High energy demand from the market due to the rapid increment of the human population worldwide has urged society to explore alternatives to replace non-renewable energy. Renewable diesel produced from biomass could be the next potential energy source for its high stability, long-term storage, and comparable performance with diesel fuels. In producing renewable diesel, the application of catalyst is essential, and the catalyst support is synthesized with the catalyst to enhance the reaction rate and catalytic properties. The application of the supported catalyst in increasing the selectivity and yield of renewable diesel is significant, in which the catalytic properties depend on the interaction between catalyst and catalyst support. The supported catalyst as a favorable substance to assist in enhancing renewable diesel yield could lead to a sustainable and greener future for the biofuel industry in Malaysia.
1. Introduction
Renewable diesel (also known as green diesel) that is chemically identical to diesel is potentially substituting fossil fuels and securing the world’s energy demand. Renewable diesel is different from biodiesel but producible using feedstocks such as waste cooking oil (WCO), lignocellulosic biomass, vegetable oils, etc. [1][2][3]. As renewable diesel is chemically identical to diesel, it contains no oxygen, allows stable storage in the long term, no compatibility modifications are required in diesel engines, and has outstanding performance in cold weather. On the other hand, the instability of biodiesel has been an issue as biodiesel degrades easily if it comes into contact with water. As biodiesel contains functional groups such as carbonyl groups (which contain oxygen), biodiesel is prone to oxidation at higher temperatures due to the formation of oxidation products. The drawbacks of biodiesel in storage and low performance under cold weather have urged the discovery of better alternatives to replace biodiesel. In addition, it was reported that renewable diesel has cleaner combustion due to its low aromatic content, which is less than 0.1 wt% and possesses a similar net heating value to conventional diesel [4][5]. Renewable diesel can be used in high concentrations compared to conventional biodiesel even as a standalone product in diesel engines, which has successfully gained attraction from fuel industries. Around 0.6 billion gallons per year of production capacity was reported at the end of 2020 for the United States [6]. The rapid expansion of renewable diesel plants in the United States shows the current trend of shifting energy production to renewable diesel production, where the production capacity is predicted to be 2.65 billion gallons over the next three years [7].The high population over the world and on-going industrial activities for technology development, daily activities, etc. have contributed to the enormous energy demand and increased environmental pollution severity. The usage of non-renewable sources remains a major energy source in most developing countries and alternatives should be explored to overcome the current issues faced. To date, renewable sources such as lignocellulosic biomass, wastes, oilseeds, etc. have been utilized as biofuel feedstocks for their sustainability in reducing the carbon footprint throughout the cycle from up to downstream processing.
Aside from being a fuel source, renewable diesel (also known as green diesel) that is chemically identical to diesel is potentially substituting fossil fuels and securing the world’s energy demand. Renewable diesel is different from biodiesel but producible using feedstocks such as waste cooking oil (WCO), lignocellulosic biomass, vegetable oils, etc. [1,2,3]. As renewable diesel is chemically identical to diesel, it contains no oxygen, allows stable storage in the long term, no compatibility modifications are required in diesel engines, and has outstanding performance in cold weather. On the other hand, the instability of biodiesel has been an issue as biodiesel degrades easily if it comes into contact with water. As biodiesel contains functional groups such as carbonyl groups (which contain oxygen), biodiesel is prone to oxidation at higher temperatures due to the formation of oxidation products. The drawbacks of biodiesel in storage and low performance under cold weather have urged the discovery of better alternatives to replace biodiesel. In addition, it was reported that renewable diesel has cleaner combustion due to its low aromatic content, which is less than 0.1 wt% and possesses a similar net heating value to conventional diesel [4,5]. Renewable diesel can be used in high concentrations compared to conventional biodiesel even as a standalone product in diesel engines, which has successfully gained attraction from fuel industries. Around 0.6 billion gallons per year of production capacity was reported at the end of 2020 for the United States [6]. The rapid expansion of renewable diesel plants in the United States shows the current trend of shifting energy production to renewable diesel production, where the production capacity is predicted to be 2.65 billion gallons over the next three years [7].
To produce renewable diesel, the selection and properties of catalysts are the key factors in optimizing the yield of end products in the catalytic reactions. Catalysts are commonly applied to perform catalytic upgrading into renewable diesel or aid in the hydroprocessing of renewable diesel production. Types of catalysts are categorized into supported and unsupported catalysts, where the supported catalysts have much higher surface areas as compared to unsupported catalysts which only range from 1 to 50 m
2 g
−1. For example, the specific areas of common supports such as active carbons, alumina, and silica can be up to 1000 m
2 g
−1 or more for active carbons, and range from 200 to 300 m
2 g
−1 for the latter
[8]. The increment of specific areas in supports allows small catalyst particles to be widely dispersed on the surface of the support, thereby enhancing the catalytic reaction rate. The existence of supports provides stability and improves the interaction between catalysts and supports
, [9]especially for nano-sized and powdered catalysts [9]. In addition, the support in catalysts enables the efficiency of catalysts to be fully utilized as a catalytically active center and influences the characteristics of supported metal catalysts through the activation of supported metal by their physical and chemical properties
[10].
2. Renewable Diesel and Biodiesel Production
Both renewable diesel and biodiesel are categorized as biofuel as they are produced from renewable feedstocks. To differentiate them, renewable diesel is also known as green diesel or hydrotreated vegetable oil. Although the feedstocks of renewable diesel and biodiesel are similar, the production process is varied as biodiesel is mainly produced by transesterification and renewable diesel is mainly produced by hydroprocessing (hydrocracking and hydrotreatment) with the presence of hydrogen.
The molecular structure of renewable diesel, biodiesel, and petroleum diesel are varied and shown in Figure 1.
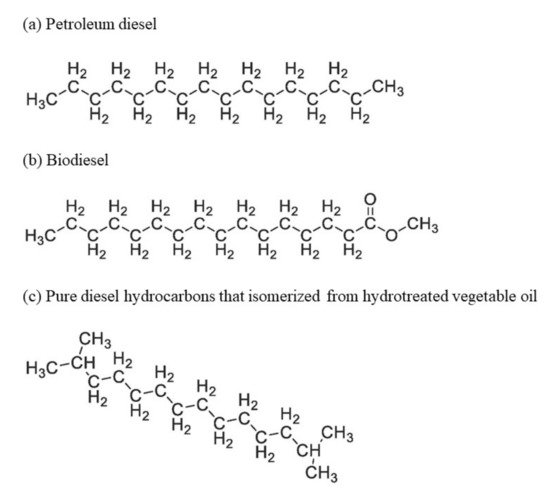
Figure 1. Structure of (a) petroleum diesel, (b) biodiesel, and (c) renewable diesel. Adapted with permission from ref. [11]. 2022 Elsevier.
Transesterification is the most common method applied in the industries to produce biodiesel, e.g., alkyl esters and fats, as compared to other techniques such as microemulsion, blending with fossil diesel, and pyrolysis (thermal cracking)
[11][12]. The mechanisms of transesterification are illustrated in Figure 2.
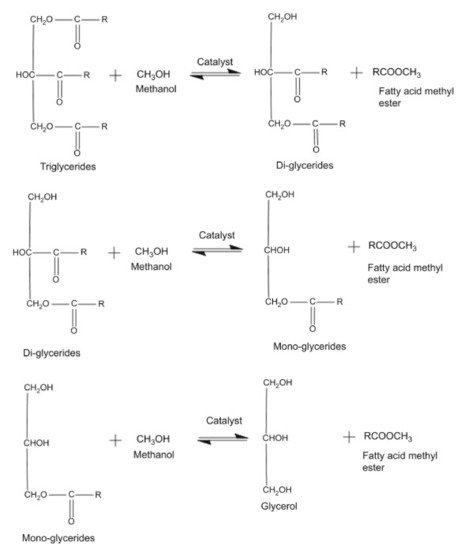
Figure 2. Mechanisms of transesterification. Adapted with permission from ref. [13].
2019 Elsevier.
The history of biodiesel begins with the attempts of biofuel engine operation by Rudolph Diesel using peanut oil (1900) and vegetable oil (the 1930s) in running engines with no modifications conducted
[12][14]. However, the high kinematic viscosity, low volatility, and large molecular mass of vegetable oil imply the impracticality of direct usage in the diesel engine as the performance of the engine is affected
[13][15]. Hence, transesterification is applied to convert
v1 mole
getable oil into biodiese of triglyceride into 3 moles of mono-alkyl ester and 1 mole of glycerol with the assistance of 3 moles of alcohol. Transesterification can be conducted with or without
cthe presence of catalysts, where homogeneous catalysts are the traditionally used catalysts for industrial production
[14][16]. However, the disadvantages of homogeneous catalysts such as difficulty in separation of catalysts and products as well as incapability of reusing catalysts have led to the application of heterogeneous catalysts in biodiesel production.
A Otrimetallic oxide catalyst, SrO-CaO-Al2O3, was st
udied recently and successfully overcame the
r tha issue of active species leaching into the reaction solution while reusing CaO as a catalyst [17]. In
that study, the
terogeneo outstanding catalytic stability of the mentioned catalyst was discovered even after the fifth reused cycle and is capable of achieving a fatty acid methyl ester (FAME) yield of around 93%. Other than heterogeneous catalysts, biocatalysts such as immobilized lipase from
Bacillus mycoides and
Ophiostoma piceae strains, as well as fermented macaúba cake are used to assist in enzymatic transesterification
[15][16][17][18,19,20]. Biocatalysts are studied as they are eco-friendly, generate minimal waste while consuming less energy, and function well under mild process conditions
[20]. Other than [17]the type of catalyst, the common alcohol used for biodiesel is methanol and ethanol as short-chain alcohol provides better conversion in the same reaction time [21]. The excess amount of alcohol is used in biodiesel production to make the reversible reaction favours the formation of biodiesel as the triglycerides react completely with the excess alcohol.
In the case of hydroprocessing, the oxygen content in the feedstocks is removed during the process, resulting in the product being chemically similar to fossil diesel. The end product of hydroprocessing is reported to be oxygen-, sulfur-, aromatics-, and nitrogen-free diesel with a high cetane number, which can be used as a standalone fuel in diesel engines without any modifications. Hydroprocessing can be performed in a simplified two-stage process: the first stage is hydrotreatment and the following stage is cracking or isomerization
[18][22]. Hydrogen supply is required in the reactions of the first stage such as hydrogenation, deoxygenation, or decarboxylation, leading to the formation of saturated vegetable oil triglycerides and formation of fatty acids for hydrogenation as well as removing oxygen by either supplying more hydrogen (deoxygenation which produces water as a by-product) or without oxygen supply (decarboxylation which produces carbon dioxide as a by-product). Through the first stage, propane is produced as the by-product of hydrogenation and the following by-product varies depending on the later reactions mentioned after hydrogenation.
Figure 3 shows the possible reaction pathway of hydroprocessing using the feedstock, vegetable oil.
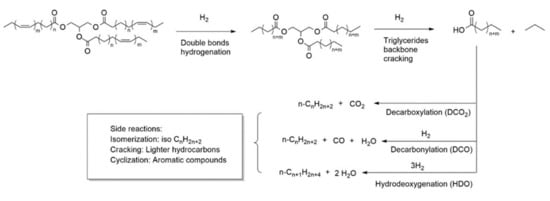
Figure 3. Reaction pathway of hydroprocessing using vegetable oil to produce renewable diesel [23]. Adapted with permission from ref. [23]. 2019 MDPI.
The catalysts commonly applied in hydrotreatment are transition metals, for example, Ni- and CO-based catalysts as good conversion can be achieved
[24,25,26]. The study by Liu et al. concluded that the Ni supported on a porous carbon matrix synthesized at 400 °C was able to obtain a high conversion up to 90% under reaction conditions at 320 °C, 3 MPa, and 4 h of reaction time in cyclohexane. The exceptional advantage is the catalyst can be recycled magnetically for the next cycle and remained effective for four consecutive cycles in the recycling study [27]. Another study showed the upgrading of biodiesel to renewable diesel using Ni supported on palygorskite, where the researchers concluded that the catalytic efficiency depended on the concentration of Ni species in the catalyst [28]. In addition, the synthesis method of catalyst has been proven to influence the catalytic efficiency of the catalyst. In the study by Fani et al., Ni supported on activated mordenite catalyst synthesized through deposition-precipitation had a higher amount of green diesel produced as compared to other methods such as incipient wetness impregnation, infiltration, and wet impregnation [29]. The resultant product from hydrotreatment was subjected to isomerization and cracking in the second stage. Isomerization was performed to rearrange the hydrocarbon molecules to enhance the octane rating of fuel while cracking was conducted to break down the large hydrocarbon molecules into useful and smaller molecules through high operating temperatures. The isolation of hydrocarbons ranging from C15 to C18 was achieved through fractional distillation performed for conventional diesel production. These processes are performed to improve the quality of the liquid products in meeting the standards set for conventional diesel. In the study by Ameen et al., the proposed mechanisms of renewable diesel production using [19][20][21]sonochemically synthesized catalyst are illustrated in Figure 4, where the first reaction involved was hydrogenolysis followed by hydrogenation to convert propane, linoleic acid into oleic acid then stearic acid. Different pathways such as decarboxylation, decarbonylation, and hydrodeoxygenation were involved for stearic acid to produce the renewable diesel range of hydrocarbons with either further hydrogenation or other intermediate reactions.
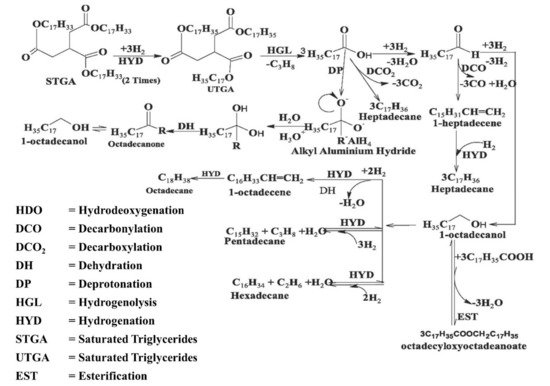
Figure 4. Mechanism of hydrodeoxygenation for renewable diesel production using sonochemically synthesized catalyst. Adapted with permission from ref. [30]. 2019 Elsevier.
3. Activated Caarbon as Catalyst Supports
3.1. Activated Carbon
In renewable diesel production, the utilization of carbonaceous source materials as the support of catalysts is widely studied. Carbonaceous source materials are treated into activated carbon to serve as the support as the tiny volume of pores produced during the treatment increases the surface area of the catalysts and subsequently enhances the catalytic properties of catalysts to allow a high yield of the end product. Aside from their high porosity, their chemical inertness without interfering with either catalysis activity or selectivity has made them excellent catalyst support even under harsh conditions such as alkali or acidic solutions
[22][36]. The numerous active sites with good pore size distribution along with functional groups are their advantages as support; while the most common heteroatom in their functional groups is oxygen
[23][37]. Other heteroatoms such as nitrogen, sulfur, and hydrogen are present in activated carbon (AC) but in a significantly lesser amount than oxygen as shown in
Table 1.
In past studies, the doping of different types of heteroatoms on the AC could be performed to establish different properties of AC as support, such as pre-treating it with sulfuric acid or doping it with nitrogen. The purposes of pre-treating AC with sulfuric acid are increasing the number of acid sites through functionalization of the sulphonic groups (–SO3H), enhancing the interface between the active phase and support and acid strength of the acid sites via the covalent bonds formed on catalyst’s surface through the post-sulfonation process, which leads to catalyst stability [1,38]. For nitrogen-doped (N-doped) AC, the conversion rate is higher compared to the catalyst without N-doping, along with a lower yield of light hydrocarbon compounds (C8–C14). It also leads to favourable results such that high selectivity of C15−C18 was obtained due to the suppression of C–C bonds catalytic cracking by adding nitrogen [39]. Similarly, the addition of nitrogen alters the acidity/basicity of AC and the electronic density of the catalyst. The doping of nitrogen into AC was reported to increase metal particles’ stability and avoid the re-oxidation of metal particles [40]. Yet, both micro- and mesopores’ volumes were reduced in N-doped AC compared to AC.
AC, also known as activated charcoal or activated biochar, is producible from various types of waste and biomass such as coconut shells, wood, walnut shells, and more
[24][25][41,42]. Pyrolysis is performed to convert these wastes and biomass into char under a nitrogen atmosphere, subsequently followed by an activation process performed under a steam atmosphere at a temperature varied according to the type of biomass to obtain activated carbon.
AC Thproduced from wheat straw pellets was activated at a temperature between 800 °C and 900 °C to enhance the char surface area which can be analyzed by the BET method [43,44]. The reuse of waste as a source of AC aids in reducing the amount of waste disposed of in the environment and transforms it into useful products in various fields, such as water and waste treatment, and food, chemical, and automobile industries.
AC works well as support with various types of metals. The
catal
oading yst, Pd/AC has successfully performed a molar yield of 35.4% pentadecane under optimized conditions and NiMo/AC with 3% Ni and 15% Mo leads to 99.7% of yield along with high selectivity towards C17–C18 hydrocarbo
ns [45,46]. The main products obtained using 5% of
Pd/AC were the actipentadecane and heptadecane, which showed the catalyst was favourable towards hydrothermal decarboxylation in renewable diesel production [45]. The loading of the active phase, Ni and Mo
al
so leads to a reduction of the specific surface area of the support, from 1800 m
2/g to 1500 m
2/g
[26][46]. In the same study, the temperature of maximum reduction peak (examined from hydrogen temperature-programmed reduction) reduced along with the increment of Ni amount, especially those catalysts with a low Mo amount, showing the reducibility process was favoured by high Ni/Mo molar ratio at a temperature below 400 °C.
The observed low reduction temperature peaks indicated the poor strength interaction between the reducible species of NiMo and AC support, which enhanced the formation of sulphided NiMo active phase [46]. It was reported that 90% of hydrocarbon yield along with significantly high selectivity of
n-(C
15+C
17) were obtained using Co/AC with a concentration of 25 wt% Co
[27][47]. However, the crystalline and amorphous phases of AC were substantially reduced due to the impregnation of Co and Mn with AC, indicating the intercalation of CoO and MnO. The embedded Co and Mn also have reinforced the scattering on the AC matrix, which is in agreement with the reduction of Co/AC and Mn/AC catalysts’ crystalline size. In addition to the structural properties, the Co/AC possessed the largest total weak + medium (acidities of 2239.23 μmol/g) and strong acid site (acidities of 4295.94 μmol/g) distributions as well as high basicity (2447.25 μmol/g) compared to Mn/AC. The synergistic effect between CoO and AC was reported as the reason for the high basicity and acidity profile observed in Co/AC
[27][47]. The high loading of Co (>10 wt%) has resulted in more formation of Co oxides, which subsequently blocked the reactant to access the active site of the catalyst, showing the importance of optimizing the amount of metal impregnated on the support [48]. Although the adaptability of AC as support is excellent with various metals, the selectivity to deoxygenation route rather than other reactions in hydrodeoxygenation varies depending on the type and the concentration of metal synthesized with AC.
The study by Mayorga et al. concluded that 5% Rh/AC and 1% Pt/AC were able to obtain a higher conversion of feedstocks in hydrotreatment than 5% Ru/AC [49]. The synergistic interaction between AC support and Co was reported to produce strong acid-based sites, leading to higher renewable diesel yield via deoxygenation reaction compared to Mn [47]. The usage of Co and Fe catalysts with AC as support also showed compatibility in the study of Thangadurai and Tye. High conversion of palmitic (C16) and oleic (C18) acid were obtained using Co/AC while significant hydrocarbon yield of C5 to C20 was gained by Fe/AC [48].
Table 1.
AC as catalyst support for renewable diesel production.
| Type of support |
| Type of Support |
|---|
| Type of catalyst |
| Elemental Composition |
|---|
| Composition of the active phase |
| Surface Area |
|---|
| Surface area |
| Pore Volume |
|---|
| Pore volume |
| Remarks |
|---|
| Remarks |
| Reference |
|---|
| Reference |
| AC |
NiP |
Ni: 5.14 wt%
P: 2.23 wt% |
Micropore: 739 m2/g
External: 15 m2/g |
Micro: 0.22 cm3/g
Total: 0.25 cm3/g |
Charcoals from Iwasaki kiln |
[25] |
| AC |
NiP |
Ni: 4.66 wt%
P: 2.24 wt% |
Micropore: 851 m2/g
External: 16 m2/g |
Micro: 0.26 cm3/g
Total: 0.31 cm3/g |
Charcoals from tube furnace |
[25] |
| AC |
Ni2P |
- |
BET: 612 m2/g |
- |
Total acidity: 1.3 mmol/g |
[31] |
| AC |
Ni |
O (on the surface): 9.4% |
BET: 807.26 cm2/g |
Total: 0.185 cm3/g |
- |
|
| AC |
Mo2C |
Mo(II): 52%
Mo(IV): 8%
Mo(VI): 40% |
Total: 417.02 m2/g |
Total: 0.22 cm3/g |
- |
[32] |
| AC |
Mo2C |
Mo2C (II): 52.17%
MoO2 (IV): 8.2%
MoO3 (VI): 39.63% |
BET: 322.20 m2/g |
Total: 0.202 cm3/g |
- |
[28] |
| AC |
Co-Ag |
C: 63.41 wt%
O: 13.26 wt%
P: 1.45 wt%
Co: 9.57 wt%
Ag: 12.31 wt% |
BET: 793 m2/g |
Total: 1.67 cm3/g |
Acidity: 8502.3 µmol/g
Total basicity: 6220.2 µmol/g |
[29] |
| AC |
CoP |
- |
BET: 822.9 m2/g |
Micro: 68.79%
Meso: 31.21%
Total 0.43 cm3/g |
Acidity: 52.5 µmol/g |
[30] |
| AC |
C: 90.03 %
H: 0.557%
N: 0.367%
S: 0.069%
O: 8.98%
C/H: 161.6 |
Micropore: 775 m2/g
External: 15 m2/g |
Micro: 0.23 cm3/g
Total: 0.26 cm3/g |
Charcoals from Iwasaki kiln |
[42] |
| AC |
C: 80.71 %
H: 1.146%
N: 1.094%
S: 0.078%
O: 16.97%
C/H: 70.4 |
Micropore: 1202 m2/g
External: 20 m2/g |
Micro: 0.39 cm3/g
Total: 0.42 cm3/g |
Charcoals from tube furnace |
[42] |
| AC |
- |
BET: 1484.33 cm2/g |
Total: 1.038 cm3/g |
Acid sites: 3.96 mmol NH3/g catalysts |
[50] |
| AC |
- |
BET: 266.1 m2/g |
Total: 0.17 cm3/g |
Pre-treated with a nitric acid solution |
[51] |
| AC |
C: 88.57 wt%
O: 8.01 wt%
P: 3.42 wt% |
BET: 350 m2/g |
Total: 1.88 cm3/g |
Total acidity (144 °C): 1055.3 µmol/g
Total acidity (852 °C): 2064.7 µmol/g
Total basicity (902 °C): 1086.6 µmol/g |
[52] |
| AC |
C: 79.1 w/w%
H: 0.9 w/w%
N: 0.9 w/w%
O: 19.2 w/w% |
BET: 964 m2/g |
Micro: 77.92%
Meso: 22.08%
Total: 0.57 cm3/g |
- |
[53] |
| Type of support |
Type of catalyst |
Composition of the active phase |
Surface area |
Pore volume |
Remarks |
Reference |
| AC |
NiP |
Ni: 5.14 wt%
P: 2.23 wt% |
Micropore: 739 m2/g
External: 15 m2/g |
Micro: 0.22 cm3/g
Total: 0.25 cm3/g |
Charcoals from Iwasaki kiln |
[42] |
| AC |
NiP |
Ni: 4.66 wt%
P: 2.24 wt% |
Micropore: 851 m2/g
External: 16 m2/g |
Micro: 0.26 cm3/g
Total: 0.31 cm3/g |
Charcoals from tube furnace |
[42] |
| AC |
Ni2P |
- |
BET: 612 m2/g |
- |
Total acidity: 1.3 mmol/g |
[54] |
| AC |
Ni |
O (on the surface): 9.4% |
BET: 807.26 cm2/g |
Total: 0.185 cm3/g |
- |
[50] |
| AC |
Co-Fe |
Co: 8.67 wt%
Fe: 3.52 wt% |
Micropore: 459.91 m2/g |
Micro: 0.22 cm3/g
Total: 0.44 cm3/g |
- |
[48] |
| AC |
Mo2C |
Mo(II): 52%
Mo(IV): 8%
Mo(VI): 40% |
Total: 417.02 m2/g |
Total: 0.22 cm3/g |
- |
[55] |
| AC |
Mo2C |
Mo2C (II): 52.17%
MoO2 (IV): 8.2%
MoO3 (VI): 39.63% |
BET: 322.20 m2/g |
Total: 0.202 cm3/g |
- |
[51] |
| AC |
Co-Ag |
C: 63.41 wt%
O: 13.26 wt%
P: 1.45 wt%
Co: 9.57 wt%
Ag: 12.31 wt% |
BET: 793 m2/g |
Total: 1.67 cm3/g |
Acidity: 8502.3 µmol/g
Total basicity: 6220.2 µmol/g |
[52] |
| AC |
CoP |
- |
BET: 822.9 m2/g |
Micro: 68.79%
Meso: 31.21%
Total 0.43 cm3/g |
Acidity: 52.5 µmol/g |
[53] |
Note: Basic and acid strength tests were performed using TPD-CO2 and TPD-NH3, respectively.
Note: Basic and acid strength tests were performed using TPD-CO2 and TPD-NH3, respectively.
4. Recyclability and Stability of Supported Catalysts
4.1. Recyclability
3.2. Metal Oxides
To produce renewable diesel on a commercial scale, the performance of catalysts involved in the reaction is of utmost important. The determination in the recyclability of supported catalysts is often conducted by researchers from the view of economics and sustainability as more cost can be saved and the process is greener if the efficiency of catalysts remains after multiple runs of production. The catalysts utilized for renewable diesel production without support are difficult to recycle, especially for those that are nanosized. Therefore, supported catalysts are more advantageous than unsupported catalysts for their stability and ease of recovery. As the catalysts take up a considerable amount of operating cost, the loss of catalyst has to be minimized and it is favourable to have long lifetime catalysts to reuse and recycle for several runs.
Metal oxides are well known as catalyst supports for industrial catalysts, for example, alumina, zirconia and silica [33]. They often consist of a metal cation and oxide anion, which form bases through reaction with water and form salts through reaction with acids. The nature of metal oxides varied with the oxidation states, where the metal oxides are more stable and more acidic with higher oxidation states as compared to lower oxidation states. The properties of metal oxides such as stability, strength and chemical nature are influenced by the type of metal/element as shown in the periodic table, with increasing basic nature and solubility of metal oxides observed down the column [34]. The metallic elements also dominate their wide range of attractive physicochemical properties, from the aspects of morphological, electronic, textural, structural, and redox [35].
The catalyst support, alumina (Al
To examine the recyclability of used catalysts, the catalysts can be recovered through filtration and being washed with solvent to remove the traces of contaminants on the catalyst surface or recalcination or re-reduction method as the treatment method. The study by Malins reported the catalyst activity of recovered spent catalyst was gradually decreased after each run, and the treatment by washing spent catalyst with acetone and drying led to lower product yield compared to the spent catalyst treated with recalcination and re-reduction. Through the later method, a total amount of 53.6 wt% hydrocarbon content was obtained in the fifth run of the experiment using the spent NiMo/SiO2-Al2O3 catalyst as recalcination eliminates the organic contaminants (carbon deposits). However, the ratio of n-C18/n-C17 content was altered after each treatment and experiment cycle due to the change in catalyst structure [141]. For the derivation of renewable diesel from waste cooking oil, the catalyst, CaO-LaO3) also known as the aluminium oxides, is often found compatible with a mixture of catalysts (containing two or more than two types of catalysts). It was reported that the catalyst, 4Pt-8MOx (where M includes Sn, W, Mo and Re) has exhibited improved catalytic activity on hydrodeoxygenation compared to “neat” Pt supported on alumina [36]. These metal oxides impregnated with Pt have affected the electronic and textural properties of Pt, resulting in hydrodeoxygenation reaction rather than decarboxylation or decarbonylation reaction during deoxygenation. The metal oxides such as MoOx and ReOx have higher weak (100-200 oC) and moderate (200-350 oC) acid sites than “neat” Pt; while the SnOx and WOx have less weak acid sites and higher strong (>350 oC) acid sites than the “neat” Pt. The good compatibility of NiMo with Al
3 was proved in another study as high product yield (80 wt%), with relatively stable activity if NiMo is sulphided even after 5 cycles of re-use [37]. Parameters such as reaction pressure and time possess a positive effect on the yield of the product while the negative effect was observed in temperature.
Silicon oxide known as silica (SiO2), is utilized as catalyst support due to the uniform distribution of pores and pore sizes, their good chemical and thermal stability [39]. These features are important as catalyst support is utilised aiming to improve the catalytic activity of reactions [40]. It was reported that the high activity of Ir-ReOx/SiO O3 as catalyst supported by HZSM5 has the issue of coking activity as the catalyst active sites were reduced in each run, leading to catalyst deactivation. The coking activity was analyzed through TGA analysis, where soft and hard coke (12 wt% and 7 wt%, respectively) was detected in the La2 was elucidated by the synergy effect between partially reduced ReOx sites and Ir, to achieve such yield using a Re/Ir molar ratio of 3 [41]. The comparable catalytic activity was also observed for such combination after regenerated with calcination. Besides common metal catalyst, SiO O3/HZSM5 [143]. A total coke formation of 16% using Ni/AC was reported and the addition of other catalysts into Ni/AC was suggested to reduce the coke activity of catalysts [1]. However, the application of a bimetallic catalyst, CaO-La2 as support is suitable to be utilised with coal fly ash as a heterogeneous catalyst in renewable diesel production. As compared to pure coal fly ash, the reinforcement of SiO
O3, with similar support (AC) resulted in negligible coke formation due to the anti-coking properties of the catalyst [142]. In other words, the occurrence of coke deposition is related to the combination of the type of catalyst and catalyst support used for renewable diesel production.
4.2. Stability
The lifespan of supported catalysts not only depends on their reusability; their stability is one of the important characteristics. The interaction between the catalyst and the support defines the stability of supported catalysts, as higher stability of supported catalysts is achieved with stronger interaction. The catalytic stability of supported catalysts can be determined with longer reaction time under optimum processing conditions of other parameters (e.g., pressure or H2 as its support has enhanced the pore and micropore volume as well as BET surface area of coal fly ash [42]. As for the surface structure, the catalyst with SiO /feed ratio etc.), or multiple runs (related to recyclability); while the stability of supported catalysts can be analyzed using characterization tests such as transmission electron microscopy (TEM), high resolution-transmission electron microscopy (HR-TEM), Raman analysis, x-ray diffraction (XRD), thermogravimetric analysis (TGA), and more. It was reported that the catalytic stability of Ni with a different type of support, such as ZrO2 reinforced was found to be having hexagonal-shaped particles, regular surface structure, as well as more pores, compared to the catalyst without SiO
, Al2, representing the high amount of SiO
O3, and SiO2 that benefits the catalysis efficiency. The combination showed good thermal stability as no further weight loss was observed at 700 oC and the thermal degradation was reported to be minimal due to the low composition of calcite (an unstable compound). Other types of metal oxides such as TiO
, has been studied for an on-stream experiment lasting up to 20 h at the optimum conditions. The observed outcome from the mentioned supported catalysts was a significant reduction of conversion (32–45%) in the first few hours (6–8 h), with less decrement observed in Ni/ZrO2, ZnO, or CaO are potential to be utilized as they are widely used as part of the catalyst in other applications even biodiesel production. However, these metal oxides are often utilised with other types of components and act as catalyst support in a combination of two or more components.
compared to others [118]. Another reported incredible performance of Ni-WC/AC was that the change of catalytic activity and carbon activity was insignificant during the 24 h continuous hydrodeoxygenation, implying its potential to substitute noble catalysts like Pt/AC and Pd/AC with comparable catalytic activity [144]. Other than Ni with different supports, the stability of Pt/SAPO11R was reported after 4 re-uses in hydro-isomerization of deoxygenated palm oil [145].
3.3. Zeolites
Zeolite has been outstanding support as it possessed high porosity, surface area, adsorption capacity as well as ease of reactant and product separation [43]. As compared to activated carbon, zeolite deposits are not a renewable source as they are a type of mineral which exists naturally. However, they can be produced synthetically for various applications, especially in environmental improvement and renewable energy. The common types of zeolites utilised as the catalysts support are ZSM-5, HZSM-5, SAPO-11, MOR (mordenite), Y- and β-zeolites. Each type of zeolite consists of a distinct structure and function when incorporate with catalysts.
3.3.1 Natural Zeolites
Natural zeolites are minerals formed as the low-temperature products of feldspathic rocks and volcanic, with silicon, aluminium, and oxygen in their framework [44]. These porous aluminosilicate minerals have a variety of compositions and the catalytic properties are affected by the cations which replaced part of the silicon atoms. Hence, different types of zeolites are categorized depending on crystal structure, morphological characteristics, chemical composition and pore diameter etc. The application of natural zeolites as catalyst support is cheaper than synthetic zeolites as natural zeolites can be mined and processed from natural ore bodies while synthesis of synthetic zeolites requires energy, equipment and clean substrates, probably leading to a higher price of end product.
The up-gradation of biodiesel to renewable diesel can be performed using zeolites supported catalysts. The study of Fani et al. concluded that Ni catalysts supported on activated natural MOR led to the production of 25 wt% renewable diesel using the highest loading of Ni as catalyst [45]. The highest loading of Ni leads to the balanced amount of weak and strong acid sites along with the highest Ni surface area, to produce the highest efficiency for renewable diesel production. Another study reported on the application of Fe/natural zeolite (NZ) showed enhancement in catalytic properties and selectivity towards hydrocarbons with straight-chain alkanes (C15-C18), and the presence of Fe did not change the morphology and crystal structure of zeolites supports [46]. The Fe particles were found to be well-dispersed on the natural zeolite support although the Fe/NZ tends to be agglomerated. It was observed that the impregnation of Fe on NZ led to reduced BET surface area and pore volumes due to the micropore blocking, which was in agreement with the study of Rostamizadeh et al. (2016) [46][47]. The mentioned study has achieved 89% conversion of palm oil into renewable diesel using Fe/natural zeolites as compared to pure natural zeolites as catalysts (58%), showing the maleficent results of natural zeolites as catalyst support.
3.3.2. Synthetic Zeolites
Synthetic zeolites with optimized structure and surface characteristics can be produced via a thermal process by controlling the composition of materials and process temperature during synthesis. The synthesis of synthetic zeolites can be completed using natural raw materials via microwave-assisted synthesis, dialysis, fusion method, ultrasonic method, molten salt method, alkali activation and hydrothermal synthesis [48][49][50]. However, the synthesis of synthetic zeolites from the chemical source of alumina and silica is expensive. Therefore, the raw material namely kaolin can be studied as a precursor of zeolite due to their silica and alumina ratio.
Short synthesizing time, the versatility of catalytic properties in synthetic zeolites and the possibility to generate desired zeolite structures are the advantages of synthetic zeolites over natural zeolites as catalyst support. Ni was found a versatile catalyst working well with synthetic zeolites as catalyst support. The compatibility of Ni with zeolites is found in agreement with the study of Li et al., where 79% to 90% of diesel range alkanes were produced using both H-ZSM-5 and H-MOR as catalyst support [51]. For Pt/H-ZSM-5 catalyst, hydrotreating of rapeseed oil leads to the production of denoting quantities of green gasoline and renewable diesel, favouring iso-paraffins rather than n-paraffins [38]. Other types of zeolite such as zeolite beta have good catalytic performance with the catalyst, La In addition, the study by Papageridis et al. reported characterization tests and carbon analysis for spent catalysts, Ni/Al and Ni/LaAl, where the spent Ni/LaAl had better stability characteristics than the other ones due to less sintering as compared to Ni/Al. One of the positive results was that the coke formation on the catalyst surface was very thin and no clear carbon structures were viewable using TEM [127]. However, another study conducted by Papageridis et al. further investigated the spent catalysts: Ni supported on SiO2, ZrO2 and Al2
O3, producing diesel-ranged (C13-C18) products with high selectivity of 83% and excellent conversion rate up to 99% from the hydrodeoxygenation of oleic acid. It was contributed by the textural properties of a catalyst that has large pore diameter, an appropriate amount of weak and medium acid sites as well as the synergistic interaction between La-Si-Al [52]. Other types of metals such as MgO, MnO, Fe using HR-TEM after the first attempt using TEM due to undetectable carbon deposits. The results of HR-TEM showed that a thin graphitic carbon shell covered the catalysts with a thickness ranging from 2.2 to 4.2 nm [118]. From the EDX study, the differences between fresh and spent catalysts were increment of carbon, reduction of oxygen, and sulfur and nickel content for Ni/AC. The decrement of Ni was due to the coke coverage and the obtained higher carbon content was ascribed to coke formation [1]. Other than the analysis mentioned above, the XRD study was used to examine the quality of catalysts’ structure and chemical and thermal stability. Nur Azreena et al. reported outstanding properties of La2
O3, ZnO, Co
/HZSM5 as no diffraction peaks were observed due to its good chemical stability and structural qualities. This supported catalyst also exhibited excellent thermal stability because only a minor peak increase was observed after usage [143]. The loss of acid and base sites in the spent catalyst due to coking and metal phase transformation can be further confirmed using XRD. It was reported that the active sites of Ni0 were dominant in fresh catalysts, which would be easily transformed into inactive Ni3O4 also favour the production of diesel-like hydrocarbon, but with a lower conversion percentage (71%-98%) and selectivity compared to La2O3.
C after exposure to CO environment [1].