Multi-material structure fabrication has the potential to address some critical challenges in today’s industrial paradigm. While conventional manufacturing processes cannot deliver multi-material structures in a single operation, additive manufacturing (AM) has come up as an appealing alternative. In particular, laser-directed energy deposition (L-DED) is preferred for multi-material AM. The most relevant applications envisioned for multi-material L‑DED are alloy design, metal matrix composites (MMC), and functionally graded materials (FGM). In view of the industrial relevance of high-performance coatings as tools to mitigate wear, the development of reliable processes to produce MMC coatings is imperative. The tight control of the energy input, together with the ability to tune the composition of the feedstock as an additional process variable, makes L-DED a promising solution. Nonetheless, there are still some issues that need to be faced before multi-material L-DED is ready for industrial use. The identified challenges include—but are not limited to—tightly controlling the composition of the multi-material powder mixture injected into the melt pool; understanding the influence of the thermal history of the process on microstructural aspects, including the interactions between constituents; and studying the in-service behaviour of MMCs with regard to their durability and failure modes.
- additive manufacturing
- laser directed energy deposition
- metal matrix composites
1. Origin of Metal Matrix Composites
2. Advantages and Applications of Metal Matrix Composites
3. Production of Metal Matrix Composites
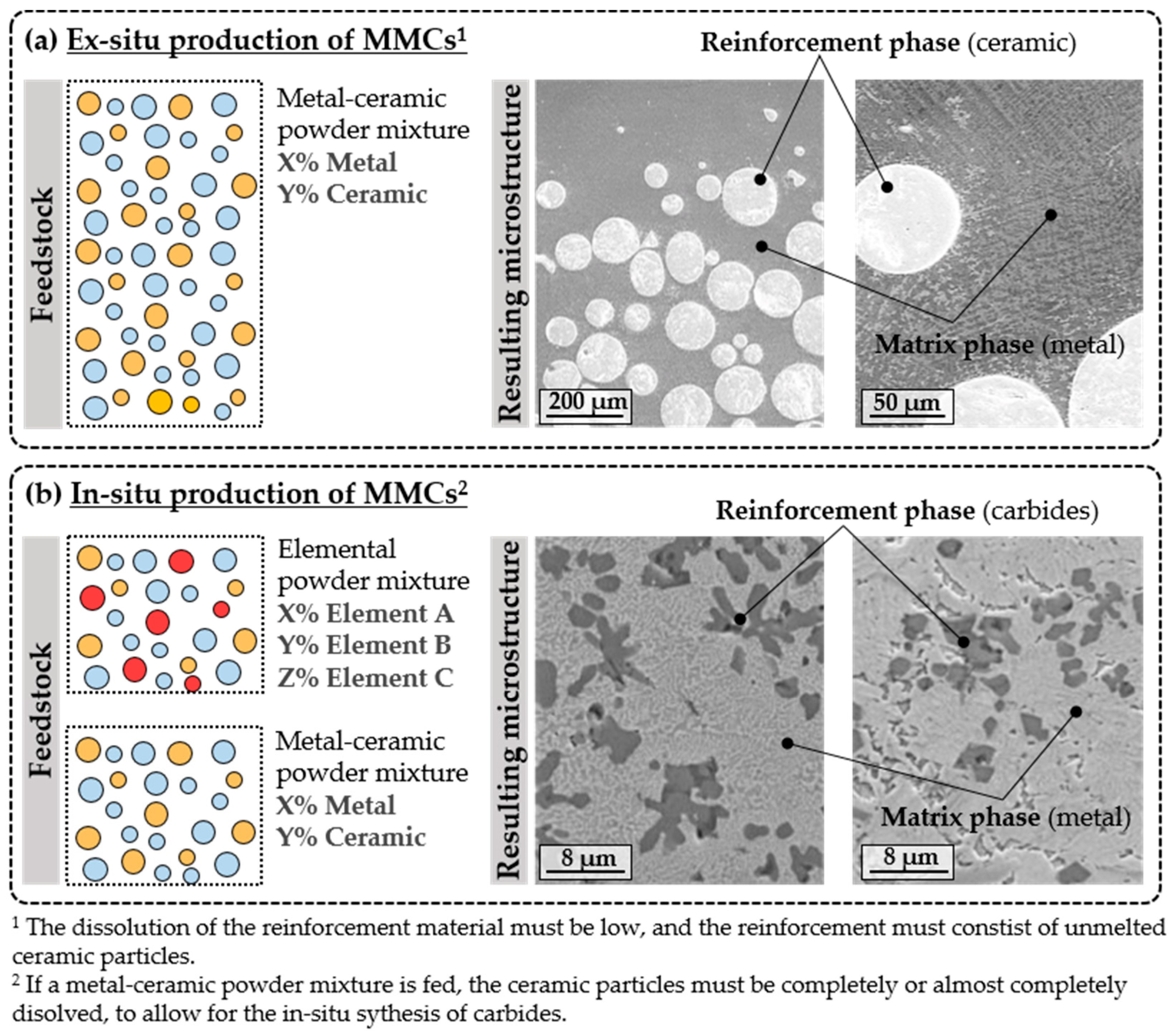
Figure 1. Formation mechanisms of MMCs by L-DED. Images reproduced from [36][37].
-
Ex situ production of MMC (Figure 1a): The first approach consists of the projection of a powder mixture with a precise volumetric fraction of the ceramic phase into the melt pool. In either case, the reaction between the ceramic and the metallic phase is limited and controlled. To this end, the process parameters and the feedstock morphology and granulometry should be selected so as to guarantee that no excessive dissolution of the ceramic phase occurs. In addition, the process parameters should be selected so as to guarantee proper bonding between phases.
-
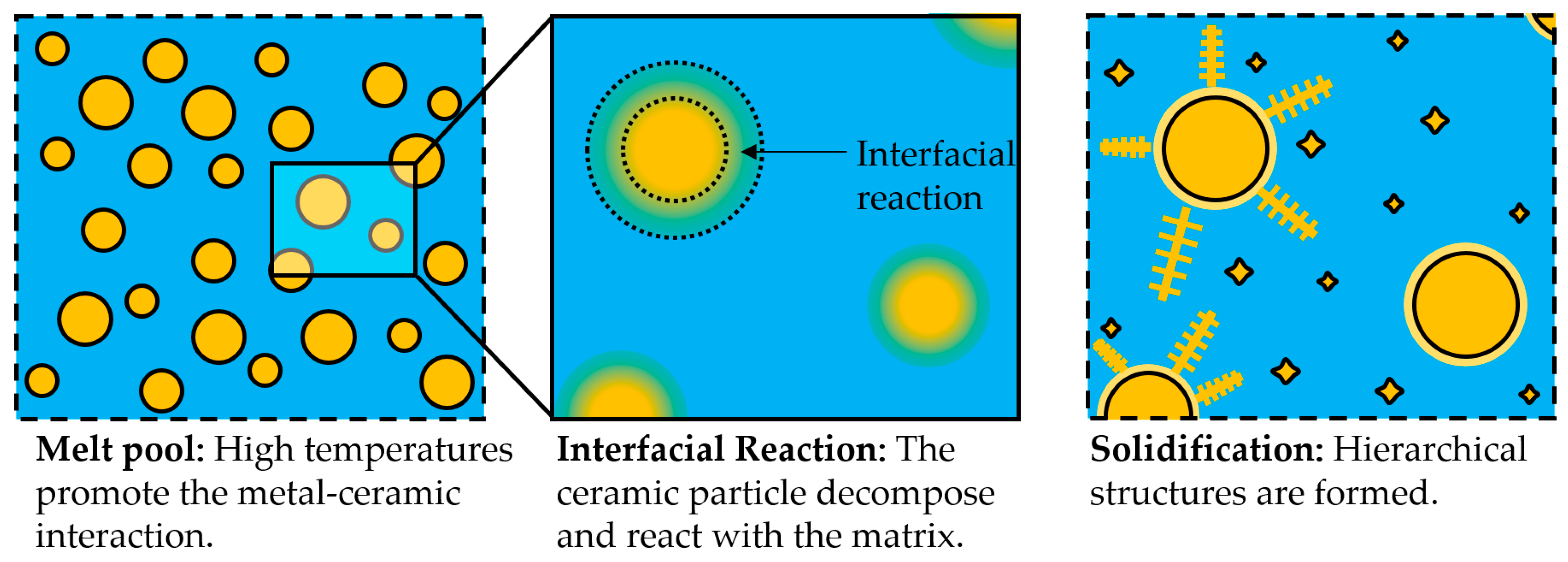
In situ production of MMC (Figure 1b): In the second approach, a mixture of elemental powders is introduced into the melt pool. The high processing temperatures used in L-DED allow chemical reactions between elements to occur, resulting in the formation of disperse carbides or intermetallics. Conversely, a ceramic–metallic powder mixture can be fed but the complete decomposition of the ceramic phase must be ensured so that the in situ synthesis of dispersed carbides takes place. In this manner, MMCs may be in-situ-synthesised. In both cases, the process parameters and the powder morphology should be carefully selected to facilitate the in-situ synthesis of carbides.
4. Most Relevant Literature on L-DED of Metal Matrix Composites
5. Conclusions
The ability of L-DED to manufacture multi-material components is one of the most compelling aspects of this technology, and so it has been acknowledged by industry and research bodies. The current challenges related to joining dissimilar materials, for instance, can be overcome through the use of multi-material L-DED, as components composed of different materials can be built up in a single operation. The prevalent applications of multi-material L-DED are alloy design, metal matrix composites, and functionally graded materials. Surface engineers can obtain major benefits from metal matrix composite coatings, as they behave outstandingly well in terms of wear.
The straightforward ability of L-DED to control the feedstock composition and modify it as an additional process parameter has provided evidence of the suitability of this process for multi-material fabrication, and it is already considered the prevailing technology for forming multi-material structures. However, some issues need to be addressed before this technology is ready for industrial use. Some of these challenges concern process engineering and materials science, which are summarised below.
In terms of process engineering, the composition of the feedstock injected into the melt pool needs to be tightly controlled. If the L-DED system involves several powder hoppers, then the individual mass flow rate of each one of the hoppers needs to be precisely controlled, and the dynamic behaviour when varying the composition of the feedstock during the build-up should be carefully understood. Downstream, the fluid dynamic behaviour of multi-material powder mixtures needs to be known. Indeed, the concentration of the powder mixture by the nozzle depends on the material properties. This is especially troubling when working with metal–ceramic powder mixtures, as the inertial properties of ceramic and metallic materials differ significantly. Failure to understand and predict the behaviour of the powder feeding system from the powder feeder to the injection of the powder mixture into the melt pool will inevitably cause deviations between the nominal composition and the real one.
Moreover, in view of the impact of the thermal cycle during processing on the properties and integrity of multi-material L-DED, the effect of the process parameters on the thermal history should be investigated. Eventually, the process parameters will be tuned to target a specific thermal cycle. Moreover, in the case of MMCs, the thermal history will be defined and controlled to find a balance in the interactions between the ceramic and the metallic phases. With regard to materials engineering, a deeper understanding should be gained of how the thermal cycle affects the interactions between the constituents in a multi-material powder mixture. Considering that the non-equilibrium synthesis prevails in L‑DED, extensive databases should be developed to ease the set-up process and target or avoid specific microstructures. In addition, the in-service behaviour of multi-material structures needs to be tested, whether it be the tribological performance or the structural behaviour. Based on that knowledge, generic guidelines should be drawn so that the material selection and the choice of processing conditions are facilitated.
References
- Weng, F.; Chen, C.; Yu, H. Research Status of Laser Cladding on Titanium and Its Alloys: A Review. Mater. Des. 2014, 58, 412–425.
- Baskey, R.H. Fiber-Reinforced Metallic Composite Materials; Defense Technical Information Center: Fort Belvoir, VA, USA, 1967.
- Petrasek, D.W.; Signorelli, R.A.; Weeton, J.W. NASA Technical Note: Refractory-Metal-Fiber-Nickel-Base-Alloy Composites for Use at High Temperatures; Chemical Rubber Co.: Cleveland, OH, USA, 1968.
- Lewis, D. In Situ Reinforcement of Metal Matrix Composites. Met. Matrix Compos. Process. Interfaces 1991, 1991, 121–150.
- Brueckner, F.; Riede, M.; Müller, M.; Marquardt, F.; Willner, R.; Seidel, A.; Lopéz, E.; Leyens, C.; Beyer, E. Enhanced Manufacturing Possibilities Using Multi-Materials in Laser Metal Deposition. J. Laser Appl. 2018, 30, 032308.
- Miracle, D.B.; Donaldson, S.L. Introduction to Composites. In ASM Handbook, Volume 21: Composites; ASM International: Materials Park, OH, USA, 2001; Volume 21, pp. 3–18.
- Wu, Y.; Liu, Y.; Chen, H.; Chen, Y.; Li, H.; Cao, X. Developing the Ductility and Thermal Fatigue Cracking Property of Laser-Deposited Stellite 6 Coatings by Adding Titanium and Nickel. Mater. Des. 2019, 162, 271–284.
- Karmakar, D.P.; Muvvala, G.; Nath, A.K. High-Temperature Abrasive Wear Characteristics of H13 Steel Modified by Laser Remelting and Cladded with Stellite 6 and Stellite 6/30% WC. Surf. Coatings Technol. 2021, 422, 127498.
- Svetlizky, D.; Das, M.; Zheng, B.; Vyatskikh, A.L.; Bose, S.; Bandyopadhyay, A.; Schoenung, J.M.; Lavernia, E.J.; Eliaz, N. Directed Energy Deposition (DED) Additive Manufacturing: Physical Characteristics, Defects, Challenges and Applications. Mater. Today 2021, 49, 271–295.
- Klocke, F.; Arntz, K.; Teli, M.; Winands, K.; Wegener, M.; Oliari, S. State-of-the-Art Laser Additive Manufacturing for Hot-Work Tool Steels. Procedia CIRP 2017, 63, 58–63.
- Lu, H.; Wang, X.; Zhang, T.; Cheng, Z.; Fang, Q. Design, Fabrication, and Properties of High Damping Metal Matrix Composites-A Review. Materials 2009, 2, 958–977.
- Ibrahim, I.A.; Mohamed, F.A.; Lavernia, E.J. Particulate Reinforced Metal Matrix Composites—A Review. J. Mater. Sci. 1991, 26, 1137–1156.
- Balokhonov, R.; Romanova, V.; Zinovieva, O.; Zemlianov, A. Microstructure-Based Analysis of Residual Stress Concentration and Plastic Strain Localization Followed by Fracture in Metal-Matrix Composites. Eng. Fract. Mech. 2022, 259, 108138.
- Batchelor, A.W.; Stachowiak, G.W. Tribology in Materials Processing. J. Mater. Process. Tech. 1995, 48, 503–515.
- Schirdewahn, S.; Spranger, F.; Hilgenberg, K.; Merklein, M. Investigation of the Thermal and Tribological Performance of Localized Laser Dispersed Tool Surfaces under Hot Stamping Conditions. Wear 2021, 476, 203694.
- Weng, Z.; Wang, A.; Wu, X.; Wang, Y.; Yang, Z. Wear Resistance of Diode Laser-Clad Ni/WC Composite Coatings at Different Temperatures. Surf. Coatings Technol. 2016, 304, 283–292.
- Bandyopadhyay, A.; Traxel, K.D.; Lang, M.; Juhasz, M.; Eliaz, N.; Bose, S. Alloy Design via Additive Manufacturing: Advantages, Challenges, Applications and Perspectives. Mater. Today 2022, 52, 207–224.
- Hu, Y.; Cong, W. A Review on Laser Deposition-Additive Manufacturing of Ceramics and Ceramic Reinforced Metal Matrix Composites. Ceram. Int. 2018, 44, 20599–20612.
- Bandyopadhyay, A.; Heer, B. Additive Manufacturing of Multi-Material Structures. Mater. Sci. Eng. R Reports 2018, 129, 1–16.
- Kota, N.; Charan, M.S.; Laha, T.; Roy, S. Review on Development of Metal/Ceramic Interpenetrating Phase Composites and Critical Analysis of Their Properties. Ceram. Int. 2022, 48, 1451–1483.
- Raahgini, C.; Verdi, D. Abrasive Wear Performance of Laser Cladded Inconel 625 Based Metal Matrix Composites: Effect of the Vanadium Carbide Reinforcement Phase Content. Surf. Coatings Technol. 2022, 429, 127975.
- Selvam, J.D.; Dinaharan, I.; Rai, R.S. Matrix and Reinforcement Materials for Metal Matrix Composites. Encycl. Mater. Compos. 2021, 2, 615–639.
- Li, J.; Zhu, Z.; Peng, Y.; Shen, G. Phase Evolution and Wear Resistance of In-Situ Synthesized (Cr, W)23C6-WC Composite Ceramics Reinforced Fe-Based Composite Coatings Produced by Laser Cladding. Vacuum 2021, 190, 110242.
- Feenstra, D.R.; Banerjee, R.; Fraser, H.L.; Huang, A.; Molotnikov, A.; Birbilis, N. Critical Review of the State of the Art in Multi-Material Fabrication via Directed Energy Deposition. Curr. Opin. Solid State Mater. Sci. 2021, 25, 100924.
- Wang, G.; Zhang, J.; Shu, R.; Yang, S. High Temperature Wear Resistance and Thermal Fatigue Behavior of Stellite-6/WC Coatings Produced by Laser Cladding with Co-Coated WC Powder. Int. J. Refract. Met. Hard Mater. 2019, 81, 63–70.
- Bartkowski, D.; Kinal, G. Microstructure and Wear Resistance of Stellite-6/WC MMC Coatings Produced by Laser Cladding Using Yb:YAG Disk Laser. Int. J. Refract. Met. Hard Mater. 2016, 58, 157–164.
- Bartkowski, D.; Bartkowska, A. Wear Resistance in the Soil of Stellite-6/WC Coatings Produced Using Laser Cladding Method. Int. J. Refract. Met. Hard Mater. 2017, 64, 20–26.
- Muvvala, G.; Patra Karmakar, D.; Nath, A.K. Monitoring and Assessment of Tungsten Carbide Wettability in Laser Cladded Metal Matrix Composite Coating Using an IR Pyrometer. J. Alloys Compd. 2017, 714, 514–521.
- Fatchurrohman, N.; Sulaiman, S. Metal Matric Composites for Automotive Components in Depth Case Study: Development of Automotive Brake Disc. In Encyclopedia of Materials: Composites; Brabazon, D., Ed.; Elsevier: Amsterdam, The Netherlands, 2018; pp. 540–554.
- Zhang, Z.; Kovacevic, R. Laser Cladding of Iron-Based Erosion Resistant Metal Matrix Composites. J. Manuf. Process. 2019, 38, 63–75.
- Parsons, E.M.; Shaik, S.Z. Additive Manufacturing of Aluminum Metal Matrix Composites: Mechanical Alloying of Composite Powders and Single Track Consolidation with Laser Powder Bed Fusion. Addit. Manuf. 2022, 50, 102450.
- Svetlizky, D.; Zheng, B.; Vyatskikh, A.; Das, M.; Bose, S.; Bandyopadhyay, A.; Schoenung, J.M.; Lavernia, E.J.; Eliaz, N. Laser-Based Directed Energy Deposition (DED-LB) of Advanced Materials. Mater. Sci. Eng. A 2022, 840, 142967.
- Mostafaei, A.; Heidarzadeh, A.; Brabazon, D. Production of Metal Matrix Composites Via Additive Manufacturing. Encycl. Mater. Compos. 2021, 2, 605–614.
- Novichenko, D.; Marants, A.; Thivillon, L.; Bertrand, P.; Smurov, I. Metal Matrix Composite Material by Direct Metal Deposition. Phys. Procedia 2011, 12, 296–302.
- Traxel, K.D.; Bandyopadhyay, A. Diamond-Reinforced Cutting Tools Using Laser-Based Additive Manufacturing. Addit. Manuf. 2021, 37, 101602.
- Chen, L.; Zhao, Y.; Meng, F.; Yu, T.; Ma, Z.; Qu, S.; Sun, Z. Effect of TiC Content on the Microstructure and Wear Performance of in Situ Synthesized Ni-Based Composite Coatings by Laser Direct Energy Deposition. Surf. Coatings Technol. 2022, 444, 128678.
- Elshaer, R.N.; Elshazli, A.M.; Hussein, A.H.A.; Al-Sayed, S.R. Impact of laser process parameters in direct energy deposition on microstructure, layer characteristics, and microhardness of TC21 alloy. The International Jorunal of Advanced Manufacturing Technology 2022, 121, 5139-5154.
- Mertens, A.I. Metal Matrix Composites Processed by Laser Additive Manufacturing: Microstructure and Properties. In Additive Manufacturing; Elsevier Inc.: Amsterdam, The Netherlands, 2021; pp. 409–425. ISBN 9780128184110.
- Tan, C.; Weng, F.; Sui, S.; Chew, Y.; Bi, G. Progress and Perspectives in Laser Additive Manufacturing of Key Aeroengine Materials. Int. J. Mach. Tools Manuf. 2021, 170, 103804.
- Nurminen, J.; Näkki, J.; Vuoristo, P. Microstructure and Properties of Hard and Wear Resistant MMC Coatings Deposited by Laser Cladding. Int. J. Refract. Met. Hard Mater. 2009, 27, 472–478.
- Adam, R.; Botes, A.; Corderley, G. Metal Matrix Composite Laser Metal Deposition for Ballistic Application. IOP Conf. Ser. Mater. Sci. Eng. 2018, 430, 012001.
- Zhao, S.; Jia, C.; Yuan, Y.; Wang, L.; Huang, Y.; Yang, L. Insights into Microstructural Evolution and Dissolution Characteristics of Reinforced Particles in Tungsten Carbide-nickel Composite Coatings Prepared by Laser Hot-Wire Deposition. Int. J. Refract. Met. Hard Mater. 2022, 103, 105720.
- Zhao, S.; Xu, S.; Yang, L.; Huang, Y. WC-Fe Metal-Matrix Composite Coatings Fabricated by Laser Wire Cladding. J. Mater. Process. Technol. 2022, 301, 117438.
- Muvvala, G.; Patra Karmakar, D.; Nath, A.K. Online Assessment of TiC Decomposition in Laser Cladding of Metal Matrix Composite Coating. Mater. Des. 2017, 121, 310–320.
- Xie, Z.; Zhang, C.; Wang, R.; Li, D.; Zhang, Y.; Li, G.; Lu, X. Microstructure and Wear Resistance of WC/Co-Based Coating on Copper by Plasma Cladding. J. Mater. Res. Technol. 2021, 15, 821–833.
- Deschuyteneer, D.; Petit, F.; Gonon, M.; Cambier, F. Processing and Characterization of Laser Clad NiCrBSi/WC Composite Coatings—Influence of Microstructure on Hardness and Wear. Surf. Coat. Technol. 2015, 283, 162–171.
- Ostolaza, M.; Arrizubieta, J.I.; Queguineur, A.; Valtonen, K.; Lamikiz, A.; Flores Ituarte, I. Influence of Process Parameters on the Particle-Matrix Interaction of WC-Co Metal Matrix Composites Produced by Laser-Directed Energy Deposition. Mater. Des. 2022, 223, 111172.
- Fernández, M.R.; García, A.; Cuetos, J.M.; González, R.; Noriega, A.; Cadenas, M. Effect of Actual WC Content on the Reciprocating Wear of a Laser Cladding NiCrBSi Alloy Reinforced with WC. Wear 2015, 324–325, 80–89.
- Deenadayalan, K.; Murali, V.; Elayaperumal, A.; Satheesh kumar, A.; Arulvel, S.; Shahedi Asl, M. Friction and Wear Properties of Short Time Heat-Treated and Laser Surface Re-Melted NiCr-WC Composite Coatings at Various Dry Sliding Conditions. J. Mater. Res. Technol. 2022, 17, 3080–3104.
- Erfanmanesh, M.; Shoja-Razavi, R.; Abdollah-Pour, H.; Mohammadian-Semnani, H.; Barekat, M.; Hashemi, S.H. Friction and Wear Behavior of Laser Cladded WC-Co and Ni/WC-Co Deposits at High Temperature. Int. J. Refract. Met. Hard Mater. 2019, 81, 137–148.
- Zafar, S.; Sharma, A.K. Investigations on Flexural Performance and Residual Stresses in Nanometric WC-12Co Microwave Clads. Surf. Coatings Technol. 2016, 291, 413–422.
- Yang, J.; Liu, F.; Miao, X.; Yang, F. Influence of Laser Cladding Process on the Magnetic Properties of WC-FeNiCr Metal-Matrix Composite Coatings. J. Mater. Process. Technol. 2012, 212, 1862–1868.
- Liu, R.; Yao, J.H.; Zhang, Q.L.; Yao, M.X.; Collier, R. Sliding Wear and Solid-Particle Erosion Resistance of a Novel High-Tungsten Stellite Alloy. Wear 2015, 322–323, 41–50.
- Wang, J.; Li, L.; Tao, W. Crack Initiation and Propagation Behavior of WC Particles Reinforced Fe-Based Metal Matrix Composite Produced by Laser Melting Deposition. Opt. Laser Technol. 2016, 82, 170–182.
- Ansari, M.; Jabari, E.; Toyserkani, E. Opportunities and Challenges in Additive Manufacturing of Functionally Graded Metallic Materials via Powder-Fed Laser Directed Energy Deposition: A Review. J. Mater. Process. Tech. 2021, 294, 117117.
- Bohidar, S.K.; Sharma, R.; Mishra, P.R. Functionally Graded Materials: A Critical Review. Int. J. Res. 2014, 1, 7.