Your browser does not fully support modern features. Please upgrade for a smoother experience.
Please note this is a comparison between Version 1 by Julfikar Haider and Version 2 by Rita Xu.
The increasing trend of the use of synthetic products may result in an increased level of pollution affecting both the environment and living organisms. Therefore, from the sustainability point of view, natural, renewable and biodegradable materials are urgently needed to replace environmentally harmful synthetic materials. Jute, one of the natural fibers, plays a vital role in developing composite materials that showed potential in a variety of applications such as household, automotive and medical appliances.
- natural fiber
- jute fiber
- nonwoven
- woven fabrics
- polymer composite
1. Introduction
Due to their low carbon footprint, natural fiber-based products are attracting significant attention among academic and industrial researchers for sustainable product development. Amongst the commonly used natural fibers, more recently, a renewed research interest was noticed in the published scientific work on jute plant cultivation (such as diseases and pest identification and control, plant varieties development, seed and plant entomology variation observation at different conditions, genome sequence, soil and fertilizer management and retting process) as well as multidimensional applications of jute fiber in product development including fiber-reinforced polymer composite, micro-crystalline cellulose (MCC), nano cellulose, activated carbon, jute pulp production, 3D printing using the jute fiber as shown in Figure 1. The growing interest in jute fibers can be well attributed to all three aspects of sustainability, that is, environmental, economic and social.
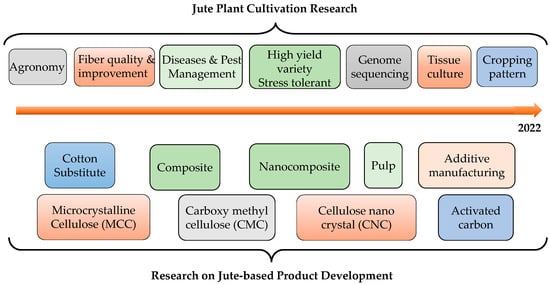
Figure 1. Trend of research on jute plant and fiber.
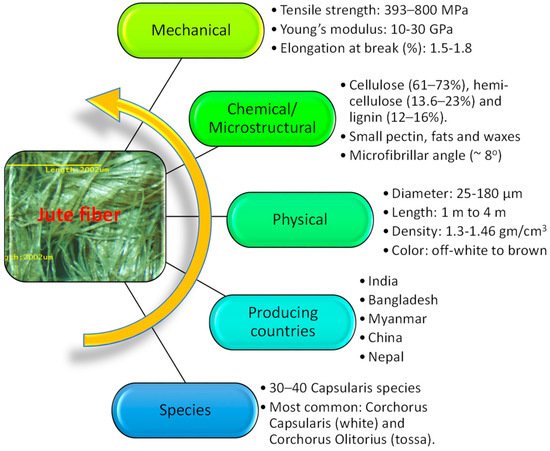
Jute plants grow in grassy soil, requiring 125–150 mm of rainfall per month, mild to moderate temperatures (20–40 °C) and high relative humidity (70–80%) for the best growth. Jute is a bast fiber and grown in plantations, where it is collected once the plant matures. The plants are then typically retted in slow running water so that the fibers can be more easily extracted. Other processes to extract the fibers without retting can be used if required. The jute fibers are then dried and marketed for further processing [1][2][1,2]. Yarn is often produced from jute fibers and jute fabrics are produced from jute yarn. Some facts and figures about the jute fiber are shown in Figure 2. In some cases, jute is treated [3][4][3,4] via different media to enhance its functional properties. Furthermore, jute is a sustainable raw material for conventional textile products (hessian, carpet backing cloth (CBC), sacking, shopping bag, geo-textile and nursery pot), chemical products (namely carboxy methyl cellulose (CMC), microcrystalline cellulose (MCC) and pulp) and composite products for structural applications (beam, plate, bar). From the sustainability and mechanical properties points of view, jute fiber is better than many natural or synthetic fibers [5]. The development of structural material in the form of thermosets, as well as thermoplastic-based fiber-reinforced composites, has attracted the most attention. The incorporation of jute fibers in a synthetic polymer matrix could improve its strength but at the same time contribute to environmental sustainability through reduced use of synthetic polymer materials.
Even though significant research work has been carried out on jute fibers and relevant review papers have been published [6][8][10][11][12][13][14][15][16][17][18][19][20][21][22][6,8,10,11,12,13,14,15,16,17,18,19,20,21,22], they were dedicated to jute as a sustainable raw material for mainly composite material development without detailing much about the recent advances in other jute-based research such as nanoparticles from jute, jute fiber engineering by nanoparticles or modern 3D printing of jute-based composites.
2. Jute Fiber Characterization
Like any other natural fiber, the performance of the jute fiber varies due to the natural variability in surface and internal microstructural characteristics, which can be influenced by a number of factors including growing conditions (i.e., temperature, humidity, soil condition), retting (water, dew or enzymatic) and fiber extraction processes, fiber length and diameter, chemical constituents and their proportional amounts [6][12][23][6,12,23]. Microstructural characteristics again contribute to the physical, mechanical and thermal performance of the fiber. This section starts with some general morphology of the jute fiber followed by examples of its performance in the form of fiber, yarn and fabric either woven or nonwoven. Finally, examples of functional treatment of the jute fiber in order to improve its performance for a specific application are discussed.
2.1. Morphology and Microstructure of Jute Fiber
The fiber morphology is characterized by a scanning electron microscope (SEM) after applying a gold coating on a small portion of the fiber. The related SEM fractured and fiber surfaces are shown in Figure 3. The cross-sectional geometry is characterized by an irregular shape. Furthermore, the cross-section size varies along the length of the fiber [24]. The surface morphology is generally rougher in nature with evidence of random micro pores. The surface morphology of different portions of the jute fiber was found dissimilar due to their variations in diameter and maturity (immature, fully mature and overmature) [9]. Less micropores in the surface morphology generally indicate immature fiber. Further details about the jute morphology can be found in the literature [25][26][27][25,26,27].
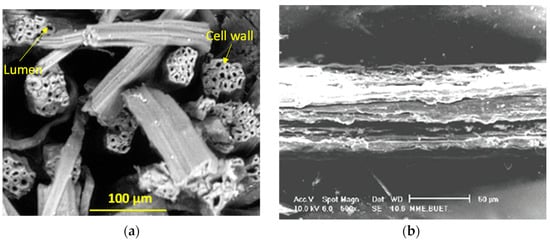
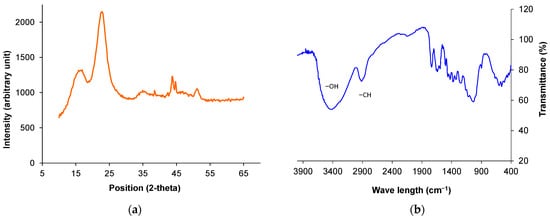
Figure 4 presents X-Ray diffraction (XRD) and Fourier transforms infrared (FTIR) spectroscopy spectra of raw jute fiber. The distinctive large XRD peak indicated the cellulose crystallographic plane (002) with a 92.02% degree of crystallinity [28]. FTIR spectra confirmed the presence of functional groups on the jute fiber surface. Several broad peaks across the spectrum indicated the presence of hydrate and hydroxyl (OH), which represented cellulose and hemicellulose elements in the jute fiber [4].
2.2. Jute Fiber/Yarn/Fabric Performance
A tensile test is carried out to evaluate the performance of jute fiber/yarn/fabric. Some of the test results available in the literature are shown in Table 1.
Acinetobacter sp., Bacillus cereus and Pseudomonas sp. indicated the effectiveness of rot retardancy treatment. On the other hand, fire- and water-retardant treatments slowed down the burning rate against fire and reduced contact angles in contact with water when compared with the untreated jute fibers. Thermal characterization of the RT, FT and WT jute fibers was conducted using Thermo-gravimetric analysis (TGA) and differential scanning calorimetric (DSC) analysis [44]. Lower heat absorption was observed by the treated fibers when compared to the raw jute fiber. The ranking of the treated fibers in terms of heat absorption (lowest to the highest) was as follows: Raw jute < RT < WT < FT. This indicated that all the treated fibers showed better thermal characteristics than the raw jute fiber, but the FT treated fiber showed the best thermal characteristics.
Natural fiber has high affection for the water but lower affinity to the polymer matrix materials and this drawback can be minimized using chemical treatment and incorporating the treated fiber into the polymer composite. Chemical modification techniques such as alkali or coupling agents like silane are most commonly applied to improve interfacial bond strength in the composites by reducing the hydrophilic nature of the jute fiber to make it compatible with hydrophobic polymer matrix, encouraging chemical bonding and increasing fiber surface roughness to promote mechanical interlocking. These changes make the resulting composite with improved mechanical properties [45]. However, other physical techniques such as plasma or Gama radiation are effective in improving mechanical properties. Furthermore, jute fiber treatment might help in accommodating higher fiber volume in the composites in order to make them lighter and more sustainable. Jute fiber treatment in itself is a huge topic for review, which is outside the scope of this papentryr. However, further details about different types of jute fiber surface treatment are summarized in recent publications [7][25][7,25] and other reviews on plant fiber treatments [46][47][48][46,47,48]. When treated and non-treated jute fibers are incorporated into the matrix, the performance of the composite might change.
Other than changing the chemical structure of the jute fiber to a favorable state by surface treatment, physical and mechanical properties might be affected. It was reported that alkali treatment of jute fiber could reduce its diameter by 8% whereas the tensile strength could be increased by 44% [49].
3. Jute Based Composites: Processing and Performance
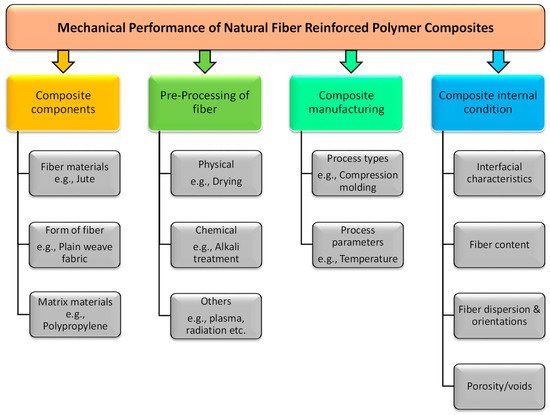
Natural fibers are incorporated into polymeric materials to form composites with improved and customized properties. A multitude of parameters related to the type of fiber used, pre-processing of fiber, composite manufacturing techniques and internal condition of the composite can affect the performance of the composites as shown in Figure 9. In this section, a brief overview of the fiber forms used in different matrix materials is provided. Performance evaluations of both the thermosetting and thermoplastic composites were reviewed with examples of different forms of fibers. Finally, the progress on the hybrid jute composite development is briefly discussed.
3.1. Matrixes for Jute Fiber Reinforced Composite
The mechanical performance of the composite materials depends on the polymer matrix materials such as thermoplastics and thermoset or biobased plastics. Properties of some commonly used matrix materials are presented in Table 3.
When jute fiber is incorporated into the matrix material, the resulting composite strength would be higher than the matrix material but lower than the jute fiber as shown in Figure 13 [41][43][41,43]. Moreover, in the case of thermoplastic composite, there is no crosslinking in the matrix whereas only Vander walls force is present. However, crosslinking is available in the thermoset polymer material itself. Therefore, there is a low possibility of the presence of crosslinking between the fiber and matrix for thermoset composites and a higher possibility in the case of thermoplastic composites.
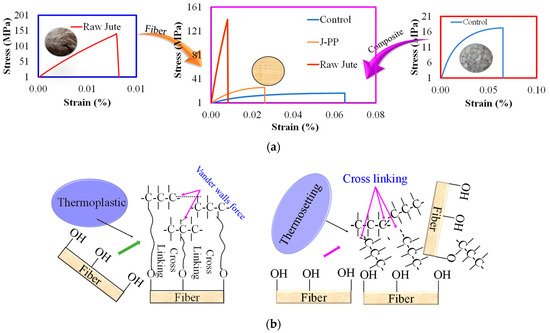
Figure 13. (a)Effect of the fiber in the matrix materials (b) cross-linking between the fiber and two types of matrix materials. Control: pure polypropylene; J-PP: Jute-polypropylene composite [54].
3.3. Processing of Jute Fiber Composite
A number of techniques are used for fabricating jute reinforced composite including molding techniques such as compression molding, injection molding, resin transfer molding, extrusion, pultrusion, hand lay-up and spray lay-up. Processing techniques are mainly selected depending on the type of polymer, requirement of labor, mold condition (open or closed), the form of fiber (short, long, particle), presence of multiple fibers, quality of the end product, speed and cost of processing, capital investment and so on [13][50][54][55][13,50,54,55]. The popular techniques for fabricating thermoplastics and thermoset plastic composite are hot compression and hand lay-up, respectively, as shown in Figure 14. The details of the jute composite processing techniques have already been reviewed in a recent paper [18][18]. As the focus of this paper is more on new areas of jute research, interested readers are directed to the article for further details.
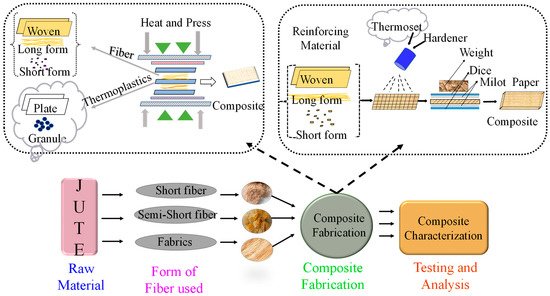
Figure 14. Composite fabrication using the hot press and hand lay-up techniques.
3.4. Jute Thermoset Composite
Thermoset polymer has high tensile properties particularly tensile strength and young’s modulus whereas poor ductility. By incorporating natural fiber, the strength, as well as ductility, can be further improved. Meanwhile, the thermoset materials are cheap, easily available and, after curing, they become harder at room temperature. In addition, the thermoset plastics are amorphous whereas, after the incorporation of the fiber, the composite possesses both amorphous and semi-crystalline phases [3], which lead to higher strength and strain to failure. In general, nonwoven and woven jute fibers are incorporated in the most commonly used epoxy matrix. Although many examples exist in the literature [18][56][18,56], example performances of the jute thermoset composite including the authors’ previous work are discussed.
3.4.1. Jute Fiber-Thermoset Composite
The unidirectional fibers can be incorporated into the thermoset matrix materials. For such types of composite fabrication, hand lay-up is the simplest and easiest way. Biswas, et al. [57] worked on developing unidirectional jute epoxy composite and mechanical performance is listed in Table 4. The composites displayed higher tensile strength and flexure strength compared to the epoxy matrix. Moreover, fiber distribution was not found uniform in the composites as shown in Figure 15.
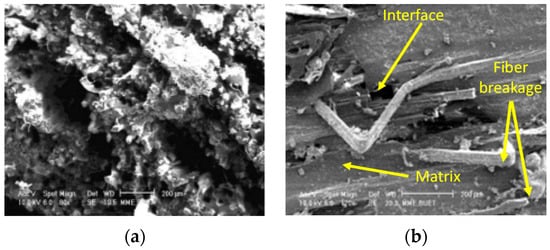
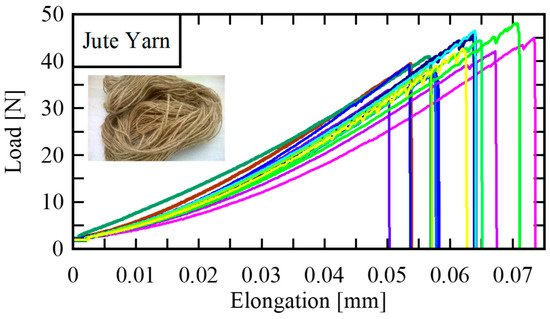
Table 4. Tensile and mechanical properties of jute epoxy composite.
| Matrix/Composites | TS (MPa) | TM (GPa) | Strain to Failure (%) | BS (MPa) | BM (GPa) |
|---|---|---|---|---|---|
| Epoxy | 68.6 | 73 | - | 96–117.3 | 2.1–2.4 |
| Jute-epoxy (52 wt.%) | 216 ± 1.02 | 29 | 0.20 | 0.09 | |
| Jute Fiber | 340–384 | - | 2.63–4.43 | [30] | |
| Jute Fiber | 307–399 | 24.7 | 1.4–4.7 | [31] | |
| Jute Fiber | 500–1000 | 30 | 1.5–2.5 | [32] | |
| Jute Fiber | 249–314 | 35–48 | 0.6–0.9 | [33] | |
| Jute yarn | 26–58 | 0.244–0.404 |
2.2.3. Jute Woven/Nonwoven Fabric
Jute fabrics come in different weave structures, of which 1/1 plain weave is the most common and such fabric is commercially known as hessian (Figure 7), whose specification is presented in Table 2. In practice, the structure and weight of jute fabric are determined using the standards BS EN 1049-2:1994 and BS 2471:2005, respectively. The breaking force and elongation of the fabric were analyzed following the test standard BS ENISO 13934 and using a tensile tester (e.g., Testometric Micro 500, Rochdale, UK). The breaking forces in the wrap direction were higher than in the weft direction due to the higher number of ends per unit length [40][41][40,41]. Minor differences also existed in different batches of fabrics possibly due to the variations in manufacturing or fiber quality.
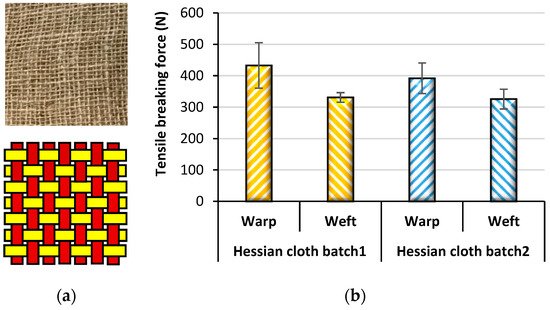
Figure 7. (a) Hessian Jute fabric with schematic representation of plain weave and (b) differences in tensile breaking forces of the jute fabrics in different directions from two different batches.
Table 2. Specification of jute fabric.
2.2.1. Single Jute Fiber
Although, in practical applications, jute fibers are agglomerated as bundles, for standardization, evaluation of single fiber properties is important. Shahinur et al. [9] conducted single fiber tensile testing using an Instron™ universal testing machine (Norwood, MA, USA) by varying the span length (5 mm, 15 mm, 25 mm and 35 mm) with a crosshead speed and load cell of 5 mm/min and 5N respectively. The fibers were then stacked between two paper frames [29] to conform good gripping to the clamps of the test machine and to provide straight direction during the test as shown in Figure 5. Tensile strength, Young’s modulus and strain to failure were determined from the test. The whole jute fiber was cut into three portions—top, middle and cutting/bottom. With an increase in the span length, tensile strength decreased, tensile modulus increased and strain to failure decreased. Furthermore, tensile properties of the middle portion of the jute fiber displayed better performance compared to the top and bottom portions. Although the tensile strength of the jute fiber varies between 200–800 MPa, there are other manmade fibers such as glass fiber (2400 MPa) or more recently developed Forcespinning® NCST fiber showed record-high tensile strength (13.7 ± 3.2 GPa) [36].
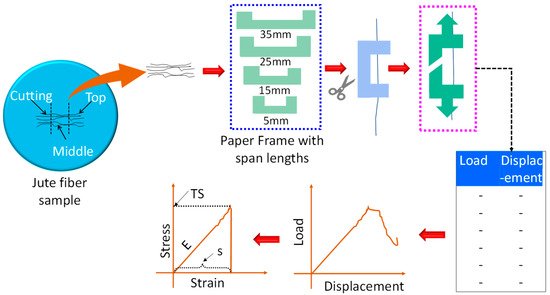
Figure 5. Single jute fiber characterization. TS: Tensile strength, E: Young’s modulus.
2.2.2. Jute Yarn
As jute is a natural fiber, its mechanical properties would vary, indicating that uncertainty exists in obtaining fibers with consistent mechanical properties. The way mechanical tests are conducted on jute might influence the distribution of its mechanical properties. A number of studies were reported in the literature to understand these variations with statistical distribution.
For example, samples were prepared by varying gauge length of the jute yarns samples and stress, strain at failure and Young’s modulus were tested under static tension [37] according to the standard ASTM D578 using 50 mm gauge length. Wide dispersion in mechanical properties of the jute yarn was found and this dispersion becomes steady after testing 200 samples. The experimental data matched well with the data obtained from a two-parameter Weibull analysis.
Smail, et al. studied the mechanical properties of jute yarn at different loading rates (0.3, 1.2, 2.0 and 4.0 mm/min) under static tensile test conditions [38]. The results indicated that loading rate affected stress, elongation and Young’s modulus without any clear trend. However, the best mechanical properties were attained at a loading rate of 2 mm/min.
Ullah et al. [2][39][2,39] employed statistical analyses and possibility distributions to ascertain the uncertainty associated with mechanical properties (tensile strength, modulus of elasticity and strain to failure) of jute yarns and fibers by conducting tensile tests. Typically, the jute yarns showed linear behavior until failure in a load versus elongation graph as shown in Figure 6. Although, in another study, this behavior was stepwise due to the gradual failure of the weaker fibers in the yarn during the tensile testing [37]. The uncertainty associated with the jute fibers was found higher than that of the jute yarn. Therefore, it was recommended to use the mechanical properties related to the jute yarn in order to develop jute-fiber-based products.
Meanwhile, jute nonwoven fabrics are generally made from raw jute fiber or jute waste using the needle-punching process. The performance of the nonwoven fabric is evaluated by tensile strength, bursting strength, compressibility, bending modulus, air permeability. Further details can be found in a review on nonwoven fabric [42].
2.3. Functional Treatment of Jute Fiber
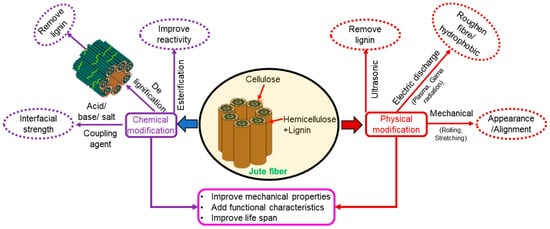
Being a natural fiber, jute possesses several weaknesses such as easily rotten, flammable, thermal degradation and high affinity to moisture, which make it unsuitable in raw condition for functional use in products. Therefore, they require additional modification for use in sustainable product development [4][28][43][44][4,28,43,44]. Several modifications have been suggested in the literature to improve the functional performance of the jute fiber alone or jute as a reinforcement in composite materials (Figure 8).
Jute fibers were treated with rot- (RT), fire- (FT) and water-retardant (WT) chemicals and FTIR analysis evidenced the presence of constituents related to the treatment chemicals. Higher bacteria inhibition zone diameters against several bacteria such as
| 0.1 | ||||||
| HDPE | 0.94–0.97 | 25 | 0.6–1.5 | 32.5 | ||
| Nylon | 1.14 | 50–90 | 1.3–4.2 | 20–150 | 1.3–3.7 | |
| Thermoset | Epoxy | 1.10–1.40 | 73 | 5 | 60 | - |
| Polyester | 0.90–1.27 | 20.40 | 3.3–3.9 | 45 | 3.3 | |
| Biodegradable | PLA | 0.90–1.27 | 25–66 | 2.3 | 48–110 | 0.3–3.6 |
| Starch | 4.48–8.14 | 0.16–0.29 |
TS = Tensile strength, TM = Tensile Modulus, BS = Bending Strength, BM = Bending modulus.
3.1.1. Thermoset Matrix
Thermoset matrix materials such as epoxy, phenolics, polyester, bakelite, melamine formaldehyde, and polyurethane come in liquid form at room temperature, and they are mainly sourced from non-renewable resources. Once the matrix material is fully cured, it cannot be reheated, recycled or reused nor can it be biodegraded. They can be processed by hand lay-up, spray-up, vacuum infusion, vacuum bagging, prepag, resin transfer molding (RTM), filament winding, pultrusion, extrusion, resin impregnation and cold press as shown in Figure 10. However, endeavors are made to develop bio-based thermosets from vegetable oils, natural phenolic complexes and other sources, which might possess better thermal stability compared to thermoplastic [52]. Some progress has also been made toward developing biodegradable thermoset plastics with similar characteristics as the traditional thermoset such glycix, titan and hydro [53]. Mass scale manufacturing techniques such as plastic molding of biodegradable thermosets are also being explored in order to get a sustainable thermoset, which can contribute toward reducing carbon footprint.
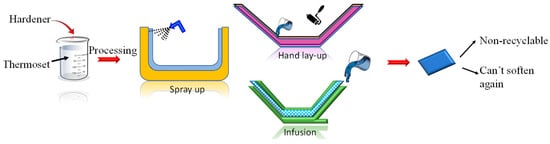
Figure 10. Thermoset matrix material in composite fabrication.
3.1.2. Thermoplastic Matrix
Thermoplastics can be available in the form of granules, plates, sheets or powder. Polyethylene (LDPE/HDPE), polylactic acid (PLA), polyvinylchloride (PVC), polystyrene, polypropylene (PP), Nylon and polycarbonate are commonly used matrix materials (Figure 11). These types of plastics are recyclable, some of them are biodegradable and as well processed from biobased resources such as PLA. The thermoplastics are processed by compression molding, extrusion, injection molding and sheet molding.

Figure 11. Different categories of thermoplastics and their popular applications.
3.2. Jute Fiber as Reinforcement in Composites
Jute fibers in the form of particles (macro, micro or nano), fiber (short < 5 mm; semi long > 5 mm; long), fabrics (Plaine, twill and Satin) and nonwoven can be used to manufacture composites depending on the applications and performance requirements. Figure 12 presents different forms of the jute fiber, that will influence the properties of the resulting composite material.
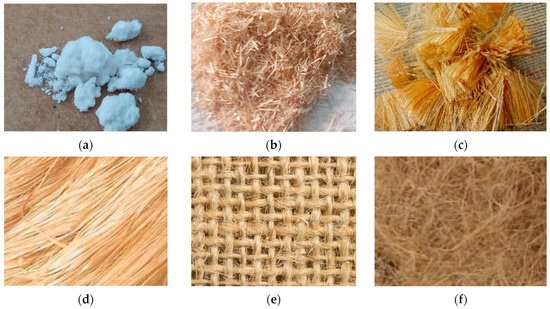
Figure 12. Different forms of jute fiber reinforcements used for fabricating polymer composite: (a) Particles, (b) Short (c) Semi-long (d) Long (e) Fabrics (f) Nonwoven.
| 31 ± 1.34 | ||
| 0.78 ± 0.05 | 158 ± 18.90 | 18 ± 1.92 |
Note: TS: tensile strength; TM: Tensile modulus; BS: Bending strength and BM: Bending modulus.
Rahman et al. [58] studied the effect of fiber orientation and jute volume fraction in jute polyester composites on mechanical and thermal properties with a maximum volume fraction of 30%. With a suitable combination of fiber orientation and fiber volume fraction improved mechanical properties were obtained and this type of composite can replace wood-based structures and potential to be used as a thermal insulation material.
Liquid thermoset resins can easily penetrate through the fibers. However, when pressure is applied for uniform penetration, the fiber orientation might change affecting the load-bearing capacity of the composite. In order to overcome this limitation, jute fabrics are incorporated into the thermoset matrix for obtaining uniform properties in different directions.
3.4.2. Jute Fabric-Thermoset Composite
The fibers are highly interlocked with each other in the woven fabrics compared to individual fiber or bundle fiber and their corresponding composites show higher strength. Therefore, when the number of jute fabric layers is increased within the matrix with good bonding, the corresponding composite shows increased performance. Different layers of jute fabrics [59] were incorporated into polyester through the hand lay-up technique and the findings are depicted in Figure 16a–c. It was clearly observed that tensile strength and modulus increased with an increase in the number of layers in the composite. However, with a higher number of layers, water uptake increased. A balanced approach should be adopted to get good mechanical properties without absorbing excessive water, which might affect the long-term mechanical performance.
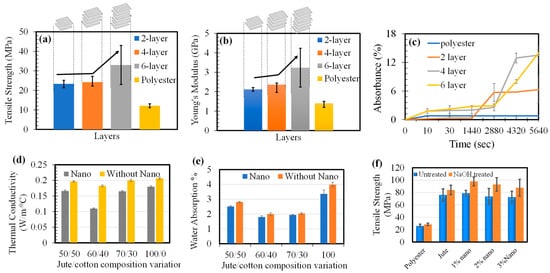
Figure 16. Performance of jute-thermoset composites (a) Tensile strength (b) Young’s modulus (c) water uptake of different layers jute polyester composite; (d) thermal conductivity and (e) water absorption of jute cotton polyester composites; (f) jute polyster composite with treated and untreated jute fiber [3][59][60][3,59,60].
Due to the presence of hydroxyl and other polar groups in various constituents of the natural fiber, the moisture uptake of the jute fabric-reinforced composite was higher compared to the synthetic polyester. This could lead to poor wettability of the fiber with the matrix, weak interfacial bonding and increased void content. Therefore, water repellant treatment of the jute fabrics or adding other fillers might reduce the water uptake. Jute based polyester composites targeted for a rooftop and fence for poultry were fabricated with different layers of jute-cotton blended fabrics (Jute/cotton: 50/50, 60/40, 70/30 and 100/0) and additives such as cashew nut shell (CNSL), nano-cellulose/nano-clay, and MEKPO hardener using a simple hand lay-up technique and their performance were analyzed [60]. With the increase of layer numbers, thermal conductivity increased except for 50/50 jute-cotton Figure 16d,e. A similar trend was also found in the case of water uptake behavior. However, the treatment with the nanoparticles brought a positive impact by reducing the thermal conductivity and water absorption. In order to further improve the jute polyester composite performance, the jute fiber was treated with alkali and nano-clay [3] and the results are shown in Figure 16f. A nano incorporation of 1% was found to be the optimum value for obtaining the maximum strength.
Jute fabric treatment by 10 to 15% NaOH was recommended to obtain the best mechanical properties in jute fabric-based epoxy composites [61]. Nath, et al. [62] incorporated the cenosphere from fly ash in woven jute-epoxy bio-composite to convert industrial waste into a value-added composite material. Addition of 5wt. % filler increased the tensile, flexural, interlaminar shear strength (ILSS) and hardness of the composite whereas the water absorption and thermal conductivity values showed an opposite trend. Nonwoven thermoset composites exhibit superior sound and heat insulation characteristics [63] as the fibers contain hollow lumen in their structure.
3.5. Jute Thermoplastics Composite
3.5.1. Jute Fiber-Thermoplastic Composite
Jute is a cellulosic material and has free OH-, which leads them to absorb moisture. As a result, they can be easily affected by bacteria and fungus and rot easily. Furthermore, the cellulosic fiber easily burns. Therefore, jute fibers were processed with water, fire and water retardant treatments and composites were formed with Maleic anhydride–grafted polypropylene (MAgPP) using a hot press machine. In all cases, with the increase of fiber content (wt.%) in the composites, the mechanical properties improved as shown in Figure 17. However, the treatments caused degradation of the tensile strength properties compared to the untreated jute composite. Fiber breakage and pull-out were evident in the tensile fracture surfaces. Uniform fiber distribution within the matrix could be a major contributing factor in terms of obtaining better composite properties.
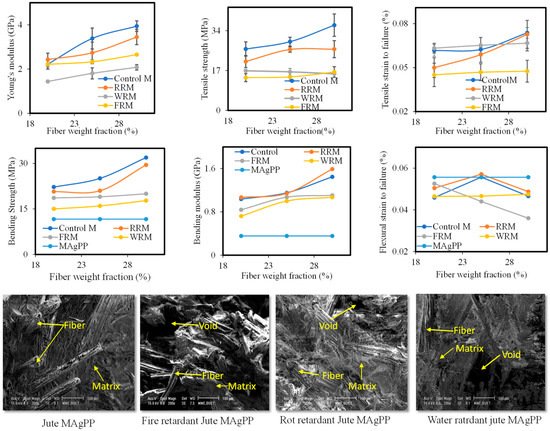
Figure 17. Mechanical properties and fractured surface characteristics of jute fiber reinforced thermoplastics composite fire-retardant (FRM), rot-retardant (RRM) and water-retardant (WRM) treatments on the jute fiber. Control M indicates no fiber treatment [43].
Short jute fiber (~5 mm) was chemically treated with alkali, potassium permanganate, and silane and mixed with PP to develop composites that can resist moisture absorption. All composites with the treated fibers showed better mechanical properties than that with the untreated fiber. Silane-treated jute-PP composite showed the lowest water absorption characteristics but the potassium permanganate-treated one showed the best mechanical properties. Depending on the application requirements, a suitable choice can be made [64]. Compared to other treatments, MAgPP and silane-treated jute–PP composites exhibited lower creep strains at longer durations [65].
3.5.2. Jute Fabrics Thermoplastic Composite
There are varieties of woven fabrics (e.g., plain, satin and twill) where the fibers are highly interlinked are used to fabricate thermoplastic composites in a layered structure. Figure 18a shows the cross-section of a six-layer plain-weave jute fabric composite where the layers were fully embedded within the matrix with the layered structure [41]. Tensile strength and flexural strength increased with the number of layers (Figure 18b,c). During tensile failure, some fiber surfaces within the yarn showed not much evidence of matrix adhesion indicating a lack of fiber wetting by the matrix material. In some cases, evidence of poor adhesion was also noticed by a clear gap between the matrix and fiber. Other layered composites using different matrix materials such as polypropylene and nylon were also developed [41]. In the case of woven thermoplastic composite, the mechanical properties depend on a number of factors such as fabric weight, fabric structure, yarn count, types of fiber, processing technique, as well as the type of matrix material used.
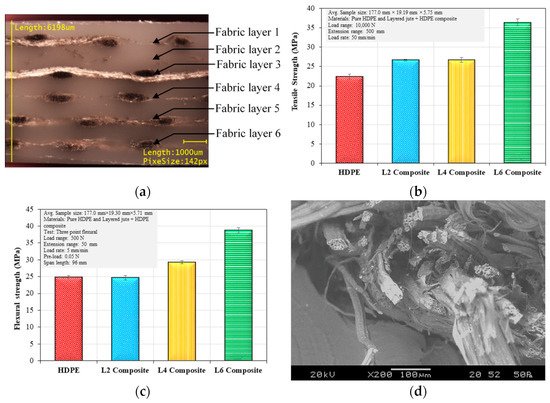
Figure 18. Mechanical properties jute-HDPE composites with varying number of jute layers: (a) layered composite cross-section (b) tensile strength (c) flexural strength and (d) tensile fracture surface [41].
Nonwoven jute fabric was also combined with thermoplastics as a promising reinforcement due to its flexible, lightweight and low-cost characteristics when compared to conventional woven fabrics. Sayeed et al. developed jute/polypropylene nonwoven reinforced composites using compression molding technique following film stacking strategy [49][66][49,66]. With alkali treatment of fiber, the composite showed improved mechanical properties. Tensile and flexural moduli could be maximized by tailoring the structure with the preferential and non-preferential alignment of the fibers with jute content between 23 and 33 wt.%. However, the layering sequence showed an insignificant effect on the tensile strength and elongation before breaking. Similarly, the rise in jute content enhanced the storage and loss moduli but the damping parameter showed a declining trend. Again, the layering sequence appeared as an influential factor in reaching the peak storage modulus [67].
3.6. Jute Based Polymer Biocomposite
Similar to other natural fibers, the major problem with the jute-based composite is that it cannot be easily recycled or biodegraded when compounded with the traditional non-biodegradable polymer matrixes. This only reduces the consumption of synthetic polymeric materials. However, in order to develop an eco-friendly green composite, both the fibers and the matrix materials must be biodegradable. Biodegradable composites with PLA films and jute nonwovens were developed by employing a film-stacking design in compression molding. Excellent tensile and flexural strengths were achieved by the composites but compared to the pure PLA, the composites showed slightly poorer thermal stability [68]. Meanwhile, completely degradable bio-composites have been made by Hu et al. [69] using short jute fiber for the automotive industry by increasing the volume fraction up to 70%. A higher volume fraction of jute fiber can effectively reduce the cost of the composite significantly. Short jute fibers and short PLA fibers were mixed with a jute volume fraction ranging between 60% and 70% and felt was made via carding and needle punching. The hot pressed molding process then used the felt as the starting material to fabricate the jute/PLA composite. The mechanical strength of the composites increased with the fiber volume fraction and good formability and processability were realized in manufacturing life-size truck liners for automotive applications. Other biobased jute composites using PLA have been recently reviewed [20]. Though the bio-based polymer composites are biodegradable, the strength is limited for a particular fiber, process and matrix, which can be tailored by hybridization and sandwich structure.