Your browser does not fully support modern features. Please upgrade for a smoother experience.
Please note this is a comparison between Version 1 by Marco Valente and Version 2 by Beatrix Zheng.
Due to the extremely low viscosity of the cyclic lactams and the superior mechanical properties of the polymers obtained from them, these materials have great potential for application in different liquid composite molding (LCM) techniques. Unsurprisingly, extensive academic research has been conducted over the past years to investigate possible industrial applications of anionically polymerized thermoplastic composites (TPCs) reinforced with glass, carbon, aramid, or natural fibers [18]. It is important to remember that enormous progress has been made in the development of machinery and materials. There are different types of reactive processes for obtaining Nylon-6 composites; some of the main technologies are presented.
- thermoplastic resin
- casting
- chemical properties
- anionic polyamide 6
- vacuum infusion
- composite LCA
1. Reactive Injection Pultrusion
The thermoplastic reaction injection pultrusion provides an alternative for the preparation of thermoplastic composites with high fiber content. Pultrusion is one of the most cost-effective and energy-efficient methods of manufacturing continuous fiber-reinforced composite profiles. Over the past 70 years, thermosetting resins have dominated the pultrusion industry, owing to their rapid curing and effective impregnation, along with low viscosity. However, thermosetting resins have several disadvantages. They are brittle, sensitive to impact, and cannot be recycled. In addition, volatile compounds would be released during the pultrusion process of many thermosetting resins, and this is contrary to environmental protection policies. Thermoplastic polymers completely avoid the above shortcomings and offer improved impact strength, damage tolerance, toughness, and reparability [1][43]. Nevertheless, a relative high viscosity (100–10,000 Pa·s) of molten thermoplastics [2][44] limits the impregnation ability, resulting in the poor quality of the pultruded products. Several impregnation techniques for thermoplastic pultrusion have been developed by researchers. One way was to put the polymer and fibers in intimate contact prior to the final molding step. Pre-impregnated materials, such as prepreg tapes, commingled fibers, and powder coated towpregs, had been well-developed for pultrusion processes [3][4][5][6][45,46,47,48]. However, there was still a large gap in achieving good impregnation with high fiber content between thermoplastic polymers and thermosetting resins [1][43].
In order to solve this problem, reactive processing of thermoplastic composites with anionic ring-opening polymerization of polyamide-6 (PA-6) has been developed by researchers [7][8][7,10]. The impregnation of high content fibers can be easily achieved through caprolactam (monomer of PA-6) with extremely low viscosity (5 m Pa·s) [8][10]. Luisier et al. developed a pilot reactive injection pultrusion line in the base of anionic polymerization of polyamide-12 (PA-12) [9][49]. Epple et al. successfully prepared thermoplastic composites with anionic PA-6, using a pultrusion process, but the optimization of process condition, properties, and microstructure of pultruded composites were not reported in detail [10][50].
2. Infusion Techniques
The infusion techniques described in this section are already optimized for thermosets, while, for thermoplastics, researchers are still trying to implement them, as there are some difficulties.
Three reactive processes are introduced: structural reaction injection molding, resin film infusion, and vacuum infusion (see Figure 12). Reactive processes for the manufacturing of short-fiber-reinforced composite parts, such as reinforced reaction injection molding (RRIM) [11][12][13][14][28,51,52,53], are discussed in the literature.
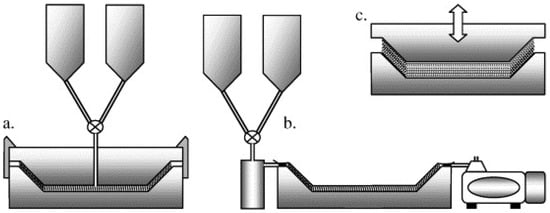
2.1. Structural Reaction Injection Molding (SRIM)
The mixture is infused onto the dry fiber bed, which is placed between two solid mold halves, at high pressure (8–10 bar) (see Figure 12a) [16][17][18][19][20][21][22][23][24][25][26][27][28][29][24,55,56,57,58,59,60,61,62,63,64,65,66,67]. The process is closely related to Resin Transfer Molding (RTM) of thermoset composites [1][43]. To obtain a proper fiber impregnation, 1 Pa s is generally regarded as the maximum viscosity limit of the reactive mixture [30][68]. At the end of the polymerization, the composite part can be demolded. As the size of the product increases, the clamping force required to keep the mold closed during resin injection also increases. As a result, the dimensions of parts produced via SRIM are limited. The reactive material systems are separated into two material feeds to prevent premature polymerization. Just before entering the mold, material feeds from two tanks are mixed and polymerization begins. The great advantage of SRIM is the fast cycle time, and the high tooling costs are the main disadvantage.
Injection Molded Thermoplastic Composites
Injection molding, which allows for the fast, low-cost production of composite parts, is, however, a commonly used technique to produce short-fiber-reinforced thermoplastics. Their applications are growing rapidly, because of the good feature of the net-shaped components with good dimensional accuracy and relatively short cycle time [31][69]. Short-fiber reinforcement of thermoplastics materials is extensively used because it results in composites with high impact resistance, good dimensional stability, a high strength-to-weight ratio, and good thermal insulation properties of the molded parts comparable to unreinforced plastics and some conventional metal alloys. However, the mechanical properties of short-fiber composites are not as good as composite with continuous reinforcing fibers [32][70]. According to Fu et al. [33][71], the specific work of fracture or the fracture toughness of short-fiber composites is caused by all of the following failure mechanisms: (1) fiber–matrix interfacial debonding, (2) post-debonding friction, (3) matrix plastic deformation, (4) fiber plastic deformation, (5) fiber fracture, (6) matrix fracture, and (7) fiber pull-out, and it is closely related to the fiber volume fraction and the fiber length. In general, the failure mechanisms depend not only on the properties of the constituents but also on the bonding efficiency across the interface, as well as the fiber volume fraction, the fiber length, and the fiber orientation.
This technology currently allows for the production of PA-6 matrix thermoplastic composites reinforced with short glass fibers such as polyamide PA-6 Nylon composite pellets. It is reiterated that, to produce this type of material, the process does not start from the monomer, but directly from the polymerized thermoplastic, which, in turn, is mixed with the short fibers and is molded by injection molding.
To manufacture long-fiber composites and ensure a good impregnation, starting from the monomer is the only way. This also brings into play the possibility to impregnate non-woven fabrics and move toward an increasingly green direction, since, in contrast to the fabric, there is the chance to create composites with recycled fibers (TNT) and a recyclable matrix. This is the main reason why, in this review work, we have focused in detail on the vacuum infusion technology, which we discuss in detail in Section 5.
2.2. Resin Film Infusion (RFI)
Fabrics already pre-impregnated by the mixture are used with inhibition of reactivity during the handling and storage phases. This is a film of resin superimposed on the fabric, generally referred to as thermosetting matrices, such as epoxy resin. The polymerization will take place through the application of heat and pressure (see Figure 12c) [34][72].
2.3. Vacuum Infusion
In a common vacuum infusion process for polymer composite [35][73] dry fiber fabrics are placed on a solid mold half, which defines the part geometry (see Figure 12b) [7][35][36][37][38][39][40][7,73,74,75,76,77,78]. Among the processes just described, vacuum infusion turns out to be one of the most effective techniques that allows treating high volumes with simpler and even cheaper equipment. Study and analysis of the operating conditions of the process are discussed in more detail in Section 5.
3. Thermoplastic Resin Transfer Molding (T-RTM)
In resin transfer molding (RTM), the reinforcing material is preplaced in the mold and impregnated with the matrix material by pressure or vacuum. This technology has made it possible to reduce manual work, but, despite this, the cycle time and, for most of the resins, the curing time are still long. Furthermore, the recycling of crosslinked matrix composites on an industrial scale is still in its infancy [41][79]. T-RTM was developed to overcome these problems. The technology is based on RTM, which was previously used for crosslinked composites, but, in this case, is used for reactive thermoplastic polymers. In reactive processing, polymerization takes place starting from monomers with the addition of an initiator and activator. Monomers have a low molecular mass, which leads them to have a viscosity similar to water, so they can easily impregnate the dry reinforcement material. During reactive processing, a chemical change occurs, but the result is a thermoplastic polymer without crosslinking [42][80].