless and solid-state phase transition, in which the atoms move cooperatively. It differs from the plastic deformation of normal metal materials, which is due to the dislocations of crystals slip [15]. Thus, the martensite transformation is a reversible process, and the characteristics of SME and SE benefit from this peculiarity. In civil engineering, SE is mainly used in structural seismic resistance and energy dissipation. SMA can be manufactured into basic components (wire, bar, spring, etc.) and key components (dampers, supports, isolation devices, etc.) [16,17,18,19]. SME can be used for structural reinforcement and enhancement. The recovery stress generated by activating SMA can introduce prestress based on increasing the stiffness of structures [20,21,22].
Retrospectively, the shape memory materials were first discovered in the gold–cadmium (Au-Cd) alloys by Arne Ölander in 1932 [23]. Decades later, the reversible phase transformation of SME, governed by the thermoelastic martensite phase of Au-Cd alloys, was reported by Kurdjumov and Khandros in 1949, and by Chang and Read in 1951 [24,25]. In the 1960s, Buehler et al. found the SME of nickel–titanium (Ni-Ti) alloys in shock absorption tests [26]. In the 1970s, Otsuka et al. found that the shape memory effect of Cu-Al-Ni alloys was closely related to the thermoelastic martensite transformation [27]. In the early 1980s, Sato et al. first studied the SME of Fe-Mn-Si alloys [28,29].
NiTi-SMA and Fe-SMA are the two SMAs appropriately employed in civil engineering. The shape recovery ability of Fe-SMA is weaker than that of NiTi-SMA, but it also possesses high strength, excellent plasticity, and good forming properties [30,31]. Furthermore, its lower production costs compared to NiTi-SMA make it more economical for large-scale application in the field of structural reinforcement [32]. After thermal activation, Fe-SMA can realize the active control of structural stiffness and deformation, as well as repair local damage and cracks of structures [33,34]. Due to SME, no complex tension devices are required to achieve pretension, which eliminates the restriction on operating spaces and improves the convenience of construction [35].
2. Material Properties of Fe-SMA
2.1. Introduction of Fe-Mn-Si Alloys
Overall, Fe-SMA contains three types of crystal structures, as shown in Figure 1, which are the face-centered cubic lattice of austenite phase (fcc, γ-austenite), the body-centered tetragonal lattice of martensite phase (bct, α′-martensite), and the hexagonal close-packed lattice of martensite phase (hcp, ε-martensite).
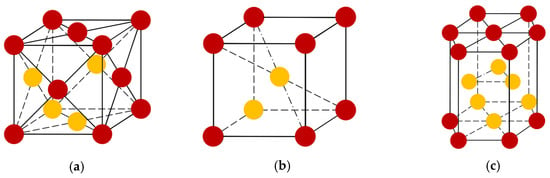
Figure 1. Crystal phase of Fe-SMA: (a) γ-austenite (fcc), (b) α′-martensite (bct), (c) ε-martensite (hcp).
Fe-SMA is divided into two different groups based on material properties [36]. The first group of Fe-SMA is thermoelastic martensite alloys, including Fe-Pt [37], Fe-Pd [38,39], and Fe-Ni-Co [40,41], whose typical characteristics are similar to NiTi-SMA. The martensite transformation is the crystal lattice changes between fcc (γ-austenite) and bct (α′-martensite). The first group alloys possess the ability of SE (or pseudoelasticity), but with a narrow thermal hysteresis, its SME is limited by temperature when used for structural reinforcement. The second group of Fe-SMA contains alloys such as Fe-Ni-C [42] and Fe-Mn-Si [43,44]. This group of alloys carries a large thermal hysteresis in the transformation and expresses SME in an acceptable temperature range. For the Fe-Ni-C alloys, the crystal changes are fcc ⇌ bct (γ-austenite ⇌ α′-martensite) in the martensite transformation. The crystal changes in Fe-Mn-Si alloys are fcc ⇌ hcp (γ-austenite ⇌ ε-martensite) in the martensite transformation.
The Fe-Mn-Si alloys show considerable SME, and its phase transformation temperature is easy to realize, so it has been widely researched and applied [45,46]. Therefore, this paper mainly focuses on the Fe-Mn-Si alloys in Fe-SMA.
The original Fe-Mn-Si based SMA only contains the elements Fe, Mn, and Si. The optimization of corrosion prevention, training improvement, and cyclic strengthening of materials mainly experiences two stages [47]. The optimization of alloy elements is the first improvement stage [48]. The SME and corrosion resistance of SMA are improved by changing the percentage of elements and adding new elements. The element contents of Mn and Si have an obvious influence on SME [49,50], and the corrosion resistance can be greatly improved by adding elements of Cr, Ni, N, etc. [51,52,53]. At the same time, the alloys possess an excellent recovery capacity with the cyclic thermo-mechanical process of “training” [54]. The second optimization stage is introducing fine precipitates, such as NbC, VC, and VN, into the alloy microstructure to improve the SME of Fe-SMA without “training” [55,56,57]. The most significant alloys for the development process of Fe-SMA are presented in Table 1.
Table 1. The most significant Fe-Mn-Si alloys in the development history.
| Stage | Alloys (Composition in Mass %) | Year | References |
|---|---|---|---|
| First stage: optimization of alloy elements |
Fe-30Mn-1Si | 1982 | [28] |
| Fe-30Mn-6Si | 1984 | [29] | |
| Fe-32Mn-6Si | 1986 | [58] | |
| Fe-28Mn-6Si-5Cr | 1990 | [48] | |
| Fe-20Mn-5Si-8Cr-5Ni | |||
| Fe-16Mn-5Si-12Cr-5Ni | |||
| Fe-30Mn-6Si | 1995 | [54] | |
| Fe-28Mn-6Si-5Cr | 2001 | [46] | |
| Fe-18Mn-8Cr-4Si-2Ni-0.36Nb-0.36N | |||
| Fe-30Mn-6Si | 2002 | [51] | |
| Fe-30Mn-6Si-5Cr | |||
| Fe-13Mn-5Si-12Cr-5Ni | |||
| Fe-25Mn-6Si-5Cr-0.14N | 2006 | [53] | |
| Second stage: introduction of fine precipitates |
Fe-28Mn-6Si-5Cr-0.5(Nb,C) | 2001 | [55] |
| Fe-28Mn-6Si-5Cr-1(V,N) | 2004 | [56] | |
| Fe-15Mn-5Si-9Cr-5Ni-(0.5-1.5)NbC | 2005 | [59] | |
| Fe-28Mn-6Si-5Cr-0.53Nb-0.06C | 2006 | [60] | |
| Fe-14Mn-5Si-8Cr-4Ni-0.16C | 2007 | [61] | |
| Fe-17Mn-5Si-10Cr-4Ni-1(V,C) | 2009 | [57] | |
| Fe-16Mn-5Si-10Cr-4Ni-1(V,N) | 2013 | [44] | |
| Fe-19Mn-4Si-8Cr-4Ni-0.01C | 2021 | [35] |
2.2. SME and Activation Recovery Performance
The SME is the result of the reversible martensite transformation [12]. The corresponding relationship between the temperature and martensite fractions is depicted in Figure 2. There are four characteristic temperatures in the transformation process from low to high: martensite finish temperature (Mf), martensite start temperature (Ms), austenite start temperature (As), and austenite finish temperature (Af). The martensite transformation from fcc (γ-austenite) to hcp (ε-martensite) is induced when the temperature decreases lower than Ms. The martensite fraction increases with the decreasing temperature, and the martensite transformation is completed until the temperature is below Mf. Adversely, the reverse transformation from hcp (ε-martensite) to fcc (γ-austenite) is induced when the temperature increases beyond As and the martensite fraction decreases until the reverse transformation is completed with the temperature higher than Af [62,63]. In Table 2, the characteristic temperatures in the phase transformation of several typical Fe-SMA are compared. Notably, in the absence of external force, the martensite transformation induced only by temperature change will not cause macroscopic deformation.
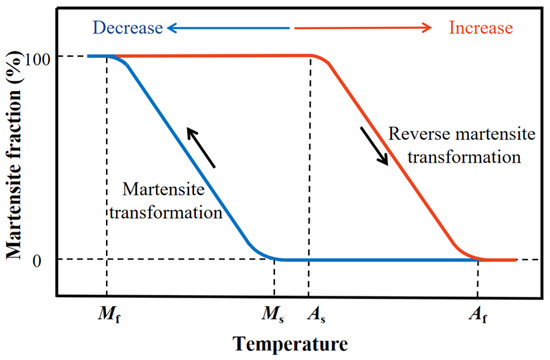
Figure 2. Schematic definition of characteristic temperatures in martensite transformation.
Table 2. Martensite transformation temperatures of Fe-SMA.
The SME of Fe-SMA is illustrated in Figure 3a [67,68]. Pre-stretching the alloy at ambient temperature (T < As), it deforms macroscopically (Path 1). The macroscopic deformation includes four parts: elastic deformation, recoverable deformation, pseudoelastic deformation, and plastic deformation. After unloading, the elastic and pseudoelastic deformations can be recovered (Path 2). Then, with raising the temperature higher than As, the reverse martensitic transformation is induced, in which the recoverable deformation gradually diminishes until the temperature is beyond Af (Path 3). The residual deformation is only the plastic deformation. Without external force, the cooling stage does not experience macroscopic deformation (Path 4).
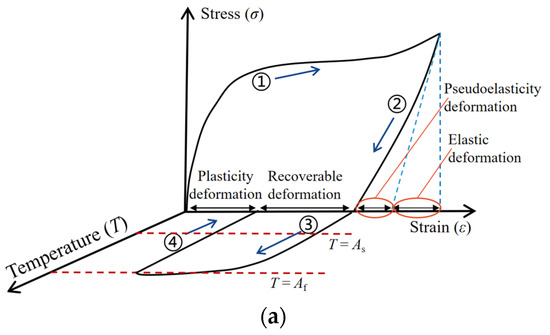
Figure 3. SME and activation performance of Fe-SMA: (a) SME, (b) activation performance.
As shown in Figure 3b, after stretching the alloy to the predetermined strain and stress (εpre and σpre) and unloading to residual strain (εr) (Paths 1 and 2), restricting the free shrinkage of Fe-SMA will produce recovery stress (σr) inside the alloy in the activation process (Paths 3 and 4) [67]. The activation contains two processes: heating and cooling. The stress in Fe-SMA initially decreases for thermal expansion in the heating process (Curve a). With the temperature raising higher than As, the reverse martensite transformation is induced, and the tensile stress in Fe-SMA gradually increases (Curve b). After stopping heating, the tensile stress increases continuously and finally reaches the recovery stress (σr) (Curve c). Notably, the higher stress in Fe-SMA may occasionally cause a slight degree of martensite transformation and stress relaxation at the later stage of cooling [69]. Finally, the Fe-SMA will work under the service load based on the recovery stress (Green dotted line in Figure 3b).
3. Mechanical Performance of Fe-SMA
3.1. Basic Mechanical Properties
When applied in practice, Fe-SMA materials can be manufactured into various shapes and sizes, such as rods, bars, and strips [70,71,72], as shown in Figure 4. As an alloy, the basic properties of Fe-SMA are similar to those of steel. The physical properties of Fe-SMA, steel, and concrete are summarized in Table 3. Their thermal expansion coefficients are numerically close, and the three materials can deform collaboratively when the temperature changes; hence, Fe-SMA has prominent advantages in strengthening steel and concrete structures [73,74,75].
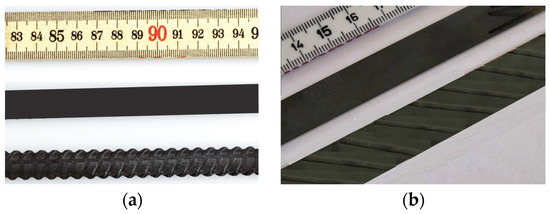
Figure 4. Schematic diagram of Fe-SMA: (a) Fe-SMA bars, (b) Fe-SMA strips.
Table 3. Physical parameters of Fe-SMA, steel, and concrete.
| Materials | Density (kg/m3) |
Elastic Modulus (GPa) |
Thermal Expansion (K−1) |
Poisson Ratio | Elongation (%) |
Ultimate Strength (MPa) |
|---|---|---|---|---|---|---|
| Fe-SMA | 7200~7500 | 170 | 16.5 × 10−6 | 0.359 | 16~30 | 680~1000 |
| Steel–Q235 | 7860 | 208 | 11~13 × 10−6 | 0.294 | 25 | 467 |
| Steel–Q355 | 206 | 25 | 533 | |||
| Steel–Q690 | 218 | 7 | 990 | |||
| Concrete | 1950~2500 | 32.5 | 12 × 10−6 | 0.18~0.21 | — | — |
Note: The steel grades is defined by the Chinese standards of carbon structural steels (GB/T 700-2006) and high-strength low-alloy structural steels (GB/T 1591-2018).
Fe-SMA is a typical elasto-plastic material without a yield platform, as shown in Figure 5. Therefore, the stress of σy,0.2, corresponding to its residual strain of 0.2%, is used to describe the yield strength. The mechanical properties of Fe-SMA tested by different researchers are summarized in Table 4. Due to the various factors such as elemental composition, processing technology, and fine precipitates the mechanical characteristics of Fe-SMA studied by scholars are different. The elastic modulus of Fe-SMA is distributed in the range of 125–200 GPa, the ultimate strength is in the range of 676–1140 MPa, the yield strength is in the range of 260–600 MPa, and the ultimate strain of Fe-SMA can exceed 50%, demonstrating excellent ductility and deformability.
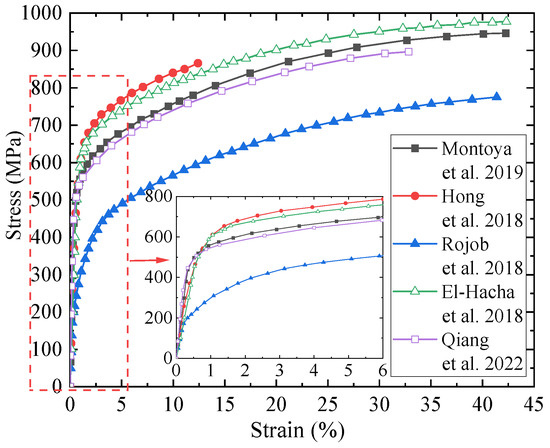
Figure 5. Stress–strain curves of Fe-SMA.
Table 4. Mechanical properties of Fe-SMA.
| Alloys | Elastic Modulus (Gpa) |
σy,0.2 (MPa) |
Ultimate Strength (MPa) |
Ultimate Strain (%) |
References |
|---|---|---|---|---|---|
| Fe-17Mn-5Si-10Cr-4Ni-1(V,C) | 194 | 476 | 950 | 45 | [15] |
| 184 | 450 | 950 | 54 | [31] | |
| 160 | 535 | ≈1000 | 47 | [67] | |
| 173 | 546 | 1015 | 54.9 | [83] | |
| 200 | 310 | 993 | 15.4 | [84] | |
| Fe-Mn-Si alloys | 133 | 463 | 863 | 12.4 | [79] |
| Fe-Mn-Si alloys | 186 | 490 | 894 | 35.5 | [82] |
| Fe-17Mn-5Si-5Cr-0.3C-1T | 125 | 599 | 1140 | 22.56 | [85] |
| Fe-17Mn-5Si-5Cr-4Ni-0.1C | 123 | 410 | 1080 | 39.51 | [85] |
| Fe-15Mn-4Si-10Cr-8Ni | 184 | 260 | 676 | 74 | [86] |
| Fe-Mn-Si alloys | 172 | 298 | 774 | 48.05 | [87] |
3.2. Cyclic Mechanical Properties
When reinforcing structures, the mechanical properties of Fe-SMA under cyclic load, such as pseudo-static and fatigue load, are noteworthy and crucial. In this regard, the Empa Institute has carried out some relevant studies, in which the alloy elements are Fe-17Mn-5Si-10Cr-4Ni-1(V,C).
Ghafoori et al. [83] studied the pseudo-static performance of Fe-SMA with a 1% strain increment, and the loading curves are presented in Figure 6a. The hardening of Fe-SMA occurs under cyclic load, due to the corresponding stress in the pseudo-static process being higher than that in the static tensile process. According to the study by Koster et al. [84], the stress corresponding to the pseudo-static tensile strain of 9% is about 60 MPa higher than that in the static tensile test. Additionally, owing to the pseudo-elasticity of Fe-SMA, the unloading process of hysteresis curves does not follow Hooke’s law, and this discovery is of great significance for the energy dissipation capacity of Fe-SMA.
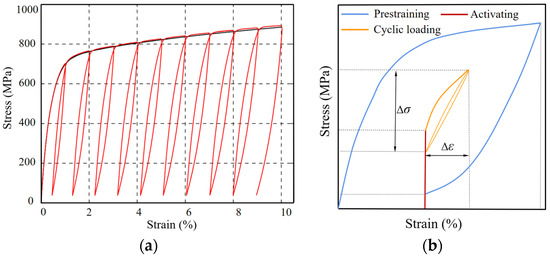
Figure 6. Loading curves of Fe-SMA: (a) under pseudo-static load, (b) under fatigue load after activation.
The fatigue properties of Fe-SMA were investigated by Koster et al. [84]. When a fatigue stress of ±230 MPa was applied based on 300 MPa pretension stress, the Fe-SMA members could withstand a fairly high number of loading cycles without fatigue fracture. The fatigue limit of Fe-SMA under 2 × 106 loading cycles is 450 MPa, much higher than its yield strength (σy,0.2 = 371 MPa), and the transition stress between high-cycle and low-cycle fatigue is about 500 MPa. Ghafoori et al. [83] studied the fatigue performance of Fe-SMA after activation. Based on the recovery stresses of 359–372 MPa, fatigue load with strain amplitudes (Δε) of 0.035% and 0.07% was applied to the Fe-SMA members (as shown in Figure 6b), and the alloy did not undergo fatigue fracture after 2 × 106 loading cycles. The above fatigue properties of Fe-SMA shall be considered in the design of structural reinforcements.
3.3. Stress Relaxation and Creep
Previous studies have found that stress relaxation and creep are notable characteristics of Fe-SMA. Michels et al. [88] obtained a recovery stress of 316 MPa of Fe-SMA, but the recovery stress decreased 19 MPa (accounting for 6% of the total recovery stress) after maintaining the displacement for 10 h. Schranz et al. [89] discovered that stress relaxation is slightly dependent on recovery stress, but further investigation is necessary to thoroughly understand their relationship. In the fatigue loading process, Ghafoori et al. [83] found that the stress relaxation mostly took place in the early stage, and the recovery stress decreased by roughly 10–20% under different strain amplitudes after 2 × 106 loading cycles. Therefore, the stress loss caused by stress relaxation should be considered when using Fe-SMA to reinforce structures, and stress compensation shall be performed by secondary activation under special conditions.
Except for normal room temperature, the relaxation and creep of Fe-SMA are also affected by different ambient temperatures. Weber et al. [90] investigated the stress relaxation and creep of Fe-SMA in the temperature range of −45 °C–50 °C, and found that both the two increased with the decrease in temperatures. Keeping the temperature at 45 °C, the alloy experienced a 0.6% creep with the constant stress of 600 MPa in 30 min, or incurred a stress relaxation of 10% when the strain remained constant. Ghafoori et al. [69] carried out a series of transient total deformation tests under high temperatures. The initial creep and failure temperatures decreased with the increase in load level, while all the initial creep temperatures were above 500 °C. This research is very significant for the potential fire hazards faced by Fe-SMA in engineering reinforcement.
This entry is adapted from the peer-reviewed paper 10.3390/app13063404
This entry is offline, you can click here to edit this entry!