Flowback-produced water (FP) is a waste fluid associated with hydraulic fracturing in unconventional oil and gas development (UOG). Initially, FP reflects the composition of the hydraulic fracturing fluid, which is referred as flowback water (FBW). After the initial months of well production, the waste fluid is predominantly representative of the formation and is known as produced water (PW).
- produced water
- hydraulic fracturing
1. Technologies Utilized in Produced Water Treament
-
Chemical oxidation facilitates the flocculation of volatile and semi-volatile organics, the precipitation of inorganic compounds, and the eradication of bacteria. Additionally, the use of oxidizing agents leads to the volatilization and remediation of undesirable odors and colors, respectively. The oxidizing agents most commonly used in FP treatment include ozone, hydrogen peroxide, chlorinated compounds and permanganate [4]. Advanced oxidation processes (AOPs) comprise a set of chemical treatments that remove organic matter by reaction and subsequent degradation with a hydroxyl (OH) group. Furthermore, AOPs are thought to be environmentally sustainable for chemical oxygen demand (COD) degradation [13]. Recent advances in this technology involve the addition of nanoparticles to enhance the removal of major organics from fracking wastewater [51].
| Bakken Shale Range (mg/L) [9]13[14][15][,4016,54],55[17],56[18][,57] |
Permian Basin Range (mg/L) [19][20][21][6,58,59] |
Well Stimulation (mg/L) [11][15] |
Agricultural Use (mg/L) (EPA) |
Drinking Water (mg/L) (FAO & EPA) |
|
|---|---|---|---|---|---|
| METAL | |||||
| Magnesium (Mg) | 1530–3790 | 1630–1950 | 2000 | ||
| Iron (Fe) | 0.70–30.20 | 11 | 10.00 | 5.00 | 0.30 |
| Manganese (Mn) | 5.20–17.20 | 11.00–53.00 | 0.20 | 0.05 | |
| Aluminium (Al) | <LOQ–8.30 | 5.00 | 0.05–0.20 | ||
| Calcium (Ca) | 13,140–41,160 | 10,000–15,000 | 2000 | ||
| Sodium (Na) | 89,100–189,000 | 48,000–54,000 | 69.00 | ||
| Potassium (K) | 3510–9530 | 570–1100 | |||
| Barium (Ba) | 6.40–26.30 | 0.00–16.00 | 20.00 | 2.00 | |
| Strontium (Sr) | 709–2450 | 730.0–820.0 | |||
| Cobalt (Co) | 0.030–0.20 | N/A | 0.050 | ||
| Nickel (Ni) | <LOQ–3.80 | 0.020 | 0.20 | 0.07 | |
| Lithium (Li) | 34.50–89.70 | 18.80 | 2.50 | ||
| Chromium (Cr) | 0.10 | 0.10 | |||
| Radium 226 (Ra) | 527.1–1211 pCi/L | 5.000 pCi/L | |||
| Uranium (U) | 30.00 µg/L | ||||
| Copper (Cu) | 4.60–16.90 | 0.20 | 1.00 | ||
| Zinc (Zn) | 2.50–10.10 | 2.00 | 5.00 | ||
| Arsenic (As) | 1.1 | 0.10 | 0.01 | ||
| Beryllium (Be) | 0.10 | 0.004 | |||
| Lead (Pb) | 0.00–3.50 | 5.00 | 0.015 | ||
| Silver (Ag) | 0.10 | ||||
| Molybdenum (Mo) | 0.01 | ||||
| Cadmium (Cd) | 0.001–0.031 | 0.01 | 0.005 | ||
| Vanadium (V) | 0.60–1.00 | 0.10 | |||
2. Costs Associated with Produced Water Treatment
| Unit | Bakken Region | Permian Region | Reference | ||
|---|---|---|---|---|---|
| Saltwater Disposal (SWD) cost | |||||
| Disposal volume | bbl/year | 3.43 × 108 | 1.6 × 109 | [41]41[51][,42] | |
| Transportation Cost * | USD/bbl | $0.60 | $0.60 | [47][86] | |
| Well Injection Cost | USD/bbl | $0.5 | $0.5 | [52][43] | |
| Well disposal Cost | USD/year | $171,730,000 | $831,605,000 | ||
| Water management Cost—Scenario 1 | USD/year | $377.30 M | $1.76 B | ||
| Treatment and reuse | |||||
| Chemical oxidation | USD/bbl | $0.20 | $0.20 | (Correspondence w/water treatment company) | |
| Chemical precipitation & nanofiltration | USD/bbl | $0.24 | $0.24 | (Correspondence w/water treatment company) | |
| Water management Cost—Scenario 2 | USD/year | $150.92 M | $704.00 M | ||
| Thallium (Tl) | |||||
| 0.00–0.20 | |||||
| 0.002 | |||||
| Antimony (Sb) | |||||
| 0.006 | |||||
| Rubidium (Rb) | 0.30–12.90 | ||||
| Mercury (Hg) | 0.002 | ||||
| NON-METAL | |||||
| Chloride (Cl−) | 21,728–136,220 | 111,000–138,000 | 30,000–50,000 | 92.00 | 250.0 |
| Bromide (Br−) | 91.6–558 | 1370–1650 | |||
| Silicon (Si) | 32 | 35.00 | |||
| Fluoride (F−) | 1.00 | 4.00 | |||
| Boron (B) | 25.0–260.1 | 10.00 | 0.70 | ||
| Selenium (Se) | 0.10–1.00 | 0.02 | 0.05 | ||
| POLYATOMIC IONS | |||||
| Sulfate SO42−) | 0.000–293.0 | 515–743 | 500 | 250 | |
| Bicarbonate (HCO3−) | 35.00–856.0 | 92–160 | 300 | 91.50 | |
| Nitrite (NO2−) | 1.00 | ||||
| Nitrate (NO3−) | 5.000 | 10.00 | |||
| Phosphate (PO43) | 584 * | ||||
| Ammonium (NH4+) | 44.8–2520 | 655 | |||
| Cyanide (CN−) | 0.200 | ||||
| OTHER PARAMETERS | |||||
| pH | 4.1–7.2 | 7.30 | 6.0–8.0 | 6.5–8.4 | 6.5–8.5 |
| TDS | 128,300–388,600 | 174,213–212,984 | 450 | 500 | |
| TSS | 7040 * | 6850–21,820 | 500 | ||
| Total nitrogen | |||||
| TOC | 311 * | 86.25–184.21 | |||
| Alkalinity (CaCO3) | 0–562.8 | 2345 | |||
| Turbidity (NTU) | 13 | 53.4 | |||
| DOC | 80 * | 63.45–145.71 | |||
| Conductivity (mS/cm) | 201.2 | ||||
| Nonvolatile dissolved organic carbon (NVDOC) | 1.13–3.31 | ||||
| Total Hardness(mg/L CaCO3) | 31,000–59,000 | ||||
| Chemical Oxygen demand (COD) | 20,000–79,000 | ||||
2. Adsorption is applied for the sequestration of organics and metal contaminants. However, it is more of a polishing step for other preceding treatment modalities instead of being a sole separation technique on its own. It is important to note that the adsorption efficiency of various media is mediated by salinity. Activated carbon media are effective for organic contaminants, whereas, activated zeolite is an effective adsorbent for the removal of scaling ions such as Ca
- 2.
-
Adsorption is applied for the sequestration of organics and metal contaminants. However, it is more of a polishing step for other preceding treatment modalities instead of being a sole separation technique on its own. It is important to note that the adsorption efficiency of various media is mediated by salinity. Activated carbon media are effective for organic contaminants, whereas, activated zeolite is an effective adsorbent for the removal of scaling ions such as Ca
2+
- and Mg
2+ [22] that are generally present in elevated concentrations in FP (see
Table 1). Other possible absorbents include alumina and organoclays [8]. In recent studies, Sun et al. achieved the removal of several metal pollutants; for instance, Cu(ll), As(V), Cr (Vl), Cr(ll) and Zn(ll) on Fe-impregnated biochar, a carbon-rich fine-grained pyrolysis residue [23].
3. Membrane filtration consists of the separation of a fluid from dissolved substances by a porous surface. This includes reverse osmosis (RO), microfiltration (MF), nanofiltration (NF), ultrafiltration (UF) and forward osmosis (FO). RO removes solids by the application of hydraulic pressure to move water molecules through a semi-permeable membrane; MF allows the physical separation of suspended solids and turbidity depletion via the retention of particles larger than the micropores in the membranes. UF reduces odor, organic matter and color with pore membranes on the order of microns. NF offers selective particle rejection based on size and charge, which lessens multivalent ions, and FO lowers TDS in high-saline brines, benefiting from osmotic pressure and transporting water molecules through a semipermeable membrane from the less-concentrated feed to the highly concentrated solution [22]. Some modalities could be applied as treatment technologies on their own, such as MF and UF; others are steps in a more complex separation process. The obstacles to overcome include the membrane fooling/clogging due to interactions with VOCs in NF/RO, fouling caused by high Fe concentration in MF/UF, and scaling in RO [8][9][23][24] as well as RO’s limitation to ionic strengths lower than that of sea water (approx. 40,000 ppm) [25].
4. Electrocoagulation (EC) promotes the precipitation of metals in the form of hydroxides by the addition of direct current through a metal electrode. This has been shown to be efficient and economically feasible for wastewater [26]. Previous studies have demonstrated high removals of turbidity, COD, oils and greases by EC. For example, Kausley et al. reported efficacy in the removal of total organic carbon (TOC) and scaling-causing ions, particularly Ca
- ). Other possible absorbents include alumina and organoclays [4]. In recent studies, Sun et al. achieved the removal of several metal pollutants; for instance, Cu(ll), As(V), Cr (Vl), Cr(ll) and Zn(ll) on Fe-impregnated biochar, a carbon-rich fine-grained pyrolysis residue [61].
- 3.
-
Membrane filtration consists of the separation of a fluid from dissolved substances by a porous surface. This includes reverse osmosis (RO), microfiltration (MF), nanofiltration (NF), ultrafiltration (UF) and forward osmosis (FO). RO removes solids by the application of hydraulic pressure to move water molecules through a semi-permeable membrane; MF allows the physical separation of suspended solids and turbidity depletion via the retention of particles larger than the micropores in the membranes. UF reduces odor, organic matter and color with pore membranes on the order of microns. NF offers selective particle rejection based on size and charge, which lessens multivalent ions, and FO lowers TDS in high-saline brines, benefiting from osmotic pressure and transporting water molecules through a semipermeable membrane from the less-concentrated feed to the highly concentrated solution [62]. Some modalities could be applied as treatment technologies on their own, such as MF and UF; others are steps in a more complex separation process. The obstacles to overcome include the membrane fooling/clogging due to interactions with VOCs in NF/RO, fouling caused by high Fe concentration in MF/UF, and scaling in RO [4,13,63,64] as well as RO’s limitation to ionic strengths lower than that of sea water (approx. 40,000 ppm) [65].
- 4.
-
Electrocoagulation (EC) promotes the precipitation of metals in the form of hydroxides by the addition of direct current through a metal electrode. This has been shown to be efficient and economically feasible for wastewater [66]. Previous studies have demonstrated high removals of turbidity, COD, oils and greases by EC. For example, Kausley et al. reported efficacy in the removal of total organic carbon (TOC) and scaling-causing ions, particularly Ca
2+
- , Mg
2+
- , CO
32−
- and HCO
3-, from synthetic PW and PW [26][27]. The precipitation of metal cations in the form of hydroxides could be further exploited to make the treatment of FP more economically viable to the industrial sector through the generation and commercialization of Cu
2+
- , Mn
2+
- , Zn
2+
- , Al
3+
- , Fe
3+
- , Ni
2+
- , Mg
2+
- , Ca
2+
- , Na
+
- and several other metal hydroxides. Moreover, HCl could be produced by hydrolysis of Cl
2 gas generated during the process [27][28][29][30].
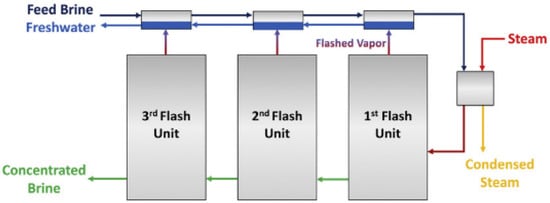
5. Distillation is a thermal process in which solid particles are separated from liquid matrix by boiling point differences. One of the promising variations for brine desalination is multistage flash distillation (MSF). In MSF, the saline solution is converted into a vapor state and then goes through successive units in which the solution evaporates and condensates. In each unit, a fraction of the original feed remains as a highly concentrated brine (see
- gas generated during the process [67,68,69,70]. (Greater details will be discussed in subsequent sections of this review).
- 5.
-
Distillation is a thermal process in which solid particles are separated from liquid matrix by boiling point differences. One of the promising variations for brine desalination is multistage flash distillation (MSF). In MSF, the saline solution is converted into a vapor state and then goes through successive units in which the solution evaporates and condensates. In each unit, a fraction of the original feed remains as a highly concentrated brine (see
Figure 1) [22]. The technique produces high-quality fresh water [31] and is efficient in the treatment of brackish/sea water. Nevertheless, for future applications in PW treatment, it is suggested to pretreat the inlet water with chemical softeners, filtrations and/or ion exchange technologies to avoid scaling and fouling, as well as to upgrade the infrastructure material to stainless steel to prevent corrosion [22]. The latter increases capital costs. Additionally, the salts produced by this treatment modality can serve as a feedstock for electrocatalytic processes to produce acids (HCl) and caustic agents (NaOH).
- ) [62]. The technique produces high-quality fresh water [71] and is efficient in the treatment of brackish/sea water. Nevertheless, for future applications in PW treatment, it is suggested to pretreat the inlet water with chemical softeners, filtrations and/or ion exchange technologies to avoid scaling and fouling, as well as to upgrade the infrastructure material to stainless steel to prevent corrosion [62]. The latter increases capital costs. Additionally, the salts produced by this treatment modality can serve as a feedstock for electrocatalytic processes to produce acids (HCl) and caustic agents (NaOH).