The treatment and reduction of animal by-products has registered an increase in the awareness that this type of materials is underutilised and can represent a valuable resource if treated correctly. Consequently, it is no longer practical to dispose of animal by-products, especially when a significant amount of potential raw materials is produced, which can have a high economic potential through the production of new products with significant added value. The reuse and valorisation of animal by-products (ABPs) generated in the food retail sector can involve sending these by-products to another company/organisation or industry, where they will be processed in order to obtain added-value products. This type of valorisation originates an industrial symbiosis.
- agri-food business
- animal by-products
- food retail sector
- industrial symbiosis
- circular economy
1. Industrial Symbiosis
2. Implemented Industrial Processes and Technologies
| Industrial Process | Technology | Raw Materials | Final Products | Possible Uses of the Final Products | References | |
|---|---|---|---|---|---|---|
| Rendering | Digestion (133 °C; 3 bar; 20 min) for sterilisation and stabilisation of ABPs | Muscle Bones Fats |
ABP meal | Animal feed | [8][9] | [59,60] |
| Animal fat | Biodiesel production | |||||
| BioRefinex | Thermal hydrolysis (180 °C; 12 bar; 40 min) + anaerobic digestion (50–60 °C; 10–35 days) |
Muscle Bones Fats |
Hydrolysed proteins | Fertilisers | [10] | [61] |
| Biogas |
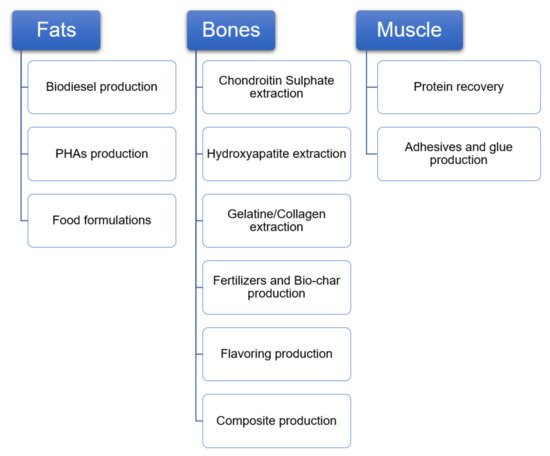
3.1. Fat Valorisation Systems
| H | 2 | O | Proteins | Lipids | Ash | Reference | ||||
|---|---|---|---|---|---|---|---|---|---|---|
| Poultry | 28.7 | 3.7 | 67.4 | 0.3 | [22] | [73] | ||||
| = 88.5% | ||||||||||
| Fuels | ||||||||||
| Bovine | [ | 25] | [76] | Gelatine production | Alkaline pre-treatment + thermal hydrolysis (50–100 °C; 10–36 h) | Bones | Gelatine powder | Food products Pharmaceuticals Photographic products | [13][14] | [64,65] |
| Chondroitin sulphate production | Enzymatic hydrolysis (60 °C; 8 h; alcalase) + alkaline hydrolysis (35 °C; 1 h; pH > 11) |
Bones | Chondroitin sulphate powder | Pharmaceuticals Cosmetics | ||||||
| Pyrolysis gas | ||||||||||
| Thermal hydrolysis (90–110 °C; 0.5–10 h) |
Muscle | Meat extract | Meat flavourings Animal feed |
[16] | [67] | |||||
| Meat powder | ||||||||||
| Enzymatic hydrolysis (50–52 °C; 50 min; papain) |
Muscle | Protein powder | Animal feed | [17] | [68] | |||||
3. Emerging Low-TRL Systems
| 4 |
| 1.5 | |||||||
| 94.0 | 0.5 | [ | 23 | ] | [74] | ||
| Rendering, mixing (methanol (6:1)), supercritical transesterification (400 °C; 41.1 MPa; 6 min) | η | biodiesel | = 88% | [26] | [77] | ||
| Beef Fat | PHA production | PHAs—polyhydroxyalkanoates Rendering, fermentation (30 °C; pH = 6.8; aeration = 0.5 vvm; C | O2 | = 40%; 300–1200 rpm) | Purity >99% Production = 0.4 g PHA/g fat Productivity = 0.36 g PHA/L.h |
[28] | [79] |
| Biodiesel production | Heating, filtration, transesterification (50 °C; KOH + methanol), decanting, washing (hot water + acetic acid), mixing (methanol), vacuum distillation, dehydration (ethylene glycol) | η | biodiesel | = 73% | [27] | [78] | |
| Pork Fat | Food formulations | Winterisation process | Decrease of 28% in the saturated fatty acid content | [29] | [80] |
3.2. Bone Valorisation Systems
| ABP | Final Use | Experimental Procedure | Results | Reference | ||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Poultry Fat | Biodiesel production | Heating (110 °C), filtration (30 °C), transesterification (methanol (6:1) and NaOH (1%); 30 °C; 90 min), decanting (1 h), evaporation (low pressure), mixing (50% ( | v | / | v | ) HCl (0.2%)), mixing (50% ( | v | / | v | ) H | 2 | O), dehydration (Na | 2 | SO | 4 | (25%); 30 rpm), filtration | η | extraction | = 40% η | biodiesel | = 87% | [ |
| - | [ | 14 | ] | [ | 65 | ] | ||||||||||||||||
| Pig | 36.6 | 21.8 | 17.5 | 24.1 | - | [33] | [84] |
| ABP | Final Use | Experimental Procedure | Results | Reference | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Poultry Bones | Chondroitin sulphate extraction | Washing (H | 2 | O; 30 min), mixing (H | 2 | O (1.5:1)), heating (120 °C; 0.1 MPa; 120 min), filtration (100-mesh sieve), centrifugation, heat-resin static adsorption extraction, mixing (trichloroacetic acid (7% | w | / | v | ); 4°C; 24 h), centrifugation (15,000× |
| H | 2 | O | Proteins | Lipids | Ash | Reference | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| g | ; 20 min), mixing (ethanol (70% | v | / | v | ); 24 h), centrifugation (5000× | g | ; 5 min), drying (60 °C), mixing (H | 2 | O), ultrafiltration, freeze drying | 22.8 | η | CS | = 0.14% % recovered = 67.4% M | CS | = 35.81 kDa | 21] | [72 | |||
| 66 | ||||||||||||||||||||
| ] | ||||||||||||||||||||
| ] | ||||||||||||||||||||
| [ | 32 | ] | [ | 83] | 1.0 | 1.2 | [ | Rendering, filtration, heating (110 °C; 1 h), esterification (methanol (40%) + H | 2 | SO | 4 | (2.5%); 63 °C; 1 h), decanting, mixing (H | 2 | O; 65 °C), heating (110 °C), transesterification (methanol (20%) + KOH (1%)), decanting, mixing (H | 2 | O; 65 °C), heating (110 °C) | ||||
| Crushing, washing (acetone), filtration, drying (60 °C; 24 h), mixing (H | 2 | O (1.5:1) + trypsin), extraction (47 °C; 6 h), heating (10 min), filtration (100-mesh sieve), centrifugation (12,000× | g | ; 10 min), mixing (ethanol (70%); 4 °C; 24 h), centrifugation (5000× | g | ; 5 min), drying (60 °C) | η | biodiesel | η | CS | = 4.25% M | |||||||||
| Gelatine extraction | ||||||||||||||||||||
| Crushing (1–3 mm), washing (H | ||||||||||||||||||||
| 2 | ||||||||||||||||||||
| O), demineralisation (HCl (50 g/L); 8 °C; 2 h), washing (H | 2 | O), enzymatic treatment (neutrase; pH = 9; 50 °C), heating (100 °C), mixing (pH = 7), gelatine extraction (T; 3 h), centrifugation (30 °C; 900× | ||||||||||||||||||
| Poultry | 75.0 | 48 | ] | [ | 99] | |||||||||||||||
| CS | = 37.18 kDa | |||||||||||||||||||
| Bovine | 75.1 | 19.2 | 4.4 | 1.3 | [49] | [100] | Hydroxyapatite extraction | Washing, drying (oven), crushing, calcination (electric furnace; P | atm | ; 700 °C) | % lost mass = 28.72% | [35] | [86] | |||||||
| g | ||||||||||||||||||||
| Pig | 75.1 | 22.8 | Flavouring production | Crushing, washing (H | 2 | O (1.5:1); 10 min), hot pressure extraction (H | 2 | O; 135 °C; 120 min), filtration (200-mesh sieve), centrifugation (16,000× | g | ), evaporation (0.08–0.1 MPa; until 30% solids) | % recovery: Proteins = 83.51% Collagen = 96.81% Amino acids = 31.03–47.73% C | Ca | = 4.2–4.8 mg/g | [46] | [97] | |||||
| Gelatine and collagen extraction | Crushing (1–2 mm), mixing (H | 2 | O (1 g:2 mL)), heating (35 °C; 1 h), washing (H | 2 | O), filtration, acid treatment (HCl (1 g:2 mL); 10 °C; 24 h), washing (H | 2 | O), filtration, alkaline treatment (NaOH (1 g: 4 mL; T | room | ; 48 h), mixing (phosphoric acid until pH = 4), washing (H | 2 | O), filtration, mixing (H | 2 | O (1 g: 3 mL); 76–82 °C; 105–183 min), centrifugation (5000 g; 30 °C; 30 min), drying (oven; 42 °C) | Gel strength = 1175.8 g T | melting | = 33.71 °C T | gelling | = 25.15 °C | [37] | [88] |
| Fertiliser production | Dehydration (110 °C; 4–5 h), rendering (133 °C; 3 bar; 20 min), double calcination (electric furnace; 550 °C) |
Coal represents 24% of initial poultry meal mass Coal: 56.33% phosphate 30.7% calcium |
[43] | [94] | Pyrolysis (850 °C; 20 min) |
Bones | Bio-char | Fertilisers and adsorbents | [11] | [62] | ||||||||||
| Pig Bones | Bio-char production | Crushing (2–5 cm), precarbonisation (450 °C; N | 2 | atmosphere; 10 °C/min), crushing (0.25–0.35 mm), pyrolysis (800 °C), washing (H | 2 | O) | H = 68.3% | [44] | [95] | Bio-oil | ||||||||||
| Bovine Bones | Fuels | Bio-char production | Washing (H | 2 | O, 90 °C; 24 h), pyrolysis (350 °C; 2 h), cooling (T | room | ||||||||||||||
| ), vacuum filtration, mixing (Ca(OH) | ||||||||||||||||||||
| 2 | ||||||||||||||||||||
| until pH = 9), flocculation, centrifugation, ion exchange | H = 13.9% | Gel strength = 243.22 g µ = 4.915 cP |
[38] | [89] | ||||||||||||||||
3.3. Muscle Valorisation Systems
| ABP | Final Use | Experimental Procedure | Results | Reference | ||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Poultry Muscle | Protein recovery (hydrolysis) | Rendering, mixing (H | 2 | O), enzymatic hydrolysis (7 h; 50 °C; pH adjustment with NaOH (5.4 M)), heating (85 °C; 15 min), centrifugation (1000× | g | ; 4 °C; 30 min), freeze drying (0.045 mbar; −44 °C) Enzymes: alcalase (pH = 8) and flavourzyme (pH = 7) |
% hydrolysed = 11.13% % recovered = 58.1% |
[50] | [101] | |||||||||||
| Sterilisation (121 °C; 15 min), enzymatic hydrolysis (phosphate buffer (50 mM); 50–56 °C; 18 h), filtration, centrifugation (15000 rpm; 30 min), filtration, spray drying (67 °C; 4 h) | Enzyme | : papain | C | proteins | = 768 mg/g C | CS | = 89.6 mg/g C | HA | = 73.9 mg/g C | amino acids | = 44.2 mg/g | [52] | [103] | |||||||
| Crushing, mixing (H | 2 | O (3:1) + NaOH), heating, enzymatic hydrolysis (52.5 °C; pH = 8 with addition of NaOH), heating (85 °C; 20 min), centrifugation (3500rpm; 20 min) | Enzyme | : alcalase (4.2%) | % hydrolysed protein = 31% % recovered protein = 91% |
[51] | [102] | |||||||||||||
| Crushing (3000 rpm; 3 min), mixing (H | 2 | O; 1100 rpm; 5 min), hydrolysis (40 °C; pH = 9; 60 min), centrifugation (10,000× | g | ; 15 min), microfiltration (2 bar), ultrafiltration (2 bar), isoelectric precipitation (HCl (37%) until pH = 4), centrifugation (5000× | g | ; 5 min), mixing (hexane + isopropanol (3:2 | v | / | v | ); 1 h; 20 °C), evaporation | η | extraction | = 83% η | process | = 55% | [56] | [107] | |||
| Crushing (2.3 mm), ISP (H | 2 | O + TiO | 2 | (6:1); 32–34 °C), mixing (NaOH until pH = 11.5; 10 min), centrifugation (10,000× | g | ; 10 min), mixing (HCl until pH = 5.5; 10 min), centrifugation | Addition of TiO | 2 | to the ISP-recovered proteins resulted in increased gel strength | [57] | [108] | |||||||||
| ), crushing (75–300 µm) | ||||||||||||||||||||
| Adsorption capacity = | 10.56 mg F/g | [ | 41] | [92] | ||||||||||||||||
| Washing, drying (110 °C), crushing (1–2 mm), washing (acetone + H | 2 | |||||||||||||||||||
| Mixing (H | 2 | O; pH = 4–4.5; 3.5 h), filtration, centrifugation, evaporation (until 25° Brix), enzymatic hydrolysis (aspergillus (0.06%); 50 °C; pH = 7; 1 h), heating (10 min), enzymatic hydrolysis (trypsin/chymotrypsin (1%); 37 °C; pH = 7; 1 h), heating (10 min), centrifugation |
Inhibitory activity: Chicken extract = 1060 mg% Hydrolysed extract = 1.1 mg% |
[53] | [104] | |||||||||||||||
| Adhesive and glue production | Mixing (H | 2 | O (1:4 | w | / | v | ); 10 min), filtration (200-mesh sieve), centrifugation (10,000× | g | ; 4 °C; 25 min), mixing (NaOH (2 M) until pH = 11), centrifugation (10,000× | g | ; 4 °C; 25 min), mixing (HCl (2 M) until pH = 5), centrifugation, washing (H | 2 | O), freeze drying, mixing (sodium dodecyl sulphate (3 M) or urea (3%) and NaOH (10%) until pH = 10) | Urea (3%)/SDS (3 M): Dry strength = 7.99/9.35 MPa Wet strength = 3.35/2.9 MPa Soaked strength = 5.21/8.89 MPa |
[58] | [109] | O), filtration, drying, pyrolysis (400 °C; 2 h; 10.2 °C/min) | Removal of 41.4% of 17-β oestradiol from water | [42] | [93] |
| Composite production | Crushing, washing (H | 2 | O), drying, carbonisation (550 °C; 1 h), crushing (100 µm) | Composite strength increases with bone carbonisation | [45] | [96] | ||||||||||||||
| Hydroxyapatite extraction | Washing (H | 2 | O; 1 h), washing (acetone; 2 h), drying, crushing (45–125 µm), calcination (T; 3 h; 10 °C/min) | Optimal calcination temperature ≥700 °C |
[34] | [85] | ||||||||||||||