Out-of-autoclave (OOA) manufacturing techniques for composites result in lower fibre volume fractions than for fully compressed laminates. The lower fibre volume fraction produces a higher resin volume fraction, which becomes resin-rich volumes (RRV). Textile reinforcements with clustered fibres and consequent RRV generally have low strength but high in-plane process permeability, whereas the opposite is true for uniformly distributed fibres. The inevitable increase in resin volume fraction of OOA composites often compromises composite performance and leads to relatively higher weight and fuel consumption in transport applications. The retention of autoclave processing is recommended for highest performance when compression press moulding is not appropriate (for example, for complex 3D components). The traditional autoclave processing of composites heats not only the component to be cured but also parasitic air and the vessel insulation. Subject to minor modifications of the pressure vessel, electrically heated tooling could be implemented. This approach would need to balance insulation of the heated tool surface (and any heater blanket on the counter-face) against the quenching effect during the introduction of the pressurised cool air. This process optimisation would significantly reduce energy consumption. Additionally, the laminate on the heated tool could be taken to the end of the dwell period before loading the autoclave, leading to significant reductions in cure cycle times. Components could be cured simultaneously at different temperatures provided that there are sufficient power and control circuits in the autoclave. While autoclave processing has usually involved vacuum-bagged pre-impregnated reinforcements, implementation of the cool-clave technique could also provide a scope for using the pressure vessel to cure vacuum-infused composites.
- autoclave
- cool-clave
- vacuum
- heated tooling
1. Introduction
2. Autoclave
Autoclaves have become indispensable equipment to process high-quality polymer composite materials for structural industries, such as aerospace, automotive, and defence sectors [13]. Today, for example, in the aircraft industry, investments in such equipment are strategically important. Autoclaves are now being used to produce very large aircraft components, such as wing and fuselage sections. They can process a wide variety of materials, including thermoset [14] and thermoplastic [15]-based composite parts with varying contours and complex shapes. The quality requirements of the present high-performance composites for aerospace/defence industries are indeed more stringent. Additionally, there is an urgent requirement to improve the efficiency and cost-effectiveness of high-performance structural composites, along with ensuring reliable and consistent processing methods. Therefore, it is imperative for autoclave design engineers to take into consideration different governing criteria to address the diverse and complex requirements for developing state-of-the-art autoclave systems. In addition to handling a wide variety of consumables, modern autoclaves must respect health and safety requirements [16] and ensure minimum maintenance costs. Autoclaves are closed pressure vessels used to manufacture high performance composite components. Uncured composites are moulded in an autoclave typically heated using inert gases, such as carbon dioxide or nitrogen, thus allowing the transfer of heat and pressure to the composite component for consolidation and allowing it to cure firmly and uniformly. The application of pressure for consolidation of composites in an autoclave helps in reducing porosity and voids, retains shape around the mould, and enables better control to maintain a higher fibre volume fraction in composite components [17]. The autoclave process draws many similarities with hot pressing technique; however, the main difference pertains to the way heat and pressure are applied [18]. The autoclave operating parameters, such as temperature and pressure are based on the resin systems used. Generally, epoxy resins require temperatures < 200 °C and pressures of 0.7 MPa [17]. Figure 1 shows the internal chamber of the Aeroform autoclave located in the composites manufacturing laboratory at the University of Plymouth. Surrounding the main internal area is a metal inner case which shields the components being cured from twelve electric heating elements positioned at intervals around the chamber’s circumference. Behind the heating elements is a layer of thermal insulation, protected by sheet metal. As the autoclave walls are made up of quality carbon steel, up to 150 mm on some autoclaves [17][18], they act as a heat sink. The insulation is designed to minimise heat transfer from the main chamber to the autoclave walls. The insulation commonly used consists of refractory ceramics or fibreglass insulation. The insulation prevents excess energy loss and is designed to keep the autoclave outer walls down to a maximum temperature of 60 °C.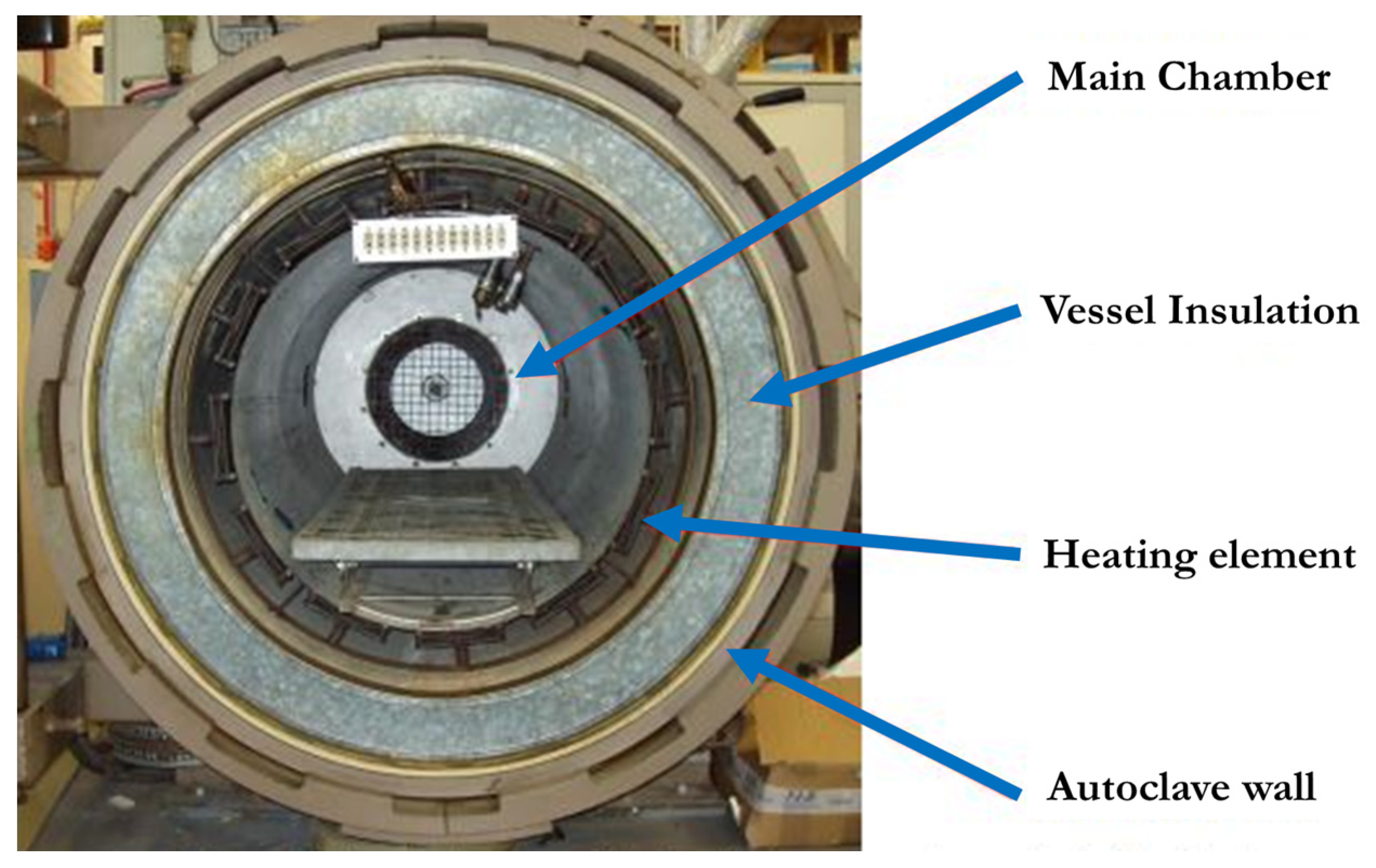

3. Cool-Clave Technique
Autoclave processing is used to manufacture high performance composites, but overall, the process is very expensive and requires high energy consumption. In a traditional autoclave, the process not only heats up the composite to be consolidated but also any parasitic air and vessel insulation requiring high energy usage. Additionally, autoclave processing is normally used to consolidate vacuum-bagged pre-impregnated reinforcements. Prepreg materials require freezer storage, and the separate impregnation stage incurs further costs. The cool-clave technique has the potential to achieve autoclave consolidation of fibre-reinforced composites by enhancing the energy- and cost-efficiency: (a) without heating parasitic materials (hence saving energy), (b) with shorter cycle times (hence increased production rate), (c) without prepreg, i.e., using infused laminates (for lower cost). A schematic of the cool-clave technique with the bagging process is illustrated in Figure 2.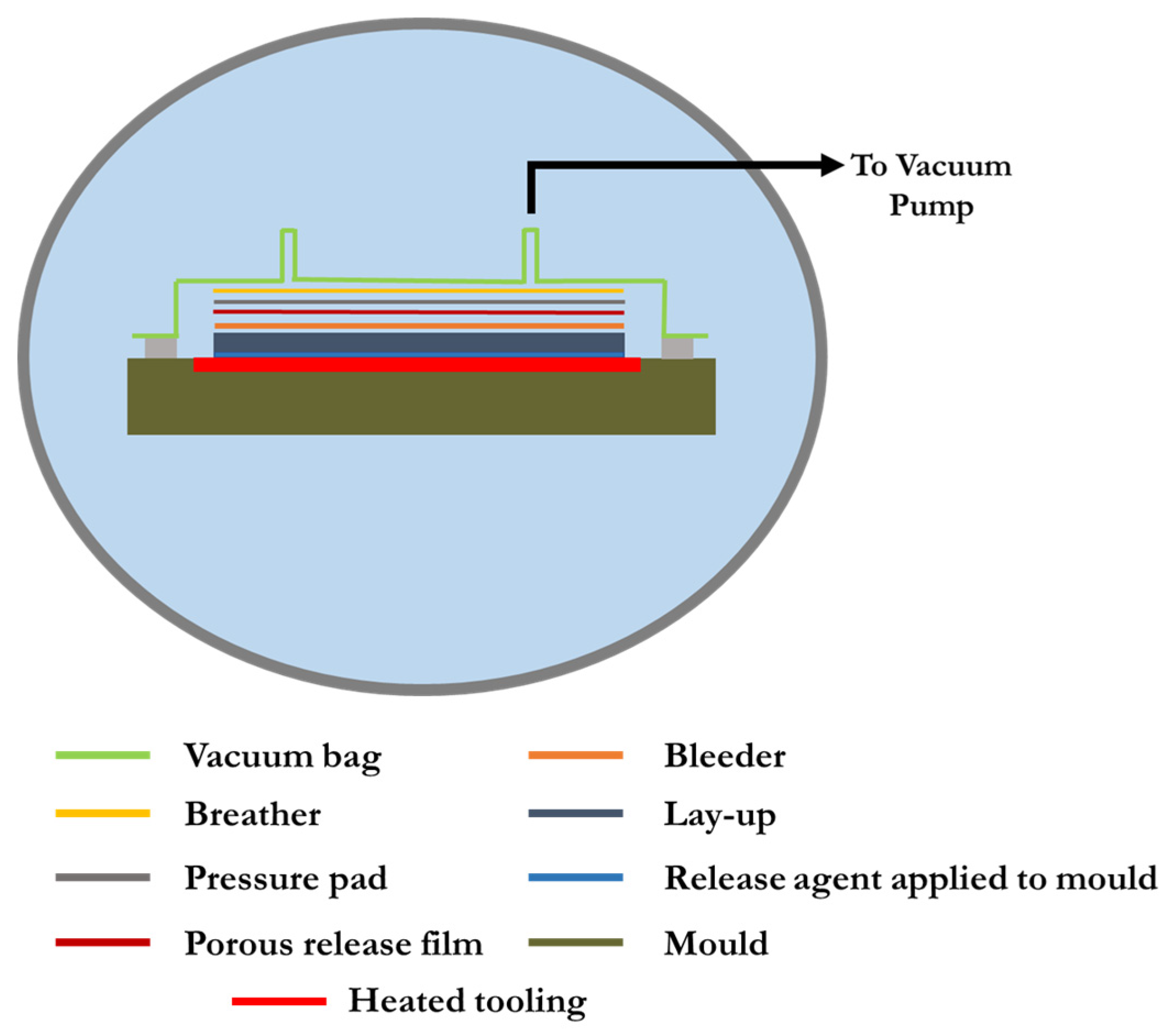
-
pressure vessel (autoclave)
-
heated mould tool and control unit
-
efficient thermal insulation of the bagged component
References
- Mahmood, A.S.; Summerscales, J.; James, M.N. Resin-rich volumes (RRV) and the performance of fibre-reinforced composites: A review. J. Compos. Sci. 2022, 6, 53.
- Summerscales, J. Fibre Distribution and the Process-Property Dilemma. In The Structural Integrity of Carbon Fibre Composites: Fifty Years of Progress and Achievement; Beaumont, P.W.R., Soutis, C., Eds.; Springer: Berlin/Heidelberg, Germany, 2016; pp. 301–317.
- Centea, T.; Grunenfelder, L.K.; Nutt, S.R. A review of out-of-autoclave prepregs—Material properties, process phenomena, and manufacturing considerations. Compos. A 2015, 70, 132–154.
- Okunzuwa, A.E.; Anjum, N.; Eze, V.O.; Okoli, O.I. A Review on the Out-of-Autoclave Process for Composite Manufacturing. J. Compos. Sci. 2022, 6, 172–202.
- Solan, J. Out-of-Autoclave Processing for Aero Use, Composites World Supplement, 2016. Available online: https://www.compositesworld.com/articles/february-supplement-out-of-autoclave-processing-for-aero-applications (accessed on 29 December 2022).
- Arney, M.; Grove, S.M.; Progoulakis, I.; Searle, T.; Short, D.; Spooner, J.; Summerscales, J. Integrally Heated Tooling for the Manufacture of Fibre-Reinforced Composites. In Proceedings of the Conference ‘Composites Processing 2004’, CPA, Bromsgrove, UK, 28–30 April 2004.
- Williams, C.D.; Summerscales, J.; Grove, S.M. Resin Infusion under Flexible Tooling (RIFT): A review. Compos. A 1996, 27, 517–524.
- Summerscales, J.; Searle, T.J. Low pressure (vacuum infusion) techniques for moulding large composite structures. Proc IMechE Part L J. Mater. Des. Appl. 2005, 219, 45–58.
- Summerscales, J. Resin Infusion Under Flexible Tooling (RIFT). In Encyclopedia of Composites, 2nd ed.; Nicolais, L., Borzacchiello, A., Eds.; John Wiley & Sons: Hoboken, NJ, USA, 2012; pp. 2648–2658.
- Fox, B.L.; Herring, M.L. The effect of a rapid curing process on the surface finish of a carbon fibre epoxy composite. Compos. B 2011, 42, 1035–1043.
- Bogetti, T.A.; Gillespie, J.W. Two-Dimensional Cure Simulation of Thick Thermosetting Composites. J. Compos. Mater. 1991, 25, 239–273.
- Summerscales, J. Taking the high energy demand out of autoclave processing of composites. In Proceedings of the SAMPE European Conference, Southampton, UK, 11–13 September 2018.
- Dayananda, G.N.; Subba Rao, M.; Somashekar, B.R. Indigenous development of autoclave technology. In Proceedings of the National Symposium on Development in Advanced Composites and Structures, Hyderabad, India, 17 September 1994.
- Advani, S.G.; Sozer, E.M. Processing advanced thermoset fiber composites. In Process Modelling in Composites Manufacturing; Marcel Dekker: New York, NY, USA, 2002; pp. 339–343.
- Monaghan, M.R.; Mallon, P.J. Development of a computer-controlled autoclave for forming thermoplastic composites. Compos. Manuf. 1990, 1, 8–14.
- Stratton, P.F.; Groome, D.G. BOC gases, enhanced safety in advanced polymer composite curing autoclaves. In Proceedings of the 42nd International SAMPE Symposium and Exhibition, Anaheim, CA, USA, 4–8 May 1997; pp. 172–180.
- Upadhya, A.R.; Dayananda, G.N.; Kamalakannan, G.M.; Setty, J.R.; Daniel, J.C. Autoclaves for Aerospace Applications: Issues and Challenges. Int. J. Aerosp. Eng. 2011, 2011, 1–11.
- Prudham, G. Development of Cool Clave Processing Method. Bachelor’s Thesis, University of Plymouth, Plymouth, UK, 2010.
- Kamalakannan, G.M.; Rao, M.S. Development of a computer-based process control system for an autoclave to cure polymer matrix composites. In Proceedings of the International Conference on Instrumentation, Pune, India, 19–21 December 2004.
- Prudham, G.; Summerscales, J. Cost reduction in autoclave processing I: Heated tooling and cool air pressurisation. In Proceedings of the 13th International Conference on Flow Processing in Composite Materials, Tokyo, Japan, 6–9 July 2016.
- Grove, S.M.; Progoulakis, I.; Searle, T.J.; Summerscales, J.; Healey, P. Heated Tooling for Aerospace Composites Manufacture. SAMPE J. 2005, 41, 36–45.