Smart textiles have recently aroused tremendous interests over the world because of their broad applications in wearable electronics, such as human healthcare, human motion detection, and intelligent robotics. Sensors are the primary components of wearable and flexible electronics, which convert various signals and external stimuli into electrical signals. While traditional electronic sensors based on rigid silicon wafers can hardly conformably attach on the human body, textile materials including fabrics, yarns, and fibers afford promising alternatives due to their characteristics including light weight, flexibility, and breathability. Of fundamental importance are the needs for fabrics simultaneously having high electrical and mechanical performance.
- textile
- sensor
- hierarchical design
- wearable electronics
1. Introduction
2. Selection of Constituent Materials
2. Selection of Constituent Materials
The first step for the design of wearable electronics is the selection of building blocks, which are able to afford outstanding mechanical properties without sacrificing electrical performance.2.1. Metallic Nanostructure
Thanks to the high free-electron density, metals are deemed as the most conductive materials on Earth, among which silver is the most widely studied given its highest conductivity [8][9][25,26]. However, as metal wires are relatively rigid and cannot be effectively woven into fabric, they are usually coated on polymer fibers or embedded in composite fibers. More intriguingly, when the size of metals decreases down to nanoscale, their physical properties become distinct from the bulk counterparts. This enables the metal nanostructures to be competent candidates for conductive-filled materials in textile-based sensors. Extensive studies have demonstrated the successful application of gold, silver, and copper nanowires in electronic textile devices [10][27].2.2. Conductive Polymer
Conducting polymers with π-conjugated bond structures possesses superior electrical properties comparable to metals. Besides that, they have additional advantages including light weight, transparency, intrinsic flexibility, processability, cost-effectiveness, biocompatibility, and so forth. Commonly used conductive polymers include polypyrrole (PPy), polyaniline (PANI), polythiophenes (PTs), and poly(3,4-ethylenedioxythiophene) (PEDOT) [11][9], which satisfy different practical requirements. In particular, polypyrrole has been widely utilized in biomedical applications, attributed to its thermal stability, biocompatibility, and biodegradability [12][13][14][30,31,32]. Nevertheless, it is sensitive to moisture and prone to deterioration over time when exposed to a humid environment [15][33]. In contrast, PANI displays high environmental stability and is the optimal choice for corrosion protection, while its non-biodegradability, low processability, and low flexibility limit its application in biological fields [16][17][18][34,35,36].2.3. Carbon Nanomaterial
Carbon nanomaterials (e.g., carbon nanotubes (CNTs), graphene and its derivatives) hold enormous potential in the application of flexible sensors. This is due to their low-dimensionality, huge specific surface area, and a collection of fascinating physical properties, including excellent flexibility, ultrahigh strength, and electrical conductivity.2.4. Two-Dimensional (2D) Materials
The intensive study of graphene has drawn worldwide attention to other 2D materials as well. Some emerging 2D materials such as transition metal dichalcogenides (TMDs) [19][20][21][49,50,51], transition metal carbides and nitrides (MXene) [22][52], black phosphorus [23][53], and metal-organic frameworks (MOFs) [24][54] have been synthesized and used for the preparation of flexible sensors.3. Microstructural Control of Fiber
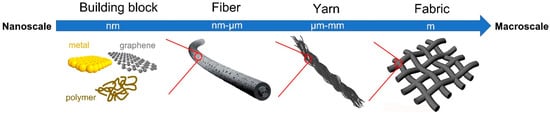
Fibers act as the building blocks of textiles to create various styles of clothes through knitting or weaving technologies. They are usually prepared by a spinning method (e.g., wet-spinning and electrospinning) and present a straight configuration with limited stretchability [25][26][27][58,59,60]. To this end, substantial efforts have been dedicated to improving the deformability of fiber sensors while maintaining high electrical conductivity.3.1. Helical or Twisted Structure
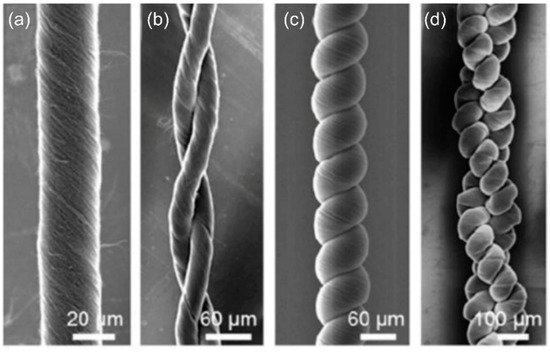
The creation of the helical structure of fibers affords an effective way to increase the stretchability, which can be achieved by mechanically twisting or coiling straight fibers. When the helix fiber is under tension, it is subject to a straightening process first, so that the tensile strain directly imposed on the fiber is minimized. It has been documented that the spiral-arranged textures along twisted graphene fibers improve their tear resistance and fracture toughness [28][61]. From a mass production perspective, twisting and coiling is also a relatively common process in industry and is simple to scale up.3.2. Core–Sheath Structure
The design of coaxial fibers provides an alternative pathway to gain higher stretchability. Coaxial fibers commonly include a conductive core wrapped by an elastic shell. Distinct from the twisting structure, the core–sheath structure offers a shorter ion transport path and a higher stability upon external loading due to the strong interface bonding within the layer-by-layer configuration [29][65].3.3. Buckling Structure
Introducing buckling structure via the pre-stretch-and-release method has been manifested as a facile way to realize the high stretchability and flexibility in electronic devices [30][31][70,71]. Similar to helical configuration, the buckling structure is flattened first under tensile loading, thus giving rise to a stable conductance during deformation. According to the literature [3][6][3,6], a buckling structure can be created in either conductive core fibers in TPE or conductive coating materials wrapped on pre-stretched elastomeric fibers.4. Configurational Engineering of Yarn
Yarn is defined as an assembly of a bunch of fibers held together through the insertion of twist to form continuous strands. From the structure point of view, typically, there are three main technologies involved in the production of yarn [32][77]: (1) Yarns are produced by placing the fibers in parallel that are bonded together via mutual frictional forces. Given the weak friction resistance dominated by van der Waals forces, the tensile loads imposed to the yarn easily induces mutual slippage when the yarn suffers from severe bending or twisting deformation. This is an irreversible process that can cause easier failure at low strains and faster degradation of conductivity. (2) Densely aligned CNT bundles can be prepared by twist spinning, typically showing a high conductivity of 300 S/cm) and high strength of more than 100 MPa, whereas the interfibrillar slip phenomena are still inevitable. As a result, the sensitivity of the helical fiber strain sensors is relatively low and strain range is also lower less than the maximum sustained strain. (3) In light of the limited stretchability of straight or twisted yarns, substantial efforts have been directed towards configurational engineering by introducing multiply or coiled structures via overtwisting the yarns under tension [33](Figure 6) [78].