Your browser does not fully support modern features. Please upgrade for a smoother experience.
Please note this is a comparison between Version 2 by Jessie Wu and Version 1 by Behrouz Abnar.
Friction stir welding (FSW) is an effective solid-state joining process that has the potential to overcome common problems correlated with conventional fusion welding processes. FSW is used for the joining of metallic materials, in particular Al alloys (non-heat-treatable and heat-treatable). The heat produced by the friction between the rotating tool and the workpiece material generates a softened region near the FSW tool.
- friction stir welding
- mechanical
- heat
1. Introduction
Friction stir welding (FSW) is a widely used solid-state joining process for metals and alloys developed at The Welding Institute (TWI) in 1991. During the FSW process, a rotating tool is inserted into the interface between two workpieces, which is then traversed along the welding line. The rotating tool is usually composed of a pin and a shoulder. The applied plastic deformation and heat-induced by friction between the rotating tool and workpiece lead to the formation of a solid-state weld [1,2,3,4,5]. Although FSW is applicable for various metals [6,7,8,9,10], it is mostly used in the joining of Al alloys [1,11,12,13,14]. FSW of Al alloys has many advantages compared with conventional fusion welding processes (e.g., MIG and TIG). These include finer microstructure, better dimensional stability, lower processing defects, reduced residual stresses, and superior mechanical properties [3,15,16].
Non-heat-treatable Al alloys, which are also called strain-hardened or work-hardened alloys, include a group of alloys that are usually strengthened via cold work and/or solid solution hardening. The various combinations of additions used for these alloys are shown in Table 1 [3,17,18]. Temper designations for the alloys strengthened by strain hardening consist of an H followed by two or more digits (e.g., AA3103-H13). The first digit following the H indicates whether the strain-hardened alloy has been thermally treated, and the digit following the H1, H2, and H3 (e.g., H1xx, H2xx, or H3xx conditions) indicates the degree of the applied strain hardening. Furthermore, the letter “O” is used to present the annealed conditions by which the lowest strength is achieved [19,20].
The plastic flow applied by the rotating pin leads to stirring and mixing of material around the weld zone, while friction between the tool and the workpiece provides the main contribution to heat generation [3,22,23]. The generated heat activates softening mechanisms by which the mechanical properties of the weld area are deteriorated compared to the base metal [1,24,25,26,27,28]. Overall, four distinct macrostructural zones can be identified in the FSWed joints, including: heat-affected zone (HAZ), thermomechanical affected zone (TMAZ), stir zone (SZ), and base metal (BM) [29]. Figure 1 shows a common cross-section of FSWed joints [29].
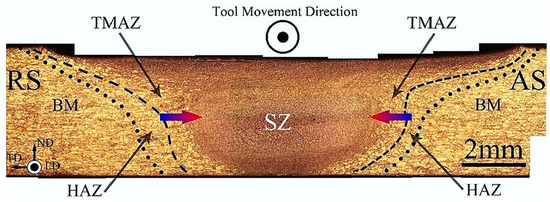
Figure 1. A common cross-section of FSWed joints that shows SZ, TMAZ, HAZ, and BM. Dotted and dashed lines indicate the outer boundaries of TMAZ and HAZ [29]. Reprinted under the CC BY 4.0 License.
In heat-treatable (e.g., age-hardened) Al alloys, the softening mechanism is associated with the dissolution of strengthening precipitates and grain growth during the welding thermal cycle. Loss of the mechanical properties in this group of Al alloys can be somewhat mitigated by applying subsequent natural or artificial aging treatment [17,26,30,31,32,33]. For instance, Sato et al. [34,35] reported higher density of strengthening precipitates and superior mechanical strength of AA6063 after applying post-weld aging relative to the as-received base metal. Furthermore, Kalemba et al. [36] investigated the FSW of AA7136-T76 under three and six years naturally aged conditions, and stated that natural aging remarkably improved the mechanical properties of FSWed joints of heat treatable alloys.
In non-heat-treatable, work-hardened Al alloys, the softened region leads to considerable deterioration in the tensile properties, hardness, and fatigue resistance of the FSWed joints. Recovery and recrystallization are the principle softening mechanisms [31,37,38]. It should be noted that the FSW process often does not lead to a reducing effect on mechanical properties of the annealed and H111 temper Al alloys. “H111 Temper” Al alloys receive cold-work hardening after annealing but not enough for the alloys to meet the mechanical properties of full work-hardened products such as H11 or H12 temper [19,39,40]. Unlike the heat-treatable alloys, applying the post-weld heat treatment does not work and can significantly deteriorate the mechanical properties of the FSW joints of the strain-hardened Al alloys [17,38,41,42]. Therefore, a comprehensive literature review is required to outline the promising strategies and processing routes that can improve the weld performance, and to identify the optimum process parameters that can provide high quality FSWed joints.
Several efforts have been made to identify and introduce novel processing routes which can improve the mechanical properties of FSWed joints of non-heat-treatable Al alloys. The first practical approach is the optimization of FSW parameters, including rotational and traverse speeds, welding tool geometry, tool tilt angle, and plunge depth. Minimizing heat generation by applying higher traverse speeds and/or lower rotational speeds seems to be a successful solution for alleviating the softening problems. However, there are concerns about insufficient heat generation which can lead to different types of defects in the weld area where the mechanical properties of the joints can be remarkably reduced [1,22,43,44]. Unfavorable residual stress, distortion, and high surface flash are also negative effects of the excessive heat input that mostly affect the fatigue performance of FSWed joints [2,26,45,46]. Therefore, an appropriate combination of traverse and rotational speeds is required to achieve a defect-free joint with minimum heat input.
Another important FSW parameter is tool geometry, which plays a key role in localized heating and material flow and can remarkably influence the tensile properties, hardness, and fatigue life. Designing appropriate tool geometry is necessary to control the heat input of the FSW joint. The common tool pin design consists of a cylindrical and tapered/conical pin that can be with or without thread [12,47,48,49]. By designing an appropriate tool pin design, it is possible to fabricate FSWed joints with symmetrical mechanical properties.
Furthermore, the tool tilt angle is associated with the effective transfer of material from the front to the back of the pin. Its effect on the formation or disappearance of defects, peak temperature, the material flow, and changing the shapes of the nugget zone has also been shown. The tool tilt angle depends on the tool pin design and the degree of its mixing during FSW. In addition, surface defects that are mainly responsible for fatigue crack initiation are affected by tool tilt angle [44,50,51]. The plunge depth is another factor that affects the surface quality of the joints. Plunge depths that are either too shallow or too deep can negatively affect the weld quality (e.g., by insufficient plastic deformation, lack of penetration, local thinning, and excessive flash) [2,27,52].
The incorporation of reinforcement nano- or microparticles in the microstructure of non-heat-treatable Al alloys can improve the mechanical strength of the stir zone, provided that an appropriate ratio of rotational and traverse speeds is chosen. In addition to the rotational and traverse speeds, the number of FSW passes and direction of the multi-passes are important variables that affect the FSWed joint quality in the presence of reinforcement particles [53,54,55]. The reinforcement particles can be ceramic-based particles, that are intrinsically hard, or intermetallic compounds formed in the microstructure by in situ reaction between metal powder and aluminum matrix. The homogeneous distribution of the reinforcement particles in the aluminum matrix is critical to have high strength FSWed joints [56,57].
The use of artificial cooling (e.g., water) during the course of the FSW process can minimize heat input and the associated softening effect [2]. Underwater friction stir welding (UFSW) improves the mechanical properties of joints by preventing grain coarsening in different weld zones, especially in the HAZ. Using water cooling may require revising the welding parameters of the conventional FSW processes (e.g., rotational speed) to obtain high-quality defect-free joints [58,59]. Water cooling media can greatly improve the fatigue performance of FSWed joints by controlling residual stresses and distortions [25,60].
Several other measures have been suggested to improve the quality of FSWed joints of work-hardened Al alloys. Surface defects, which act as the site of fatigue crack initiation, can be removed and replaced by favorable compressive residual stress and applying suitable surface treatments [61,62]. The Bobbin tool FSW was developed to solve the insufficient tool penetration in conventional tool FSW [26,63]. Furthermore, using Cu backing as a cooling agent was introduced to FSW of Al alloys to improve hardness, tensile properties, and fatigue life [64,65]. Double-sided FSW is an efficient method for joining Al thicker plates, which maximizes symmetry and minimizes the root flaws [10,66].
The FSW process can be used in an individual or combined manner to improve the joints’ efficiency and performance.
2. Application
FSW is extensively used in many industries (e.g., shipbuilding, marine, aerospace, railway vehicles, and automotive sectors) in joining non-heat-treatable Al-based products [13,67,68,69,70,71]. Although the FSW process is mostly used in butt welds, other joint designs such as spot welds and T-joint welds are also being performed. In most cases, FSW is applied for large-scale products that are welded by setting the workpiece on a worktable. Even though the applications are in a one-dimensional form, the facility is under development to conduct FSW in a three-dimensional form [2,72,73]. The following are some common examples of FSW, which imply the strong need for FSW use in various industrial sectors.
2.1. Marine
One of the main applications of FSW is in shipbuilding, where it is often used for joining the boat’s hulls and its stiffeners, decking, bulkheads, and superstructure made from corrosion resistant AA5XXX aluminum alloys, such as AA5086, AA5454, AA5456, AA5059, and AA5383 AA5083 products [74,75,76]. In addition, the FSW process is used to join honeycomb panels which have been developed with a high noise-absorbing coefficient for the walls of the ship cabin. In shipbuilding construction, prefabricated panels fabricated by FSW lead to reduced problems for retaining highly skilled welders, thus reducing labor costs. [67,68,77,78]. Furthermore, a portable prototype FSW machine has been recently used in manufacturing the bow section of a new type of ocean viewer vessel made from the AA5083-H321 alloy [67,78].
2.2. Aerospace
The various advantages of the FSW process, such as the weight of the structure, the strength of the joint (particularly fatigue performance), and finished cost, led to interest from the aerospace industry [2,78,79,80]. Various joining processes, especially FSW, are performed to join the main structural areas in a transport aircraft, namely fuselage and pressure cabins, wings, and empennage (horizontal and vertical stabilizers). The engineering properties required for these structures are strength, stiffness, fatigue crack growth, fracture toughness, and corrosion [81]. FSW is used in the manufacturing of aircraft (A3xxx Airbus series) for the production of longitudinal joints in the fuselage, links, and central container of the wing [68].
2.3. Railway
The use of FSW is also increasing in the railway vehicle industry and is an ideal process for butt welding of lengthy longitudinal extruded section profiles for high-speed trains [82,83]. In train and tram structures, FSW is now used for roof panels, car-body, and railway wagons, which are made from longitudinal hollow Al extrusions [78,84,85].
2.4. Automotive
The FSW of different Al alloys has been extensively used in the automotive industry for the high-volume production of vehicle components for years due to the high integrity of the technique [51,72]. Among the innovations used in joining aluminum alloy body panels, prototype frames, and structural components in automobiles are FSW and friction stir spot welding (FSSW) [86].