2. Processing of Epoxy-Based Natural Fiber Polymer Composite Materials
The processing and fabrication of epoxy-based natural fibers are paramount as the properties of composites are conditioned on the constituent elements of the composites, production technology, and the techniques employed in organizing the fibers
[4][39][40][41][42][4,41,42,43,44]. In addition to high strength and stiffness at a low density, composite materials exhibit interesting high corrosion and chemical resistance combined with low cost
[25]. However, these awesome properties are not only determined by the incorporated fibers but the matrix also remarkable an important role, as well as the interaction between the matrix and the reinforcing fiber components of the composites. An epoxy matrix is characterized by high hardness, wear resistance, and static and dynamic impact strength, and is usually utilized to achieve the properties of fibers, reduce the surface damage of the fiber, and inhibit the propagation of cracks in the composites
[43][45].
One major interesting aspect of lignocellulosic natural fibers is their positive environmental impact and excellent acoustic insulating properties, although their polar and hydrophilic nature impairs their uniform distributions in the non-polar epoxy matrix, leading to poor compounding and consequently affects the interesting properties of the composites
[7][43][44][45][7,45,46,47]. Natural fibers generally could be termed as a composite primarily comprising cellulose fibrils incorporated into a lignin matrix
[12]. The main components of lignocellulosic fibers (natural fibers) are cellulose, hemicellulose, lignin, pectin, and waxes
[11]. Lignin availability in the natural fibers could lead to poor bonding between the fiber and the matrix and eventually result in the removal of the layers
[8]. To ameliorate this bonding issue, natural fiber treatment is paramount. There are many methods of fiber treatment before their use as reinforcement in epoxy-based composites. The techniques for fiber treatment include chemical, mechanical, and thermal methods
[46][47][48][49][50][51][48,49,50,51,52,53]; however, among the treatment methods, chemical treatment (sodium hydroxide) is the most common, economical, and industrially scalable fiber treatment widely reported.
Ranjan et al.
[11] studied the comparative analysis of sodium hydroxide and hot water treatment of rice husks fiber. It was discovered that sodium hydroxide (2% NaOH)-treated rice husks in biodegradable epoxy containing 20 wt% rice husks exhibited the highest mechanical tensile and impact strength compared to hot water and their untreated rice husk epoxy composite counterparts. It is indeed important to note that boiling natural fibers in sodium hydroxide could lead to significant degeneration as the oxidizing agent attacks all the other components of the fiber, leaving only cellulose or fibril
[52][54]. In another report, Rajeshkumar et al.
[53][55] explored the influence of sodium hydroxide treatment concentrations (5, 10, 15, and 20%) on the mechanical properties of epoxy-containing phoenix sp. plant fibers for 1 h. It was revealed that a 15% sodium-hydroxide-treated phoenix sp./epoxy composite had the highest mechanical properties. It was therefore concluded that below a concentration of 15%, the fiber was inadequately treated, while beyond a 15% NaOH concentration, damage to the fiber (making it less dense and brittle
[54][56]) occurred, which impaired the mechanical performances of the composites. For chemical treatment, time and concentration are the two major parameters that need to be optimized to ensure that adequate treatment of the fiber is achieved.
Currently, different manufacturing techniques have been used for the production of epoxy-based natural fiber composites
[55][57]. This includes hand lay-up
[56][57][58][59][60][61][62][58,59,60,61,62,63,64], compression molding
[63][64][65][66][67][68][65,66,67,68,69,70], sheet molding
[69][71], cold press
[70][72], filament winding
[71][73], and vacuum infusion
[72][74], which are the most common techniques that have been reported in the production of epoxy-based natural fiber composites.
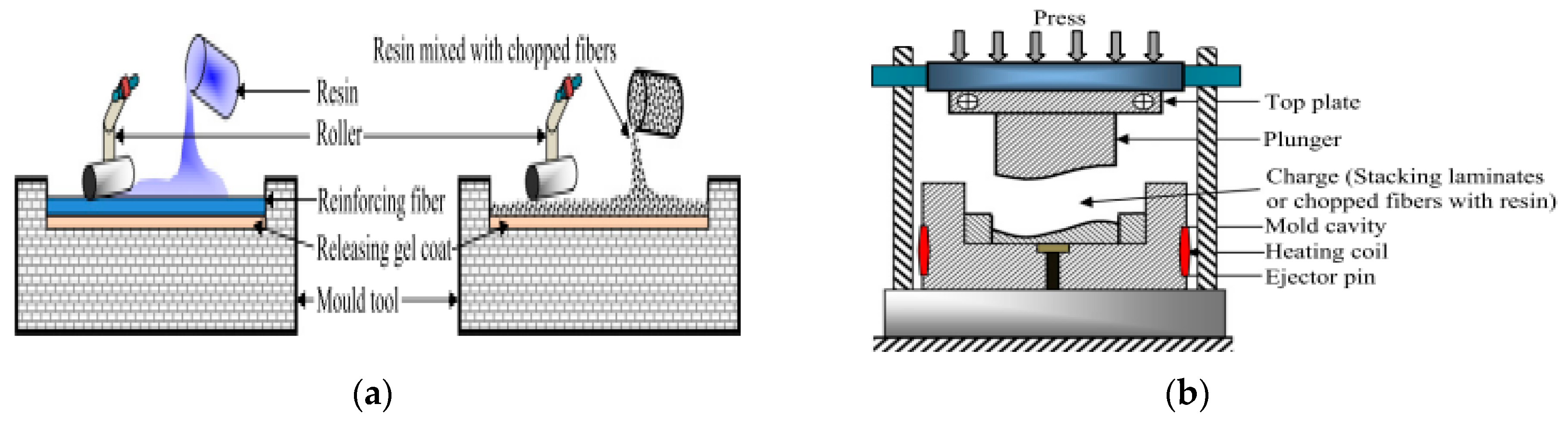
The hand lay-up technique is the most popular method to produce biocomposite epoxy both in small- and large-scale manufacturing (
Figure 1a). The equipment is simple, very economical, and applicable to a variety of products fabrication. Usually, the mold is coated with gel to facilitate the removal of the composite. After coating, the fibers are manually placed in the mold and then the resin containing the hardener is applied. Uniform distribution of the resin mixture is achieved with the help of a roller to ensure that entrapped air is removed from the composite matt. Enough time is allowed for curing to take place and then the composite is removed from the mold for further processing
[73][75]. Although this technique can be used to produce large-scale precision components, it requires temperature control to avoid the decomposition of the fibers used to produce the components.
Figure 1. Epoxy manufacturing techniques: (
a) Hand lay-up, (
b) compression molding, (
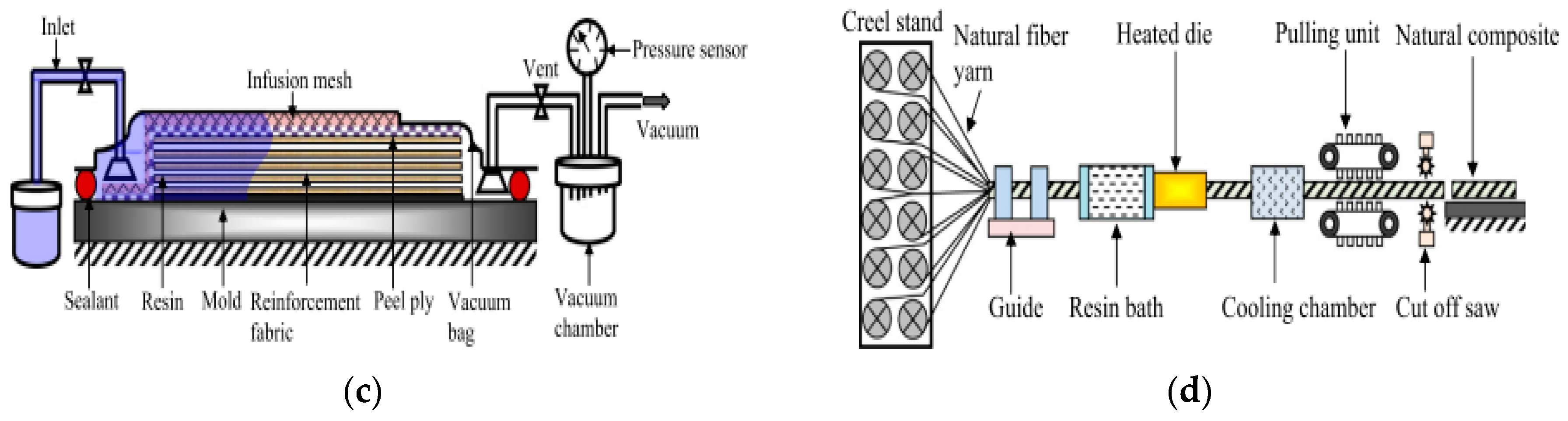
c) vacuum-assisted resin transfer molding, and (
d) pultrusion
[16] (Reprinted/adapted with permission from Elsevier Ref.5457180037607).
Compression molding is a common processing technique used for epoxy/natural fiber component manufacturing because of its simplicity and versatility. Here, the short fiber is pre-mixed into the epoxy resin before the application of heat or pressure to achieve full impregnation and shape. In this method, a mixture of resin and fiber is placed in the mold cavity with the required shape component, and then the upper part is placed to close the mold with the subsequent application of pressure to force the premix to compact and take the shape of the mold
[74][76]. It is a high-volume and high-pressure technique used for the manufacturing of complex and high-strength epoxy biocomposites (
Figure 1b). The technique is suitable for the production of complex part geometries with different fiber orientations; however, the size of the composite yield is limited by the size of the presses. Moreover, the processing method is labor intensive as the processor is vulnerable to liquid resins and their volatile emulsions
[75][77].
Vacuum-assisted resin transfer molding technique is a low-temperature and low-pressure technique that is capable of producing high-performance structures on a large scale
[76][78] (
Figure 1c). Usually, the natural fiber is placed inside the mold and then the liquid resin is pumped and transferred inside the mold through the fiber. The extra resin is recovered from the other end of the mold. Finally, the components are ejected from the mold after sufficient time is allowed for curing. This technique is good for the production of large parts; however, due to the lower applied pressure and inherent loftiness of most lignocellulosic fibers, low-volume fiber fraction is required, and this makes the technique unsuitable for the large volume fraction of natural fiber composite development
[75][77].
The pultrusion technique is an automated process used to produce continuous constant cross-section composites. It is reported to be suitable for manufacturing unidirectional natural fiber epoxy composites. It is used for the fabrication of a fixed-type profile based on the required shape (
Figure 1d). Here, continuous fiber from the roving is pulled and processed through the resin bath, and thereafter, the melted resin is infused with the fiber and shaped to the required shape component
[77][79]. As the method relies on the pulling of continuous roving through a resin bath/impregnator, care must be taken during production using natural fibers due to their yarn’s low pull strength. As a result, pull speeds are usually limited to 100–200 mm/min, which is low when compared to the pull speeds used during glass fiber/epoxy processing
[78][80].
The choice of the above manufacturing methods is dictated by various factors comprising the component material properties, size, and geometry of the composite, and the cost involved in the processing of the composite. Rangappa et al.
[79][81] prepared epoxy hybrid composites reinforced with chicken feather fiber and Ceiba pentandra bark fibers. Firstly, both natural fibers were mixed with bio epoxy and stirred continuously on a magnetic stirrer hot plate at 60 °C for 30 min. The stoichiometric amount (epoxy to curing ratio: 9:3.33) was added to the mixture at room temperature and stirred for 2–3 min. The solution was then poured on a casting mold to cure overnight. Finally, after casting, the hybrid composite was prepared by compression molding and cured for 24 h. Post-curing of the hybrid composites was performed at 80 °C for 24 h in an oven, and composites of dimension 200 × 200 × 3 mm were produced. A hand lay-up approach in the fabrication of hybridized jute fiber, Grewia optiva fiber, and glass fiber in epoxy matrix composites has been presented
[15]. The glass fiber and natural fibers were mixed thoroughly and then poured on a glass mold with dimensions of 500 × 300 × 4 mm already containing an amount of epoxy resin. The remaining resin was then spread over the mat, and a 15 kg load was held above the sample and left to cure for 24 h. Atmakuri et al.
[80][82] employed the hand lay-up technique in the fabrication of Caryota and sisal natural fiber hybrid epoxy composites. Firstly, the epoxy resin and hardener were mixed in a ratio of 10:1. The mixture was stirred in a plastic bag for 3–4 min for proper mixing and thereafter left for 30 s. The epoxy resin mixture was poured over the fiber uniformly and compressed for a curing period of 24 h with a constant load of 5 kg to obtain a caryota and sisal fiber hybrid epoxy composite. The preparation of kenaf/hybrid boron nitride epoxy composites was reported by Xia et al.
[81][83]. Sodium hydroxide-treated kenaf was mixed with hybrid boron nitride in deionized water and dried at 105 °C for 24 h. The preformed mat was completely mixed with epoxy. The mixture was then transferred to the steel mold and then compressed by a hot press at 150 °C and 13.2 MPa, and then maintained at this temperature for 60 min. The composite was removed and kept for 7 h for further use. A combination of the hand lay-up technique and the compression molding method has been used in the processing of a date palm/bamboo hybrid composite
[82][83][84,85]. In their study, a mixture of fibers and epoxy resin together with hardener was stirred at room temperature with a stoichiometric ratio of epoxy to hardener of 2:1. Subsequently, the mixture was poured into a steel mold with a fiber-to-epoxy ratio of 50:50 wt% and transferred to a hot press heated to 110 °C for 10 min. It was then removed from the machine after it had cooled down to 10 min to obtain a date palm fiber/bamboo epoxy hybrid composite. The vacuum-assisted resin infusion molding technique
[84][86] was employed in the fabrication of an epoxy composite containing 30 vol.% Boehmeria nivea fabric. Before composite preparation, Boehmeria nivea fabric was washed in deionized water for 20 min and dried in an oven at 80 °C for 24 h. A mechanical pump was used to vacuum the system at 760 mmHg. The composite sample was cured at room temperature for 24 h.
The preparation of epoxy containing three different biofillers (walnut shell, hazelnut shell, and sunflower husk) is detailed in the report
[85][87]. Composite constituents were mixed using a high-speed mechanical stirrer at three different rotational speeds (7000, 10,000, and 17,000 rpm) for 3, 1.5, and 0.5 min, respectively. Then the mixtures were degassed in a vacuum for 1 h and the curing agent was incorporated. Thereafter, the mixtures were stirred for 2 min at 7000 rpm and degassed for a period of 10 min. The samples were then cured for 2 days in Teflon form at room temperature and post-cured for 2 h at 80 °C. The preparation process is demonstrated in
Figure 2 below.
Figure 2. Preparation of epoxy-based natural fibers composites
[85][87] (Reprinted/adapted with permission from Elsevier Ref.5457271400523 Copyright 2019).
The preparation of epoxy-containing seashells and glass fiber was reported by Krishna et al.
[86][88]. In this synthesis, the epoxy, glass fiber, and seashells were mixed, and the hand lay-up process was employed in the processing of the composite. First, the glass fiber was laid followed by seashell powders. The layer composition in the metallic mold was compressed using a hydraulic cold press at 5 bars for 24 h. After 24 h, the composite was removed from the die and was ready to be characterized. The preparation of date palm fiber in phenolic epoxy composites was presented in another paper
[21]. The fabrication of the composite was performed in a mold via hot pressing at 140 °C for 8 min. Thereafter, the mold was cooled and the composite was removed for characterization. Furthermore, the preparation of epoxy-containing synthetic fiber (Kevlar) and natural fiber (kenaf) was presented in another work
[22]. First, the epoxy resin was mixed with the hardener in a ratio of 10:1 to promote the bonding of the epoxy matrix with the fibers. The Kevlar and kenaf fibers were stacked in alternate layers in the mold and then the epoxy resin was applied. After the application of epoxy resin, a roller was applied to promote better bonding. The composite was then pressed at 60 °C for a period of 8 h. The fabricated composite was then removed for mechanical characterization. Moreover, the fabrication of hybrid epoxy-based composite material using the hand lay-up technique was demonstrated in the work
[87][89]. The epoxy-containing jute and carbon fibers were prepared in a split mold. The fibers were laid at the bottom of the mold, and the epoxy-containing hardener was brushed over it. The composite was kept in a hydraulic press at room temperature and a pressure of 0.5 MPa for 2 h. The base of the mold was removed from the hydraulic press and kept for 24 h. The fabricated composite was then removed and kept for 1 week for curing. Gairola et al.
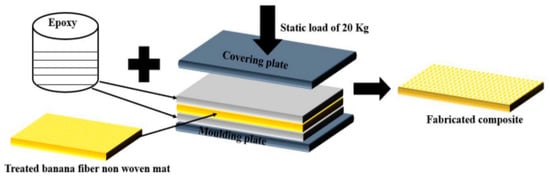
[88][90] fabricated a banana-fiber-reinforced epoxy-based composite using the hand lay-up technique. The epoxy resin was mixed with a hardener in a ratio of 10:1 and then the first layer was applied to the bottom of the mold and banana fiber was placed over it. Subsequently, the epoxy mixture was poured over it to impregnate the fiber thoroughly. A static load of 2 kg was placed over the upper plate for 48 h at room temperature to produce the composite, as shown in
Figure 3. Biodegradable rice husk epoxy composites have also been prepared
[11][12][11,12]. After the treatment of the rice husk with hot water and a sodium hydroxide solution, the epoxy-containing hardener was added to the rice husk one after the other, and consequently, single-layer, double-layer, and triple-layer bidirectional cross-fiber composites were produced. The prepared composites were left for 24 h to harden. Helaili et al.
[8] fabricated an epoxy/alfa fiber biodegradable polymer composite. The epoxy resin and hardener in the ratio of 100: 26.4 were mixed using a magnetic stirrer for 30 min. After homogenization, the mixture was degassed in a vacuum to remove any residual gasses. The fiber was randomly spread in the mold and then the epoxy solution was cast into the mold. Subsequently, the remaining air bubbles were removed, and the sample was heated, cured for 2 h at 90 °C, and finally cooled to room temperature.
Figure 3. Preparation of woven banana epoxy-based composite
[88][90] (Reprinted/adapted with permission from Elsevier Ref. 5457190666636 Copy right 2021).
The fabrication of fiber composite materials with epoxy matrix involves two features: First, the fiber chemical structure, which affects the curing reaction, and this phenomenon occurs in restrained conditions. Secondly, because of the high-volume content of the filler fibers, the binder permeates the composite in a thin interlayer fashion. Generally, the curing of epoxy oligomers is characterized by a reduction in volume
[89][91]. The curing of epoxy-fiber composites is dictated by the process parameters and this comprises time, temperature, and pressure
[90][92]. Most importantly, the curing conditions and the nature of the component fillers are the factors that influence the kinetics of binder curing. Depending on the condition of the curing process, internal stresses arise due to shrinkage. Thus, contracting because of the curing reaction of the matrix should be compensated for through the flow of the binder from the outside layer to the inner layer, and this will prevent pore development during composite processing. It has been discovered that in the course of the curing reaction, the change in pore size is affected by the initial pressure, initial concentration of water, and diffusion coefficient
[91][93].
In brief, the performance characteristics of epoxy natural fiber polymer composites rely on factors including component material properties, moisture, temperature, fiber volume fraction, orientation and straightness, and the presence of voids. To produce epoxy natural fiber composites of improved properties, the selection of the processing techniques and process parameters are very essential.
3. Mechanical Properties of Epoxy-Based Natural Fiber Biocomposite Materials
The mechanical properties of natural fiber composites are generally lower than synthetic fiber composites. The natural fiber composites’ properties can be enhanced by incorporating them with synthetic fibers and applying preprocessing treatments on the natural fibers
[20].
Table 1 lists the mechanical properties of natural fiber composites and natural fiberglass hybrid composites. Many studies of natural fiber composites and natural fiberglass hybrid composites focused on the mechanical properties of the composites and the effect of different factors, for example, the fiber content, treatments, fiber lengths, stacking sequences, and temperature on the properties. Increasing fiber content causes stress transformation from the epoxy matrix to the natural fiber in composites
[92][94]. Prabhu et al.
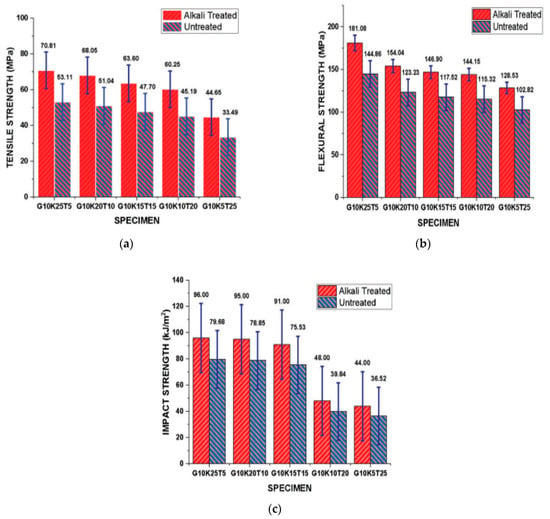
[64][66] studied the mechanical properties of epoxy-containing glass fiber, kenaf fiber, and waste tea leaf hybrid composites. The glass fiber was kept at 10 wt% while the weight fraction of kenaf and waste tea leaf fibers varied from 5 to 25 wt%. Maximum mechanical properties (tensile, flexural, and impact strength) were achieved at 10 wt% glass fiber, 25 wt% kenaf fiber, and 5 wt% waste tea leaf fiber (
Figure 4). The mechanical properties were found to decrease with an increasing concentration of waste tea leaf fiber but increase with an increasing weight fraction of the kenaf fiber in the hybrid composites. However, a higher fiber content can cause insufficient epoxy matrix and fiber wettability and, as such, more voids within the matrix, which in turn cause weak adhesion as the void serves as a stress concentrator. Alkali treatment, which is a common treatment used for composites, decreases moisture absorption, separates the fibers, cleans the surface, and increases cellulose crystallinity at lower concentrations in contrast with damaging the fiber surface at higher concentrations. Decreasing the natural fiber content at the expense of increasing the glass fiber content increases the tensile, flexural, impact, and hardness properties of the hybrid composite, and this is because glass fibers have higher mechanical properties than the used natural fibers.
Figure 4. Mechanical properties: (
a) Tensile strength, (
b) flexural strength, and (
c) impact strength of epoxy-based hybrid composites
[64][66] (Reprinted/adapted with permission from Elsevier Ref. 5457191256269 copyright 2019).
Table 1.
Mechanical properties of epoxy-based natural fibers and glass hybrid polymer composites.
3.1. Tensile Properties
Two main tensile properties, namely, strength and stiffness, have been investigated by researchers in natural fiber composites. Studies have shown that the tensile properties of the composites increased when increasing the fiber content
[103][107][111][117][105,109,113,119]. Other studies revealed that this is true up to an optimum value in another type of fiber composites
[104][114][115][106,116,117]. The alkali treatment concentration was reported to increase to an optimum value, and after that, decreased the tensile properties
[99][107][113][115][101,109,115,117]. This is because the high concentration of NaOH could destroy the natural fibers, thereby reducing the reinforcing potency. Aligned-fiber and long-fiber composites have better tensile properties than random-fiber and short-fiber composites, respectively
[101][107][103,109]. Increasing the temperature has been shown to decrease the tensile properties of fiber composites
[113][115].
In natural fiberglass hybrid epoxy composites, increasing the fiber content with a fixed glass fiber volume fraction has a similar effect as the addition of fibers in natural fiber composites
[96][98]. Studies have reported that decreasing natural fibers and increasing the glass volume fractions increases the composite tensile modulus and increases its tensile strength to an optimum value before decreasing
[110][116][112,118]. This is because the void content of the composite is reduced with increasing fiber content up to the optimum value. Beyond the optimum value, bonding the fiber with the matrix becomes difficult, likely due to agglomerations, and that results in a weak interface between the fiber and the epoxy matrix leading to poor mechanical properties
[121][123]. The fiber’s orientation and layer-stacking sequence can affect the tensile properties, for example, natural fibers and glass layers bound to one another have more tensile properties than changing layers stacking sequences, and a hybrid composite with fibers aligned along the load has the best tensile properties
[98][100][106][100,102,108]. The glass bonding fiber layers were shown to have higher tensile properties than fiber bonding glass layers
[112][114].
3.2. Flexural Properties
The flexural strength and modulus were also investigated in natural fibers composites. Increasing the fiber volume fractions in the composite increases its flexural properties
[103][111][117][119][105,113,119,121]. Increasing the alkali treatment concentration was shown to increase the flexural properties to an optimum value and then thereafter decreased them
[99][115][101,117], and this is likely due to the destruction of the natural fibers by the high concentration of the NaOH solution used in the treatment. Aligned-fiber and long-fiber composites are shown to have better flexural properties than random-fiber and short-fiber composites, respectively
[101][107][103,109]. Changing natural and glass fibers volume fractions have effects on the flexural properties, as discussed on the tensile properties
[96][110][116][98,112,118]. Generally, the natural fibers bonded by glass layers have the highest flexural properties among other sequence layers, and it is reported that switching sequence layers have higher flexural properties and aligned natural fibers showed higher flexural properties than other orientations
[98][100][106][112][100,102,108,114].
3.3. Impact Properties
Increasing the fiber volume fraction in the composite was reported to increase or decrease the impact energy
[104][111][115][117][106,113,117,119]. Increasing alkali treatment concentration was shown to increase the impact strength up to an optimum level, and afterward, it decreases
[99][107][101,109]. Again, this decrease in impact energy with increasing concentrations of the alkali solution is attributed to the destruction of the natural fibers by the alkali solution at high concentrations. The impact energy increases when increasing the fiber length
[101][107][103,109]. The gradual exchange of natural fibers with glass fibers increases the impact strength to an optimum value, then it decreases beyond the optimum value
[116][120][118,122] due to a reduction in the bonding ability of the fibers with the epoxy matrix leading to high void contents and weak interfacial adhesion between the epoxy and reinforcing fibers.
3.4. Hardness Properties
Hardness decreased as the natural fiber content increased at the expense of the epoxy matrix in glass hybrid composites
[96][98]. Natural fiber layers bounding glass layers have higher hardness than interchanging layer sequences
[98][100]. Longer natural fibers in a glass hybrid composite were shown to have higher hardness than composites with shorter fibers
[101][102][103,104]. It is important to state that the hardness of natural fiber/epoxy composites strongly depends on the level of distribution of the natural fiber in an epoxy resin matrix. A better, more uniform distribution of the natural fiber in an epoxy matrix enhances the mechanical hardness of the composites.
In summary, the mechanical properties of epoxy/natural fiber composites vary with the volume concentration of the fiber in the epoxy matrix. Depending on the natural fiber type, maximum mechanical properties are usually achieved at fiber concentrations ranging from 20–48 wt%
[117][122][123][124][119,124,125,126]. Beyond the optimal value, the properties are reduced due to weak bonding between the fiber and the matrix. Furthermore, the mechanical properties of the composites are equally sensitive to moisture absorption, and the exposition of epoxy/natural fiber composites to moisture reduced their mechanical properties and dimensional stability
[125][127]. In addition, mechanical properties equally increased with the fiber surface modification before their inclusion in the epoxy matrix. Treated natural fiber/epoxy composites have shown superior mechanical properties as compared to the untreated natural fiber/epoxy composites counterparts
[99][126][127][128][101,128,129,130]. This is because fiber treatment results in the partial dissolution of lignin and amorphous cellulose and the consequent splitting of the fibers into smaller sizes. This facilitates permeating into gaps of the fibers for epoxy resin and forming effective interfacial adhesion
[126][128].