Your browser does not fully support modern features. Please upgrade for a smoother experience.
Please note this is a comparison between Version 2 by Zhenzhen Kong and Version 3 by Dean Liu.
GeSn materials have attracted considerable attention for their tunable band structures and high carrier mobilities, which serve well for future photonic and electronic applications.
- GeSn growth
- selective etch
- strain modulation
- RPCVD
1. Introduction
GeSn has aroused extensive attention as a result of its direct bandgap properties [1], compatibility with Si CMOS processes [2][3][4][5][6][2,3,4,5,6], higher absorption coefficients at short-wavelength infrared (SWIR) windows [7], and higher carrier mobilities compared with Si and Ge, etc. [3]. These characteristics show that GeSn materials will be promising for both optoelectronics and high-speed electronics for silicon photonic-electronic platforms in the near future. It is also expected that GeSn could open applications for thermoelectric materials in the near future [8][9][8,9]. There are several challenges in growing high quality GeSn: (I) the lattice mismatch between Ge and Sn is 14.7% and is even higher at 17% between Sn and Si; (II) incorporation of Sn in Ge is difficult due to the low solubility (<1%) of Sn in Ge and the instability of α-Sn above 13 °C; and (III) Sn precipitation and Sn agglomeration occur during growth. Therefore, growth tools, such as molecular beam epitaxy (MBE) [10][11][12][10,11,12], reduced pressure chemical vapor deposition (RPCVD) [13][14][15][16][17][18][19][20][21][22][13,14,15,16,17,18,19,20,21,22], ultra vacuum chemical vapor deposition (UHVCVD) [23], physical vapor deposition (PVD) [24], and sputtering technique [25][26][25,26] have been proposed to grow GeSn at low temperatures. Compared to MBE and PVD, CVD has the advantages of lower costs, higher growth rates, larger wafer sizes, and mass production potential which can easily be transferred to the Si-based microelectronic and photonic industry. As early as 2001, Kouvetakis’s group from Arizona State University (ASU) grew GeSn and GeSnSi via reactions of Si–Ge hydrides and SnD4 in a UHVCVD chamber, but SnD4 molecules are very unstable [27][28][27,28]. Then, in 2011, researchers from IMEC [14] and KTH proposed the growth of GeSn using commercially available reaction precursors (SnCl4/Ge2H6) in a production RPCVD tool [18]. Since then, many research groups reported the growth of GeSn using precursor combinations of SnCl4/Ge2H6 and SnCl4/GeH4 [13][14][15][16][17][18][19][20][21][22][23][13,14,15,16,17,18,19,20,21,22,23]. Moreover, GeSnSiC alloys were also grown using Si2H6, Ge2H6, SnCl4, and SiCH6, precursors which are also important for photonic applications [19][20][19,20]. From the mass production perspective, GeH4 is preferred to Ge2H6, owing to its wider usage and lower cost. In order to improve material properties, the effects of growth temperature, growth pressure, carrier gas, strain relaxation, and doping on GeSn growth were systematically investigated. Experimental results indicate that growth temperature, growth pressure, and strain relaxation were major factors towards achieving high Sn composition and high quality GeSn [29][30][29,30].
2. Growth Kinetics
. Growth Kinetics
The fundamental problem with growing GeSn layers is segregation of Sn atoms. There are two main factors which govern Sn segregation: chemical and size effects. The first effect depends on the heats of sublimation of Sn (65 kcal/mole) and Ge (89 kcal/mole), which in fact determine whether Sn-to-Sn or Sn-to-Ge bonding is favored. The size effect originates from the size difference between Sn and Ge atoms. Therefore, rwesearchers may conclude that high incorporation of Sn in Ge is a real challenge as a result of both aforementioned effects. Prior to GeSn growth, a Ge buffer with a thickness of at least 1000 nm is necessary to be deposited for high quality epitaxy. The Ge buffer layer contains two layers which are grown at a temperature of 450 °C for the low layer, and at 650 °C for the cap layer. The first layer is highly defective; meanwhile, the second layer has significantly higher epitaxial quality. An annealing treatment at 850 °C ensures the defect density is minimized to a level of 107 cm−2. Since the main goal of this study is to incorporate high Sn content in Ge, the quality of the buffer layer is very important. Figure 13 illustrates the series of grown samples in this study. The amount of SnCl4 introduced into the epi chamber was increased in three steps of 0.8, 1, and 1.5 g/h. In these samples, Sn segregation appears as Sn dots on the surface of the GeSn layer. The sizes of the Sn dots depend on the thickness of the GeSn layer, and they become larger for thicker GeSn layers. Therefore, it is important in the characterization of GeSn layers that the presence of Sn dots not be misjudged as surface roughness, especially when they are small for thin GeSn layers. Since Sn atoms are large, and since the heat of sublimation for Sn is less than that for Ge, segregation of Sn in Ge buffer occurs from both chemical and size effects.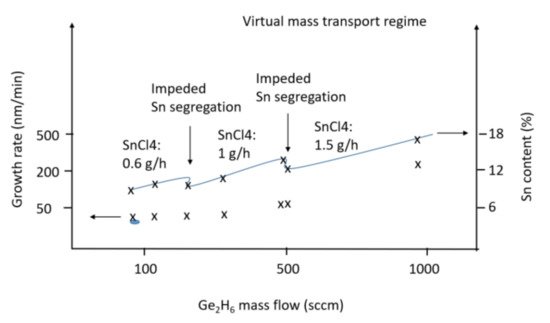
Figure 13.
Growth parameters of GeSn deposition and its related Sn contents.
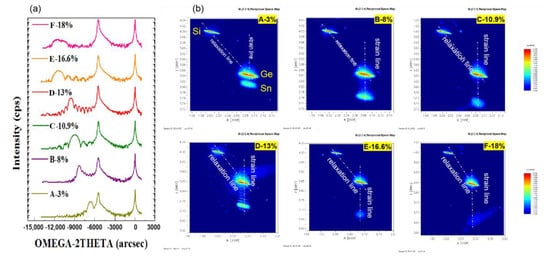
Figure 24.
X-ray analysis of GeSn/Ge layers (
a
) rocking curves and (
b
) 224 HRRLMs.
3. Strain Modulation of GeSnOI by Vertical Etching
The strain modulation of GeSnOI was studied by stepwise etching the Ge buffer. Figure 310 shows HRXRD results of as-grown and after 20 s, 100 s, and 120 s etching times of GeSnOI. In these experiments, the intensity of the Ge peak decreases gradually with increases in etching time, and later appears as Ge is completely etched away.
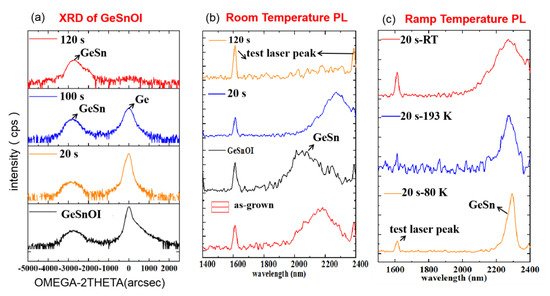
Figure 310. (a) XRD of GeSnOI as-grown (black line) and after wet etchings of 20 s (orange line), 100 s (blue line), and 120 s (red line); (b) PL at room temperature of GeSn as-grown (red line), GeSnOI (black line), and after wet etchings of 20 s (blue line), 100 s (amaranth line), and 120 s (orange line); and (c) PL of GeSnOI after wet etching of 20 s at temperatures of 80 K (orange line), 193 K (blue line), and room temperature (red line).
Figure 310b shows the GeSn peak has a blue-shift after the bonding process. It is believed that this shift is a result of the annealing treatment (300 °C 1 h) which could cause a number of Sn atoms to be pushed out from substitutional sites, resulting in strain reduction. This explanation originates from the fact that reswearchers observed no defects in HRTEM results. Meanwhile, the etching of the Ge buffer creates a red-shift, as expected. The red-shift is caused by stress release and bandgap alignment in GeSn. Table 14 and Figure 310c demonstrate more PL investigation on the GeSnOI sample with a 20-s etching of Ge buffer at different temperatures. The PL peak’s FWHM at room temperature (shown as Table 14) is decreased at low temperature analysis, which is consistent with freezing of imperfections in the epilayer.
Table 14.
PL data for the GeSn peak at 80 K and at room temperature (RT) after Ge vertical wet etching.
| Sample | FWHM-80 K/nm | Peak of GeSn-80 K/nm | FWHM-RT/nm | Peak of GeSn-RT/nm |
|---|---|---|---|---|
| GeSn Before bonding | -- | -- | 251 | 2166 |
| GeSnOI | 129 | 2040 | 134 | 2039 |
| 20 s | 60 | 2286 | 284 | 2270 |
| 120 s | 26 | 2279 | 345 | 2232 |
In order to find out the strain distribution in the above sample GeSnOI, NBD analysis was performed, as shown in Figure 411a–c, and more details about estimated strain values are demonstrated in Table 25. The strain is distributed at the top level in the middle of the GeSn layer and more relaxation occurs in the vertical direction close to the Ge buffer. No defects are created in GeSn layers, and by removing more Ge buffer the strain is constantly decreased.
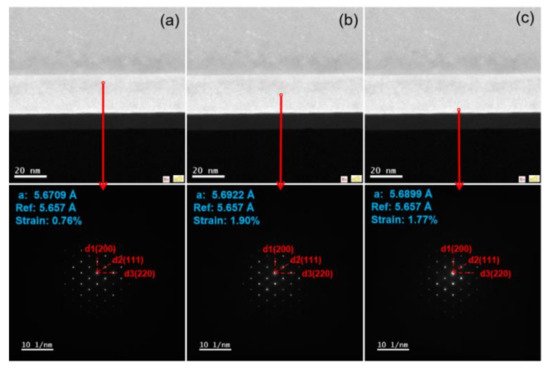
Figure 411. NBD in different GeSn regions of sample wet etched for 20 s; the reference is bulk Ge with lattice constant 5.657 Å. (a) Up; (b) middle; (c) down.
Table 25.
NBD results about GeSnOI strain before etching, and after wet etching for 20 s and 120 s.
| Sample | Bulk Strain | Strain⊥(002) | Strain//(220) |
|---|---|---|---|
| GeSnOI | 2.79% | 2.11% | 0.47% |
| 20 s | 1.90% | 1.60 % | 0.17 % |
| 120 s | 1.19% | 2.24% | −0.32% |