Automated visual inspection (AVI) instrument targeting on surface quality emerges as a standard configuration for metal planar materials (e.g., steel, aluminum, copper plates and strips, etc.) to improve product quality and promote production efficiency. A general AVI instrument provides two main functions of defect detection and classification. The former detection process recognizes defective regions from normal background without identifying what types of defects they are. The latter process is dedicated to identify and label detected defects to support finishing product grading. The classification accuracy is directly determined by the precision of defect detection; thus, the overall performance of an AVI system is mainly limited by the accuracy, time efficiency, and robustness of various algorithms in the process of defect detection. Both two-dimensional and three-dimensional surface defect detection technologies are used for defect detection. According to the algorithm properties, the existing two-dimensional methodologies are categorized into four groups: statistical, spectral, model, and machine learning-based methods. On the basis of three-dimensional data acquisition, the three-dimensional technologies are divided into stereoscopic vision, photometric stereo, laser scanner, and structured light measurement methods.
- automated visual inspection
- image detection
- surface defect detection
- metal planar materials
Note:All the information in this draft can be edited by authors. And the entry will be online only after authors edit and submit it.
Definition:
The computer-vision-based surface defect detection of metal planar materials is a research hotspot in the field of metallurgical industry. The high standard of planar surface quality in the metal manufacturing industry requires that the performance of an automated visual inspection system and its algorithms are constantly improved.
1. Introduction
Metal planar materials (e.g., steel, aluminum, copper plates and strips, etc.) are widely used in automobile manufacturing, bridge construction, aerospace, and other pillar industries, which make immense contributions to the modern social development and the betterment of life. Nevertheless, in the actual industrial production process, the processing equipment damage or the harsh industrial environment will inevitably lead to certain quality problems of metal planar materials products. Some products surface defects showing large-area or periodic characteristics not only impact on the subsequent production but also threaten the quality of terminal products, which bring huge economic and reputational losses to the manufacturing enterprises. The number, degree, and distribution of surface defects areas are significant factors to determine the quality of industrial metal planar materials. The damage detection methods based on vibro-acoustic modulation [1], wireless sensing technology [2] and other different principles have been researched for a long time. However, the computer-vision-based surface defect detection methods are the most commonly used to find and locate the abnormal areas on the image surface due to their advantages of low cost, easy operation, and superior performance, etc. Nowadays, with the rapid development of hardware facilities and the continuous advance of artificial intelligence technology, automated visual inspection (AVI) equipment has gradually become the standard configuration for industrial manufacturers to improve product quality and production efficiency [3][4][5][6][7][8][3–8].
2. Taxonomy of Two-Dimension Defect Detection Methods
Researchers divided the previously proposed methods into different categories according to different characteristics; however, due to scholars’ subjective differences, these categories also vary with each individual. For instance, Zhang et al. [9][17] thought that texture can be divided into statistical texture and structural texture, and accordingly, the surface defect detection methods based on machine vision are divided into non-texture surface defect detection and texture surface defect detection, in which the former includes threshold methods and pyramid methods, and the latter includes spatial domain methods and frequency domain methods. Yet, based on diverse technology roadmaps, Wang et al. [10][36] classified defect detection methods into three categories: classification-, local exception- and template matching-based. Youkachen et al. [11][37] proposed that the detection methods can be classified into a probability model, statistical model, proximity model, deviation model, and network model. Wu et al. [12][38] divided the methods into statistics-, structure-, spectrum- and subspace-based methods. The texture analysis problem is formerly settled by statistical, spectral, and model-based methods. However, it is noteworthy that the rapid development of deep learning in recent years has changed this pattern; more and more defects detection methods based on deep learning have been applied to metal planar materials. Hence, this entry divides the surface defect detection methods of metal planar materials into four categories: traditional statistical-based methods, spectrum-based methods, model-based methods, and emerging machine learning-based methods (Figure 1).
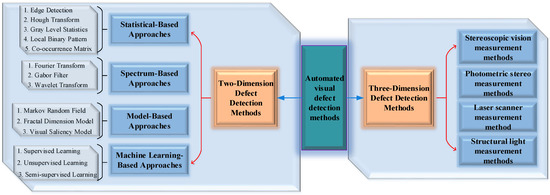
Figure 1. The overall structure of detection method taxonomy.
3. Taxonomy of Three-Dimension Defect Detection Methods
Two-dimensional detection methods mainly rely on gray images to obtain the surface morphology of flat metal and employ gray field change to realize surface defect detection. Due to the lack of height/depth information, these kinds of methods are frequently susceptible to natural light, shadow, water, and oil stains, resulting in false defects. In spite of this, the surface defects of metal planar materials are generally accompanied by height anomalies, such as pits, bumps, depressions, and so on. High reflective spots and dark areas appear in the two-dimensional image after illumination, which is unconducive to the accurate identification of defects. Therefore, the defect detection methods led by 3D imaging technology or 3D reconstruction technology attract wide attention. Making full use of the gray, elevation, and geometric characteristics of the defects, new detection techniques are the development trend of the surface defect detection technology of metal planar materials.
Three-dimensional (3D) data measurement is commonly divided into contact measurement and non-contact measurement. The former shows the characteristics of high destructiveness, high cost, and slow detection speed, and the latter mainly includes penetration measurement and reflection measurement. Penetrating measurement of radioactive substances causes potential hazards. Consequently, the non-contact and high-security advantages of reflection-type measurement turn into the choice of most people, and outstanding results have been obtained in the surface detection of 3D objects. Non-optical measurement is a type of reflection measurement, from early radar and sonar to ultrasonic imaging [13][14][129,130], magnetic imaging [15][16][131,132], pulsed eddy current imaging [17][18][19][20][133–136], and so on. Non-optical measurement needs to be close to the detected surface and generates blind spots if the rough surface or noise interference occurs. Another momentous reflective measurement is an optical measurement. The number of literatures on 3D detection methods of metal planar materials surface defects is limited, and researchers have different opinions on the classification of optical 3D measurement methods. Pernkopf and O'Leary [21][137] summed up two range imaging methods: light sectioning and photometric stereo. The former uses projected light to calculate distance, while the latter obtains static scene distance from several grayscale intensity images. Koch et al. [22][138] divided existing 3D detection research into (1) 3D reconstruction methods using 3D laser scanning and stereo vision and (2) target reconstruction methods based on vibration using acceleration sensors. Song et al. [23][139] believed 3D information acquisition could be divided into two types: passive stereo vision and active structured light. Passive stereo vision is well applied to areas with large texture variation. Active structured light replaces a camera with a projector and actively projects the required texture on the object surface for stereo matching, which has high spatial resolution and accuracy. According to the method of 3D data measurement, 3D detection technology is divided into four types: stereoscopic vision measurement, photometric stereo, laser scanner measurement, and structural light measurement.