Your browser does not fully support modern features. Please upgrade for a smoother experience.
Please note this is a comparison between Version 4 by Conner Chen and Version 3 by Filipe Fernandes.
HybrAdditidve manufacturing is defined as a process based on the combinasuperposition of more than one process. There are several types of hybrid manufacturing, although the most common is the type that combines laser additive manufacturing and 5-axis machining processelayers of materials in order to obtain 3D (three-dimensional) parts.
- hybrid manufacturing
- CNC machining
- additive manufacturing
1. Introduction
Nowadays, with the advances in materials for several industrial sectors, such as the aerospace, biomedical and automotive sectors, new methods/processes are needed to fulfil the production demand and required quality [1]. Standard methods of manufacturing have thus started to be put aside, whilst more advanced methods of manufacturing raised, so that customer needs are met without affecting the profitability of the companies [2].
It is in this way that the concept of hybrid manufacturing arises. The idea behind hybrid manufacturing is joining different processes on the same setup in order to achieve the effect known as “1 + 1 = 3” [3,4][3][4]. The term “hybrid manufacturing” is directly linked to the integration of different processes, and its development is related to the requirements and complexity of new parts [5].
Thus, the objective of hybrid manufacturing is the joining of two or more distinct processes in a single piece of equipment, observing the unique advantages of each one, while minimizing the limitations of the process [6]. It is observed that there are several types of hybrid manufacturing, although the most common is the type that combines laser additive manufacturing and 5-axis machining processes [7].
Additive manufacturing allows the production of 3D (three-dimensional) geometric parts through layer overlay [8[8][9],9], being a suitable method for efficient production of parts; however, the cost is high and requires a high financial capital, which makes the technique not yet widely used [10]. 5-axis machining is a process more and more used in the industry [11], allowing a single configuration to machine five sides of the part [12] and providing high accuracy and surface quality [13].
2. Additive Manufacturing
Additive manufacturing is the process of manufacturing parts layer by layer, enabling the production of parts with more robust and complex geometries [14]. This technology is of great relevance and represents a real challenge for today’s industries, given its flexibility and ability to provide differentiated products and parts [15,16,17,18][15][16][17][18]. Additive manufacturing is popularly known as “3D printing”, and it is a process which takes place under digital control. In this process, the raw material is placed in the equipment in the form of wire or powder, and the part produced according to the geometry contained in a CAD project (computer-aided design) [19]. The classification of additive manufacturing processes, in the past, was based on the criterion of separating materials into a liquid basis, solid basis or powder basis [21][20]. However, in 2010, the American Society for Testing and Materials (ASTM) published the standard “ASTM F42—Additive Manufacturing”, which considers additive manufacturing in seven categories [22][21]:- (i)
-
Binder blasting;
- (ii)
-
Directed energy deposition—DED (comprised of processes such as direct deposition of metal), such as wire arc additive manufacturing (WAAM);
- (iii)
-
Material extrusion (which includes fuse deposition modeling (FDM));
- (iv)
-
Material jetting;
- (v)
-
Powder bed fusion (which includes processes such as direct metal laser sintering (DMLS) and selective laser sintering (SLS));
- (vi)
-
Sheet laminating (ultrasonic additive manufacturing (UAM) and laminated object manufacturing (LOM));
- (vii)
-
Vat polymerization.Therefore, additive manufacturing, according to Tofail et al. [57][56], is at a crossroads between a promising but unproven process for producing functional parts. Therefore, as observed by Pragana et al. [58][57], new applications have been developed in the field of additive manufacturing to overcoming the limitations of the several developed processes. Based on the factors that permeate this technology in development and growth, a brief diagnosis of this context was carried out through a SWOT analysis/diagram, as shown in Figure 52.

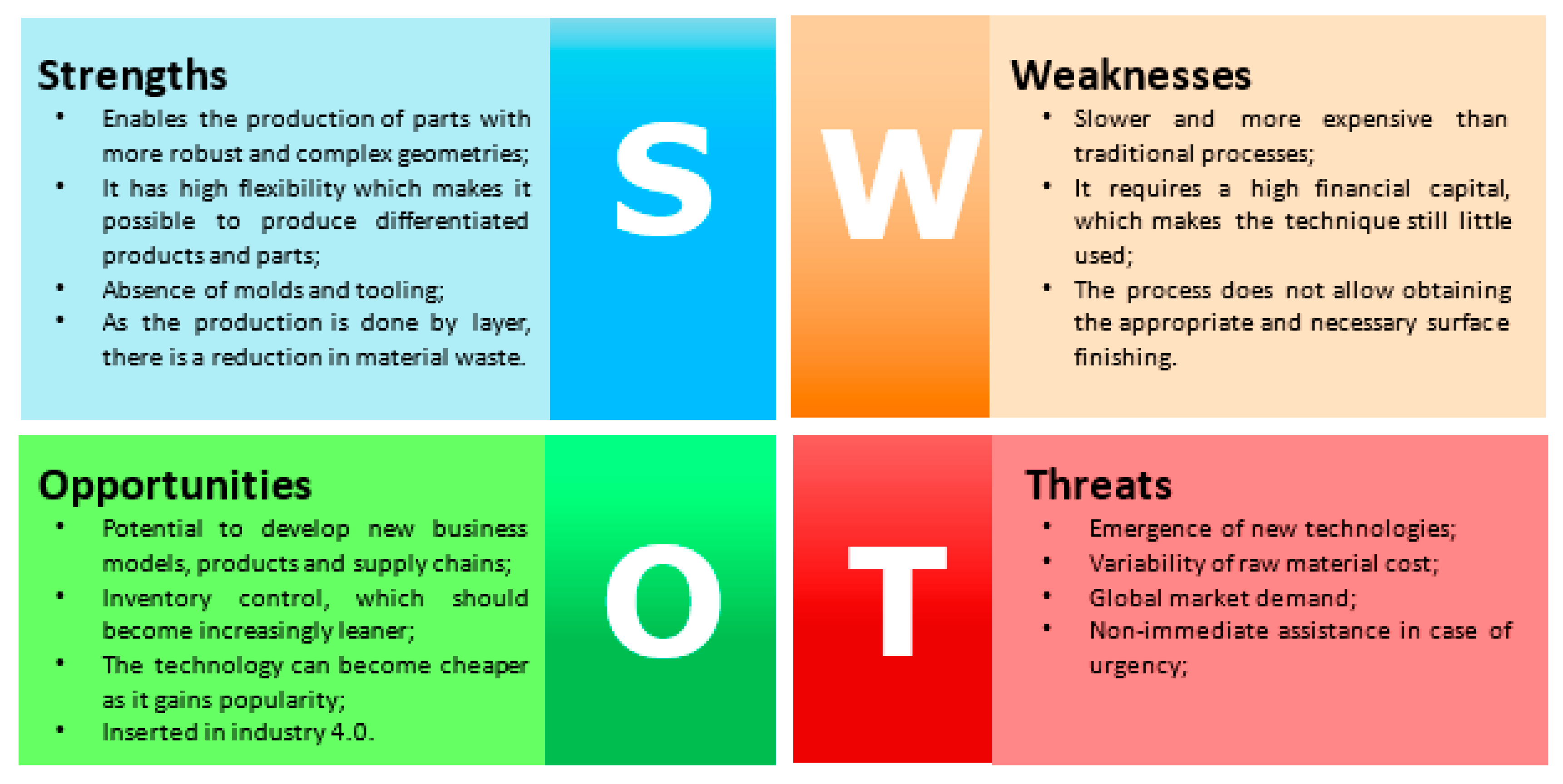 Figure 52.SWOT analysis regarding additive manufacturing.
Figure 52.SWOT analysis regarding additive manufacturing.
References
- Bhattacharyya, B.; Doloi, B. Modern Machining Technology—Advanced, Hybrid, Micro Machining and Super Finishing Technology; Academic Press: San Diego, CA, USA, 2020; pp. 461–591. ISBN 9780128128947.
- Berman, B. 3-D printing: The new industrial revolution. Bus. Horiz. 2012, 55, 155–162.
- Luo, X.; Cai, Y.; Chavoshi, S.Z. Hybrid Machining-Theory, Methods, and Case Studies; Academic Press: London, UK, 2018; pp. 1–15. ISBN 9780128130599.
- Schuh, G.; Kreysa, J.; Orilski, S. Roadmap Hybride Produktion: Wie 1 + 1 = 3-Effekte in der Produktion maximiert werden können. Z. Wirtsch. Fabr. 2009, 104, 385–391.
- Saxena, K.K.; Bellotti, M.; Qian, J.; Reynaerts, D.; Lauwers, B.; Luo, X. Chapter 2—Overview of Hybrid Machining Processes, Hybrid Machining; Academic Press: London, UK, 2018; pp. 21–41. ISBN 9780128130599.
- Karunakaran, K.P.; Suryakumar, S.; Pushpa, V.; Akula, S. Low cost integration of additive and subtractive processes for hybrid layered manufacturing. Robot. Comput.-Integr. Manuf. 2010, 26, 490–499.
- Cortina, M.; Ruiz, J.E.; Villarón, I.; Arrizubieta, J.I.; Borgiattino, H.; Dünky, A.; Martinez, J.; Baine, S. Máquina Híbridas: A Integração de Processos. Available online: https://www.intermetal.pt/Artigos/265587-Maquinas-hibridas-integrando-processos.html (accessed on 13 January 2022).
- Matias, E.; Rao, B. 3D printing: On its historical evolution and the implications for business. In Proceedings of the PICMET’15: Management of the Technology Age, Hilton Portland, OR, USA, 2–6 August 2015; pp. 551–558.
- Diegel, O. 10.02—Additive Manufacturing: An Overview. In Comprehensive Materials Processing; Hashmi, S., Batalha, G.F., Van Tyne, C.J., Yilbas, B., Eds.; Elsevier: Amsterdam, The Netherlands, 2014; pp. 3–18. ISBN 9780080965338.
- Yamazaki, T. Development of A Hybrid Multi-Tasking Machine Tool: Integration of Additive Manufacturing Technology with CNC Machining. Procedia CIRP 2016, 42, 81–86.
- Ashby, M.F.; Jones, D.R.H. Engineering Materials 2: An Introduction to Microstructures and Processing; Butterworth-Heinemann: Oxford, UK, 2013; pp. 280–296. ISBN 9780080966687.
- Mazak. 5-Axis. What Is 5-Axis Machining? Available online: https://www.mazakusa.com/machines/process/5-axis/ (accessed on 13 January 2022).
- Saxer, M.; Dimitrov, D.; de Beer, N. High-speed 5-axis machining for tooling applications. S. Afr. J. Ind. Eng. 2012, 23, 144–153.
- Frazier, W.E. Metal Additive Manufacturing: A Review. J. Mater. Eng. Perform. 2014, 23, 1917–1928.
- Bogers, M.; Hadar, R.; Bilberg, A. Additive manufacturing for consumer-centric business models: Implications for supply chains in consumer goods manufacturing. Technol. Forecast. Soc. Chang. 2015, 102, 225–239.
- Phaal, R.; O’Sullivan, E.; Routley, M.; Ford, S.; Probert, D. A framework for mapping industrial emergence. Technol. Forecast. Soc. Chang. 2011, 78, 217–230.
- Afuah, A. Business Model Innovation: Concepts, Analysis and Cases; Routledge: New York, NY, USA, 2018; ISBN 9781138330528.
- Zott, C.; Amit, R.; Massa, L. The business model: Recent developments and future research. J. Manag. 2011, 37, 1019–1042.
- Savolainen, J.; Collan, M. Additive manufacturing technology and business model change—A review of literature. Addit. Manuf. 2020, 32, 101070.
- Alghamdi, S.S.; John, S.; Choudhury, N.R.; Dutta, N.K. Additive Manufacturing of Polymer Materials: Progress, Promise and Challenges. Polymers 2021, 13, 753.
- Loughborough University. The 7 Categories of Additive Manufacturing—Additive Manufacturing Research Group. Available online: https://www.lboro.ac.uk/research/amrg/about/the7categoriesofadditivemanufacturing/ (accessed on 13 January 2022).
- Sachs, E.M.; Haggerty, J.S.; Cima, M.J.; Williams, P.A. Three-Dimensional Printing Techniques. Massachusetts Institute of Technology. U.S. Patent No. 5,204,055, 20 April 1993.
- Chen, Q.; Juste, E.; Lasgorceix, M.; Petit, F.; Leriche, A. Binder jetting process with ceramic powders: Influence of powder properties and printing parameters. Open Ceram. 2022, 9, 100218.
- Lee, K.; Kim, H.; Ahn, D.; Lee, H. Thermo-mechanical characteristics of inconel 718 layer deposited on AISI 1045 steel substrate using a directed energy deposition process. J. Mater. Res. Technol. 2022, 17, 293–309.
- Ahn, D.G. Direct metal additive manufacturing processes and their sustainable applications for green technology: A review. Int. J. Precis. Eng. Manuf. Green Technol. 2016, 3, 381–395.
- Ahn, D.G. Directed Energy Deposition (DED) Process: State of the Art. Int. J. Precis. Eng. Manuf. Green Technol. 2021, 8, 703–742.
- Chen, Z.; Guo, X.; Jing, S. Hardness Prediction and Verification Based on Key Temperature Features During the Directed Energy Deposition Process. Int. J. Precis. Eng. Manuf. Green Technol. 2020, 8, 453–469.
- Tekumalla, S.; Tosi, R.; Tan, X.; Seita, M. Directed energy deposition and characterization of high-speed steels with high vanadium content. Addit. Manuf. Lett. 2022, 2, 100029.
- Radhakrishnan, M.; Hassan, M.; Long, B.; Otazu, D.; Lienert, T.; Anderoglu, O. Microstructures and properties of Ti/TiC composites fabricated by laser-directed energy deposition. Addit. Manuf. 2021, 46, 102198.
- Grossi, N.; Scippa, A.; Venturini, G.; Campatelli, G. Process Parameters Optimization of Thin-Wall Machining for Wire Arc Additive Manufactured Parts. Appl. Sci. 2020, 10, 7575.
- Artaza, T.; Suárez, A.; Veiga, F.; Braceras, I.; Tabernero, I.; Larrañaga, O.; Lamikiz, A. Wire arc additive manufacturing Ti6Al4V aeronautical parts using plasma arc welding: Analysis of heat-treatment processes in different atmospheres. J. Mater. Res. Technol. 2020, 9, 15454–15466.
- Veiga, F.; Gil Del Val, A.; Suárez, A.; Alonso, U. Analysis of the Machining Process of Titanium Ti6Al-4V Parts Manufactured by Wire Arc Additive Manufacturing (WAAM). Materials 2020, 13, 766.
- Tempelman, E.; Shercliff, H.; van Eyben, B.N. Manufacturing and Design—Understanding the Principles of How Things Are Made; Butterworth-Heinemann: Oxford, UK, 2014; pp. 187–200. ISBN 9780080999227.
- Loughborough University. About Additive Manufacturing. Available online: https://www.lboro.ac.uk/research/amrg/about/the7categoriesofadditivemanufacturing/materialextrusion/ (accessed on 13 January 2022).
- Rosen, D. Design for Additive Manufacturing: Past, Present, and Future Directions. J. Mech. Des. 2014, 136, 090301.
- Awasthi, P.; Banerjee, S.S. Fused deposition modeling of thermoplastic elastomeric materials: Challenges and opportunities. Addit. Manuf. 2021, 46, 102177.
- Jin, Y.-A.; Li, H.; He, Y.; Fu, J.-Z. Quantitative analysis of surface profile in fused deposition modeling. Addit. Manuf. 2015, 8, 142–148.
- Yap, Y.L.; Wang, C.; Sing, S.L.; Dikshit, V.; Yeong, W.Y.; Wei, J. Material jetting additive manufacturing: An experimental study using designed metrological benchmarks. Precis. Eng. 2017, 50, 275–285.
- Tyagi, S.; Yadav, A.; Deshmukh, S. Review on mechanical characterization of 3D printed parts created using material jetting process. Mater. Today Proc. 2022, 51, 1012–1016.
- Thompson, M.K.; Moroni, G.; Vaneker, T.; Fadel, G.; Campbell, R.I.; Gibson, I.; Bernard, A.; Schulz, J.; Graf, P.; Ahuja, B.; et al. Design for Additive Manufacturing: Trends, opportunities, considerations, and constraints. CIRP Ann. 2016, 65, 737–760.
- Goodridge, R.; Ziegelmeier, S. Laser Additive Manufacturing—Materials, Design, Technologies, and Applications; Brandt, M., Ed.; Woodhead Publishing: Sawston, UK, 2017; pp. 181–204. ISBN 9780081004333.
- Zhang, Y.; Jarosinski, W.; Jung, Y.-G.; Zhang, J. Additive Manufacturing: Materials, Processes, Quantifications and Applications; Butterworth-Heinemann: Cambridge, MA, USA, 2018; pp. 39–51. ISBN 978-0-12-812155-9.
- Najmon, J.C.; Raeisi, S.; Tovar, A. Additive Manufacturing for the Aerospace Industry; Froes, F., Boyer, R., Eds.; Elsevier: Chennai, India, 2019; pp. 7–31. ISBN 9780128140628.
- Gan, X.; Fei, G.; Wang, J.; Wang, Z.; Lavorgna, M.; Xia, H. Structure and Properties of Additive Manufactured Polymer Components; Friedrich, K., Walter, R., Soutis, C., Suresh, G.A., Habil, I., Fiedler, B., Eds.; Woodhead Publishing: Sawston, UK, 2020; pp. 149–185. ISBN 9780128195352.
- Nar, K.; Majewski, C.; Lewis, R. A comprehensive characterisation of Laser Sintered Polyamide-12 surfaces. Polym. Test. 2022, 106, 107450.
- Friel, R.J. Power Ultrasonics—Applications of High-Intensity Ultrasound; Juan, A., Juárez, G., Karl, F.G., Eds.; Woodhead Publishing: Sawston, UK, 2015; pp. 313–335. ISBN 978-1-78242-028-6.
- Hehr, A.; Norfolk, M. A comprehensive review of ultrasonic additive manufacturing. Rapid Prototyp. J. 2019, 26, 445–458.
- Chartrain, N.A.; Williams, C.B.; Whittington, A.R. A review on fabricating tissue scaffolds using vat photopolymerization. Acta Biomater. 2018, 74, 90–111.
- Al Rashid, A.; Ahmed, W.; Khalid, M.Y.; Koç, M. Vat photopolymerization of polymers and polymer composites: Processes and applications. Addit. Manuf. 2021, 47, 102279.
- Revilla-León, M.; Piedra-Cascón, W.; Aragoneses, R.; Sadeghpour, M.; Barmak, B.A.; Zandinejad, A.; Raigrodski, A.J. Influence of base design on the manufacturing accuracy of vat-polymerized diagnostic casts: An in vitro study. J. Prosthet. Dent. 2021.
- Leary, M. Design for Additive Manufacturing; Elsevier: Amsterdam, The Netherlands, 2020; pp. 283–293. ISBN 978-0-12-816721-2.
- Wong, K.V.; Hernandez, A. A Review of Additive Manufacturing. International Scholarly Research Network. ISRN Mech. Eng. 2012, 2012, 208760.
- Khondoker, M.A.H.; Asad, A.; Sameoto, D. Printing with mechanically interlocked extrudates using a custom bi-extruder for fused deposition modelling. Rapid Prototyp. J. 2018, 24, 921–934.
- Cresswell-Boyes, A.J.; Barber, A.H.; Mills, D.; Tatla, A.; Davis, G.R. Approaches to 3D printing teeth from X-ray microtomography. J. Microsc. 2018, 272, 207–212.
- Park, S.H.; Su, R.; Jeong, J.; Guo, S.Z.; Qiu, K.; Joung, D.; Meng, F.; McAlpine, M.C. 3D printed polymer photodetectors. Adv. Mater. 2018, 30, e1803980.
- Tofail, S.A.M.; Koumoulos, E.P.; Bandyopadhyay, A.; Bose, S.; O’Donoghue, L.; Charitidis, C. Additive manufacturing: Scientific and technological challenges, market uptake and opportunities. Mater. Today 2017, 21, 22–37.
- Pragana, J.P.M.; Sampaio, R.F.V.; Bragança, I.M.F.; Silva, C.M.A.; Martins, P.A.F. Hybrid metal additive manufacturing: A state–of–the-art review. Adv. Ind. Manuf. Eng. 2021, 2, 100032.
More