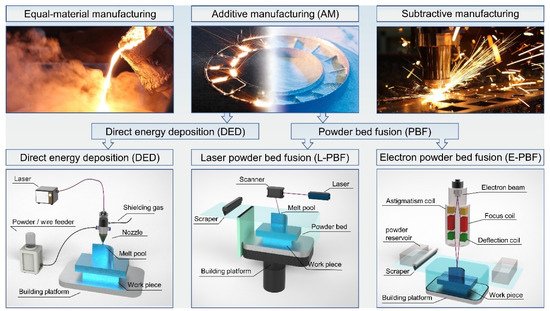
Spatter is an inherent, unpreventable, and undesired phenomenon in laser powder bed fusion (L-PBF) additive manufacturing. Spatter, metal vapor and molten pool are important physical phenomena in laser-matter interaction. During L-PBF, the spatter formation mechanism can be demonstrated as the hot spatter ejection mainly driven by the instability of the molten pool due to the vapor-induced recoil pressure, and the cold spatter ejection mainly driven by the vapor-induced entrainment of the shielding gas. Spatter behavior has an intrinsic correlation with the forming quality in L-PBF because it leads to metallurgical defects and the degradation of mechanical properties. This impact becomes more severe in the fabrication of large-sized parts during the multi-laser L-PBF process. Therefore, investigations of spatter generation and countermeasures have become more urgent.
- spatter
- laser powder bed fusion
- in situ detection
- generation mechanism
1. Introduction
2. Laser Powder Bed Fusion Spatter In Situ Detection Device
The L-PBF detection system can be categorized as: static detection (imaging of spreading powder and deformation) and dynamic detection (characterization of melt pool, spatter, and vapor plume). The spatter generated by conventional laser welding, cutting, and DED is similar to that produced by L-PBF and is caused by the interaction between the laser and the metal material. However, L-PBF has a smaller spot (~101 to 102 µm), a smaller melt pool (up to 100 µm), a shorter lifetime (~10 ms), and a higher scanning velocity (~102 to 103 mm/s) compared to laser welding, cutting, and DED [33]. Furthermore, in L-PBF, the laser interacts with the powder bed and the metal part more than once, resulting in a greater number and variety of spatters and complicating in situ spatter detection. The laser–powder bed interaction produces the melt pool, spatter, and vapor plume (even plasma). The trajectory of the melt pool is in the plane of the laser path and can be predicted according to the strategy path, whereas the motion of the spatter is in a 3D space, and its trajectory is complex and difficult to predict. So, the detection of spatter is more difficult. Spatter can be divided into hot droplet spatter (mainly from the instability of the melt pool) and cold powder spatter (mainly driven by the vapor-induced entrainment of the protective gas). Both of them can be detected with the visible-light camera equipped with an illumination source, and the relevant collected information can be used to analyze them. According to various studies, the following methods are currently available for L-PBF spatter detection: (1) a visible-light high-speed camera, (2) X-ray video imaging, (3) infrared video imaging, and (4) schlieren video imaging.2.1. Visible-Light High-Speed Detector
There are two main methods for observing L-PBF with a high-speed visible-light camera: coaxial and off-axis. In Figure 24a, the camera shares the same optical path with the laser in a coaxial solution. In Figure 24b, the camera is placed at an angle to the optical path of the laser for viewing in Figure 24a, an off-axis solution.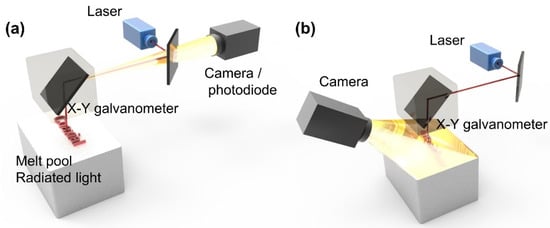
2.2. Invisible-Light In Situ Detection
For the invisible-light in situ detection of L-PBF, the imaging technologies mainly include X-ray imaging, schlieren video imaging, infrared imaging, and thermal imaging. X-rays have a short wavelength, high energy, and high penetration ability. High-strength X-rays can penetrate a certain thickness of metal with high temporal and spatial resolution, which is the preferred method for many L-PBF spatter studies [34][35]. As one of the most productive X-ray sources globally, the Advanced Photon Source (APS) in the Argonne National Laboratory provides experimental conditions for many researchers. More than 5500 researchers per year use X-rays produced by APS to do experiments. Many of those researchers use those X-rays to detect L-PBF spatter. For example, Zhao et al. [28] pioneered the use of high-speed X-rays (harmonic energy 24.4 keV) for in situ characterizations of L-PBF progress.2.3. Data Processing during Spatter Detection
Spatter image obtained from in situ detection requires post-processing to enable the extraction and analysis of spatter behaviors. Algorithms for 2D image processing are less complex than those for 3D image processing. Tan et al. [35][40] captured spatter images using Kalman filter tracking, segmented the images with grayscale and edge information, and obtained spatter information using fully convolutional networks and Mask R-CNN. Eschner et al. [36][44] used algorithms in a binocular sensor system to carry out many processes on the images, including (1) identifying particle positions and calibrating the camera system, (2) matching particles between multi-camera images, (3) determining the 3D coordinates, (4) using a priori knowledge of processes and particles to distinguish ghost particles from real particles, (5) tracking particles, and (6) processing the 3D data. Those processes require more complex algorithms to complete.2.4. Full-Cycle Detection of Spatter in L-PBF
During L-PBF process, the full cycle of the spatter can be divided into three stages: the initial stage (generation), the flight stage (ejection), and the fall-back stage (re-deposition). The detection of the spatter in these three stages is conductive to the deep understanding of the origin of the spatter, the correlation of the spatter and defect, and the influence of the spatter on the part.| Xiao et al. (2021) [ | 136 | ] | |
| 316L | Prevent powder from blowing away | Zhang et al. (2020) [63] | Zhang et al. (2020) [137] |
| 316L | High gravity powder bed | Koike et al. (2021) [64][65] | Koike et al. (2021) [138,139 |
| ] | |||
| Fedina et al. (2021) [ | 143] |
6. Conclusions
- (1)
-
In situ detection system for spatter during L-PBF: The detection methods are based on the physical properties (trajectory and brightness) of the spatter and melt pool. The variances in the trajectory and brightness lead to differences in the sensors and light sources of the detection system.
-
-
Sensor: Due to the complex and unpredictable trajectories of the spatters in the 3D space compared to the melt pool, detection requires multiple sensors and sophisticated algorithms. A 3D detection solution with a quadruple-eye sensor combined with algorithms has been applied in a visible-light detection system. The emergence of 3D detection solutions provides more information in three dimensions, which improves the accuracy of the spatter detection.
-
-
Droplet spatter from the “Liquid base” of the melt pool: The droplet spatter originates from the instability of the melt pool. The Marangoni effect and the metal vapor recoil pressure generated on the surface of the melt pool lead to the spatter ejection from “liquid base” of the melt pool.
- Light source: Compared to the bright high-temperature melt pool, the spatters consist of both bright hot droplet spatters and dark cold powder spatters. The motion of dark cold powder spatter can hardly be captured without an external light source. Therefore, a visible light source must be applied to enable the detecting of two types of spatters.
- the spatters redeposit into the powder bed to be inclusions, resulting in a decrease in the quality of the re-cycle powder and affecting the subsequent L-PBF manufacturing.
] Powder materials 316L, 13-93 bioactive glass Increasing the viscosity of melt Leung et al. (2018) [66] Leung et al. (2018) [140] AISI 4130; 316L Reducing the oxygen content of powder Heiden et al. (2019) [67] - Initial stage (generation, adjacent to the melt pool)
- : The positions of the generation of both the cold spatters and hot spatters are adjacent to the melt pool. The ultra-high-frame-rate in situ detection using a high-temporal-spatial-resolution off-axis camera combined with the illumination light source can obtain a clear morphology of spatters, which helps to reveal the mechanism of the spatter generation.
-
Flight stage (ejection, away from the powder bed): The amount of spatter and the ejection angle significantly affect the internal defect of the part. The spatter trajectory, ejection velocity, ejection angle, and spatter size of the spatter should be obtained to investigate the intrinsic correlation between the spatter and the defect. A long monitoring time, high-frame-rate in situ detection system, along with the laser path using multi-sensors, is applied to capture the spatter flight (even with 3D information). The high-throughput data during L-PBF process can be used for the statistics analysis of spatter characterization. In general, only hot spatters are detected in this stage to reduce the processing pressure of the monitoring system.
-
Fall-back stage (re-deposition, close to the powder bed): The spatter eventually redeposits on the powder bed and parts, which affect re-coating and part quality. A layer-by-layer in situ detection with a wide field-of-view and high-spatial-resolution camera can obtain high quality images of the powder and parts. The image data employing algorithms extract and confirm the size and location of the redeposited spatter, which helps in predicting the forming quality of the parts and the location of the defect.
2.5. Differences In Situ Detection between Spatter and Melt Pool
Due to the complexity of spatters, algorithmic requirements are higher than for melt pool detection. Generally speaking, the melt pool goes along with the laser spot and the melt pool movement is in the 2D trajectory, but the spatter movement is in the 3D trajectory, so the detection of the spatter must be extended to 3D, which requires more in situ sensors and more information needs to be processed.- (1)
-
Compared with the detection of the melt pool, the spatter, with a micro size and extensive range of motion in the 3D space, is much more difficult to be detected, which requires multiple sensors, up to four sensors, with micron spatial resolution.
- (2)
-
Additionally, the melt pool is generated by the action of the laser in the metal powder bed, and its trajectory can be predicted according to the pre-defined laser path. In contrast, the trajectory of spatter is hard to be predicted due to the high-speed random motion in the 3D space, which requires sensors with a higher temporal resolution up to microseconds to detect the whole process of motion trajectory deflection.
- (3)
-
The data of spatter collected using sensors with high spatial resolution and high temporal resolution are several orders larger than the data of melt pool detection. Therefore, the data processing of spatter detection is more complex, which puts higher demands on the algorithm.
3. Mechanism of Spatter Generation
Under the interaction with a high-energy laser in L-PBF, metal powders are melted to form a melt pool when the temperature attains the melting point, then vaporized to form metal vapor or even a plasma plume when the surface temperature of the melt pool surpasses the boiling point. The different phases (solid, liquid, and vapor) significantly interact with each other during L-PBF process, among which the vapor–solid interaction and vapor–liquid interaction are the main mechanism of spatter generation. Therefore, it is necessary to investigate the mechanism of spatter generation.3.1. Spatter Classification
The spatters generated in L-PBF are in a different morphology, and a variety of parameters affect spatter generation. Until now, there has been no common definition of spatter categorization. Liu et al. [37][62] performed L-PBF single-pass scanning experiments with 316L stainless steel powder, reflecting the dynamic behavior of spatter perpendicular to the single-track scanning direction by the high-speed imaging technology. They divided the spatter into two categories: droplet spatter and powder spatter. It is known that the spatter formation mechanism can be demonstrated as the hot spatter ejection, mainly driven by the instability of the melt pool due to the vapor-induced recoil pressure, and the cold spatter ejection, mainly driven by the vapor-induced entrainment of the protective gas.3.2. Study of Droplet Spatter Ejected from “Liquid Base” of Melt Pool
The melt pool is a critical feature of L-PBF. Numerous studies on the spattering from the melt pool have been done using a numerical simulation, which avoided the high cost and inefficiency of repeated experiments. Khairallah et al. [38][68] studied the mechanism of spatter generation at the powder scale using a 3D high-precision model. The metal vapor exerted pressure on the melt pool during L-PBF, causing the emission of liquid metal. When the liquid metal was stretched, the column grew thinner and decomposed into tiny droplets because the surface tension tended to minimize the surface energy. Additionally, it was discovered that at the start of the scanning, it was rather easy to generate large-sized back-ejected spatters [39][69]. They assumed that the laser scanning velocity could not be kept constant at the beginning and end of the trajectory due to inertia, resulting in a deposition of a nonuniform energy density and causing such spatters. They proposed a stability criterion to eliminate back-ejected spatter effectively. Altmeppen et al. [40][70] proposed a method to simulate time-dependent particles and heat ejection from the moving melt pool. This model can predict the direction and velocity of spatter emission and determine the size and temperature of a single particle by evaluating the direction and velocity of local laser scanning.3.3. Study of Powder Spatter Ejected from “Solid Base” of Substrate
Due to the entrainment effect of the gas flow, powder particles close to the laser zone of action are ejected and spattered. Ly et al. [41][64] performed an experimental comparison of the melt pool hydrodynamics of laser welding and L-PBF processes. In contrast to laser welding, the primary cause of spatter in L-PBF was not the laser-induced recoil pressure, but the entrainment effect of the ambient gas flow driven by the metal vapor on the micro-particles. The high-speed X-ray video imaging of the defects and melt pool performed by Leung et al. [42][76] supported the Ly et al. hypothesis about the generation of cold and hot entrainment spatter during L-PBF. Chen et al. [43][77] built a multi-phase flow model to investigate the spatter generation during L-PBF. The spatter phenomena were shown to be the result of metal vapor- and ambient gas-induced entrainment, which supported the findings of Ly et al. [41][64].3.4. Study of Spatter Generation Mechanism in Multi-Laser-PBF Fabrication Process
Recently, a multi-laser beam based on L-PBF has been applied to fulfil the growing demand for large-sized part manufacturing in aerospace and energy fields. Andani et al. [44][79] investigated the spatter behavior of Al-Si10-Mg powder during dual-beam L-PBF using a high-speed camera technique. They showed that the number of operating laser beams significantly influences the spatter creation mechanisms during the SLM process. A higher number of working laser beams induces a greater recoil pressure above the melting pools and ejects a larger amount of metallic material from the melt pools. However, there was no description of the interaction between the dual-beam laser and the material in the overlap region. The mechanism by which a dual-beam laser generates spatter is distinct from that of a single-beam laser. Yin et al. [45][80] investigated the interaction between dual-beam lasers and the material in the overlap region during the dual-beam L-PBF of Inconel 718 alloy powder using a high-speed, high-resolution video imaging system. They proposed to use the spatter growth rate (rs) to quantitatively characterize the spatter behavior in multi-laser powder bed fusion (ML-PBF).4. Disadvantage of Spatter
Spatter is an unpreventable by-product of the complex heat transfer process between the laser and the metal powder in L-PBF [20][30][46][20,30,54]. Spatter brings a negative influence to the process stability and the efficiency of the energy, which reduces the quality of the manufactured object and can potentially damage the machine [38][68]. In accordance with the current research, the disadvantages posed by spatter in L-PBF can be classified into three categories: (1) The effect of spatter on the printing processing: spatter can affect the powder re-coating in the next layer, and reduce the energy input efficiency of the laser and the operation stability of the powder re-coating device [47][48][63,81] as well as the optical lens. (2) The effect of spatter on structure and performance: spatter is not conducive to controlling the structure (e.g., voids, roughness) and performance (e.g., tensile properties, oxygen contents) of printed parts. (3) The effect of spatter on powder recycling: recycled powder can entrain spatter particles, resulting in a significant deterioration of powder quality. The use of recycled powder for forming parts can lead to a reduction in part performance. According to the generation mechanism of spatter, it can be found that spatter has a negative influence on powder re-coating and energy absorption during L-PBF processing. Spatter causes a loss of laser energy, moreover, spatter re-deposition and oxidation also have an effect on the quality and structure of parts. A coating of oxide is generated on the spatter surface after L-PBF and the oxide layer greatly reduces the humidity of the liquid metal, which induces spheroidization [49][50][88,89]. The particles with an oxidized surface require more energy for melting and incorporation in the melt pool and in the bulk material, resulting in a lack of fusion [51][82]. The seriously oxidized spatter particles redeposit into the high-temperature melt pool, reversing the Marangoni convection flow direction [52][53][90,91]. Additionally, the oxidized spatter particles in the melt pool induce holes and defects [49][54][88,92]. Only 2 wt.% to 3 wt.% of the powder is selected for laser melting to metal pieces during L-PBF. Therefore, powder recycling is an efficient method of extending powder use [55][93]. However, recycled powder contains L-PBF by-products, which causes difficulties in powder recycling. Spatter particles are distributed in various sizes, a sieving mesh can easily remove most of the particles, but a small percentage of spatters smaller than the size of the original powders still remain. The powder recycling shows a distinct impact on the L-PBF process for powders of different components. (1) The 316L stainless steel powder is unique with an inherent SiO2 oxide layer on its surface that prevents the variable valence of metallic elements. It can be used up to 15 times in L-PBF without much affecting the mechanical properties of parts, but the oxygen content of the print increases with the number of recycles, and the part density decreases after 5 to 6 recycles [56][94]. (2) Ti-6Al-4V also contains an oxide layer on the surface; the elemental content of the powder remains nearly the same after 31 recycles, and the tensile strength, yield strength, and elongation are also almost unchanged [57][95]. (3) The recyclability of Al-Si10-Mg is poor, and its oxygen content doubles after 6 recycles [58][96]. (4) The steel alloy 17-4 PH showed a narrowing of the particle size distribution and a loss of tensile strength after 5 recycles [59][97]. (5) Hastelloy X is easy to be oxidized because it contains oxygenophilic elements such as Si, Cr, and Ni. Due to the wettability of Hastelloy X powder, it produces more spatters, which affects the re-cycling of the powder. He et al. [60][98] found that after 6 cycles of Hastelloy, the average particle size increased by 22% and the oxygen content increased by 48%, and the part porosity increased, resulting in a reduced part quality.5. Spatter Countermeasures
The disadvantages of spatter include the equipment, components, and powders. Effective spatter countermeasures would extend equipment life, improve the parts’ quality, and enhance powder use. The full cycle of the spatter can be divided into three parts: generation, ejection, and re-deposition. In the generation stage, the generation of spatter can be suppressed by optimizing the laser volumetric energy density (VED), laser beam mode, and pressure of the building chamber. During the ejection and re-deposition stages, the protective gas flow is applied to remove the spatters which are in motion above the powder bed.5.1. Process Parameters
In practice, regulating process parameters has emerged as a critical topic of study in reducing spatter effects during L-PBF. Process parameters such as (VED), scanning strategy, and build chamber pressures can affect the generation of spatter as follows: (1) Adopting a large spot combined with a low volume energy density can increase the depth of the melt pool and effectively suppress spatter. (2) The Bessel beam can be employed to stabilize the melt pool and reduce the generation of spatter. (3) The pre-sintering and re-coating printing strategy can reduce spatter generation. (4) Adding helium to the protective gas, reducing its oxygen content, and increasing the build chamber pressure can reduce spatter generation.5.2. Equipment and Materials for L-PBF
In addition to regulating process parameters, research on L-PBF equipment and materials has become a major focus for mitigating the effect of spatter. These two research areas will also contribute to the future commercialization of L-PBF technology. A summary of the research on L-PBF equipment and materials is shown in Table 10.Table 10. A summary of the research on L-PBF equipment and materials.Materials Spatter Countermeasures - (2)
-
- Powder spatter from the “Solid base” of the substrate: Powder spatter is induced by the entrainment effect of the ambient gas flow driven by the metal vapor. A low-pressure area is generated near the high-speed moving metal vapor, and the surrounding inert protective gas will be “entrained” to the vicinity of the melt pool, driving the powder spatter to be ejected from the “solid base” of the substrate.
- (3)
-
Spatter effects during L-PBF: Spatter has negative effects not only on the equipment and quality of parts, but also on the whole life cycle of the powder. Therefore, spatter significantly affects both the current L-PBF manufacturing and the subsequent L-PBF manufacturing.
-
-
Equipment: the laser light path will be obstructed by the ejected spatter, and the scraper will be damaged by the redeposited spatter.
-
Current L-PBF manufacturing: redeposited spatter can cause deterioration in the part structure and mechanical property.
-
Subsequent L-PBF manufacturing:
References L-PBF equipment 316L,
AluminumUniformity of flow field Philo et al. (2018) [61]
Xiao et al. (2021) [62]Philo et al. (2018) [135] Fedina et al. (2020) [ 68 ]
Fedina et al. (2021) [- (4)
-
Countermeasures for spatter in L-PBF: for the full cycle of spatter (generation–ejection–redeposition), the countermeasures for spatter are divided into spatter generation suppression and spatter removal.
-
-
Spatter generation suppression: the generation of spatter can be suppressed by optimizing the laser volumetric energy density (e.g., raising the scanning velocity, lowering the laser power, decreasing the layer thickness, and increasing the laser spot), laser beam mode (Bessel beams), and pressure of the building chamber.
-
Spatter removal efficiency: The gas flow removes process by-products from the process zone to enable an undisturbed process. Simulation framework methods (CFD and DEM) and a full-scale geometric model are employed to optimize the flow filed structure. A high-velocity gas flow under a certain value (counter-Coanda effect) applied in the center of the powder bed greatly improves the efficiency of spatter removal.
69 ] Heiden et al. (2019) [ 141 ] Fedina et al. (2020) [ 142 -
-
-
-
-
-
-