Molybdenum and its alloys, with high melting points, excellent corrosion resistance and high temperature creep resistance, are a vital high-temperature structural material. However, the poor oxidation resistance at high temperatures is a major barrier to their application.
- molybdenum alloys
- coating
- oxidation behavior
- microstructure
- high-temperature
1. Introduction
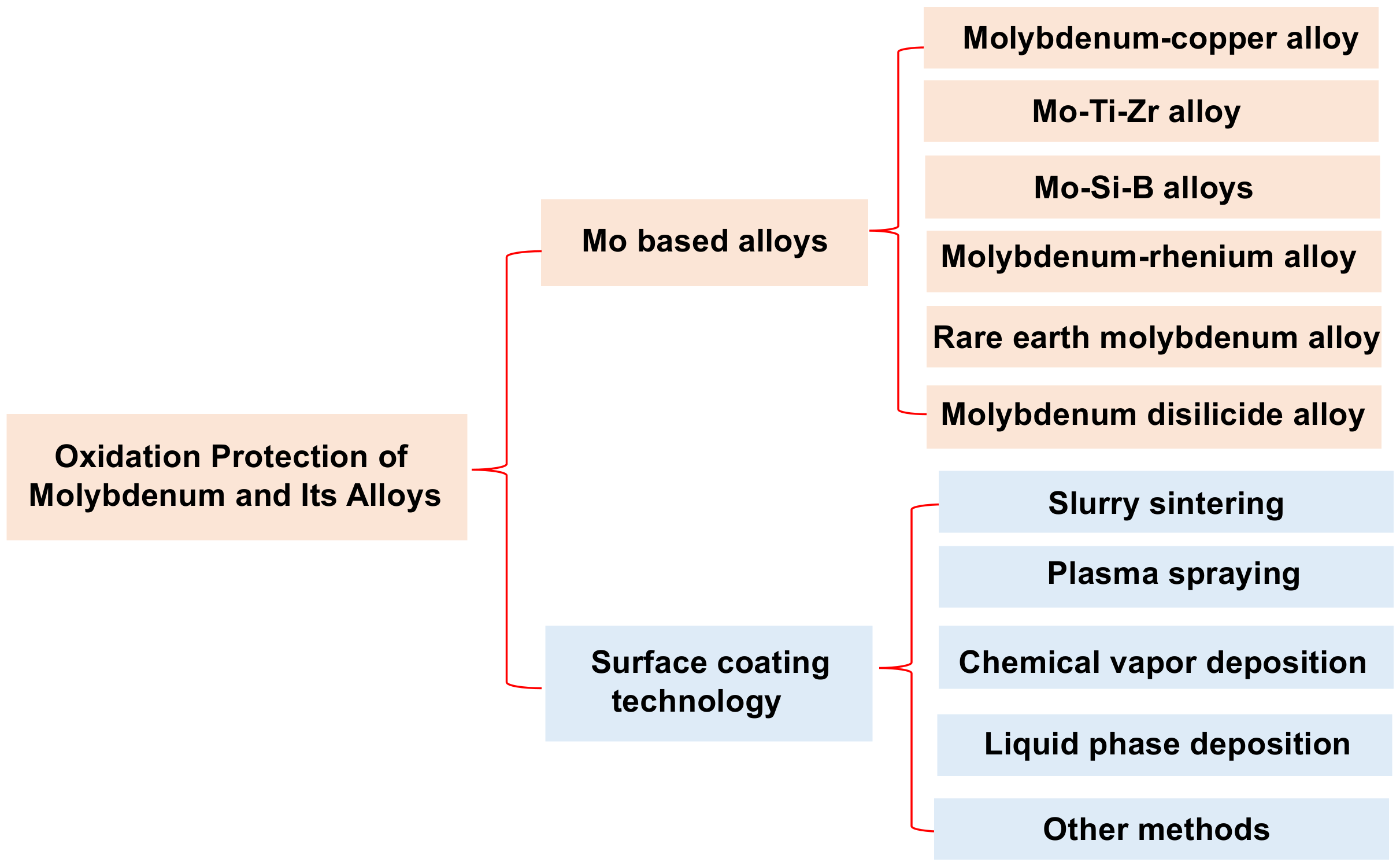
Molybdenum and molybdenum-based alloys have a high melting point (2620 °C), good high-temperature mechanical properties and high conductivity and thermal conductivity, and are widely used in high-temperature structures [1][2][3][4][5][6][5,6,7,8,9,10]. However, the alloys have a poor oxidation resistance, and the “Pesting oxidation” at 400–800 °C and oxidation decomposition above 1000 °C are the main factors that limit their application [7][8][9][10][11,12,13,14]. At present, the alloying and surface-coating technology are the main methods to increase the oxidation resistance of the basal materials [11][12][15,16]. The types of molybdenum alloys and the various surface coating technologies of Mo and its alloys are shown in Figure 1 [13][14][15][16][17,18,19,20]. It can been seen that the Ti, Zr, W, Re, Si, B, Hf, C and rare earth oxides are often added to pure Mo as beneficial elements to prepare molybdenum alloys. However, the result of alloying is not satisfactory when considering the mechanical properties and high-temperature oxidation resistance of the alloys [17][18][21,22]. For example, adding a certain amount Ti element to the alloy can enhance its strength, but it will further accelerate the oxidation of the alloy [19][23]. Mo–Si–B alloys have satisfactory high temperature oxidation resistance, but their fracture toughness is poor. Mo–Ti–Si–B alloys are considered as a promising ultra-high temperature material. However, their oxidation resistance and mechanical properties need to be further studied [20][24].
2. Microstructure and Oxidation Behavior of Coatings
2.1. Coatings Prepared by Slurry Sintering (SS)
2.1.1. Microstructure and Growth Mechanism of SS Coatings
2.1.2. Oxidation Behavior and Mechanism of SS Coatings
It is observed that an oxide layer forms on the surface of SS coatings after oxidation, which is mainly composed of SiO2, TiO2, Mo5Si3, etc. Compared with the original coating, the thickness of the oxidized coating increases significantly, which is due to the volume of the coating expanding and the interface migration caused by the inter-diffusion reaction. However, the thickness of the MoSi2 layer decreases significantly due to the growth of the oxide film and the migration of the interface layer. By contrast, the interdiffusion between the coating and the substrate becomes more sufficient with the increase of exposure time, resulting in a significant increase in the thickness of the interface layer dominated by Mo5Si3 [23][24][25][26][43,44,45,46].2.2. Coatings Prepared by Plasma-Spraying Technique
2.2.1. Microstructure and Growth Mechanism of Plasma-Spraying Coatings
2.2.2. Oxidation Behavior and Mechanism of Plasma-Spraying Coatings
It should be noted that except for Mo2BC coating, the mass of the other coatings increases compared with that before oxidation. This is mainly due to the strong affinity force between C and oxygen. During oxidation, the volatilization rate of CO is greater than the formation rate of B2O3, resulting in the reduction of the overall quality of the coating.2.3. Coatings Prepared by Chemical Vapor Deposition (CVD) Technology
2.3.1. Microstructure and Growth Mechanism of CVD Coatings
| Substrate | Composition of Gas Mixture | Process Conditions | Composition and Thickness of Coatings (µm) | Bond Strength (MPa) | Hardness (GPa) | Surface Grain Size (μm) | Refs. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Gas Flow Rate (ml·min | −1 | ) | Deposition Temperature (°C) | Deposition Time (h) | Outerlayer | Interface Layer | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Mo | SiCl | 4 | , H | 2 | SiO | 2 | (3.00)SiCl | 4 | : 50.00 H | 2 | : 100.00 | MoSi620.00 | 2 | (5.00)3.00 | SiO | 1000 °C, 3.00 h | - | 2 | (3.00) | SiO | 2 | , MoOMoSi | 2 | (5.00) | - | 3 | - | 15.00 | MoSi | 2 | -Mo | 5 | Si | 3[32] | [71] | ||||||||||||||||||||||||||||||
| 12.00 | [ | 32 | ] | [ | 71 | ] | NH | 3 | , SiCl | 4, | H | 2 | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| MoSi | 2 | -Si | 3 | N | 4 | (72.00)NH | 3 | : 100.00 H | 2 | : 990.00 SiCl | 4 | : 10.00 | 1100.00 | Mo | 2 | N (5.00)NH | 3 | : 2.00 SiCl | 4 | : 5.00 | MoSi | 2 | , Si | 3 | N | 4 | (72.00) | 500 °C, 1492.00 h | 1.00 h cycles | Si | 2 | ON | 2 | Mo | 2 | N (5.00) | - | , SiO | 2 | , MoO | 3 | Mo | 4 | O | 11 | , Mo | 9 | O | 26 | , (3.00) | MoSi | 2 | -Si | 3 | N | 4 | (100.00)- | 3.00 × 10 | −1 | 5.00 × 10 | −1 | [33] | [72] | [33] | [72] |
| BCl | 3 | , TiCl | 4 | , H | 2 | BCl | 3 | : 195.00 TiCl | 4 | : 130.00 H | 2 | : 635.00 | 1000.00 | 2.00 | TiB | 2 | (13.00) | ||||||||||||||||||||||||||||||||||||||||||||||||
| TiB | - | 7.00 | 28.00 | 2.00 | 2 | (13.00) | - | 900 °C, 6.00 h | - | TiO | 2 | , B | 2 | O | 3 | - | 8.00 × 10 | −2 | [34] | [ | [34] | [73] | |||||||||||||||||||||||||||||||||||||||||||
| 73 | ] | WCl | 2 | , H | 2 | - | 1800.00 | 2.00 | W (160.00) | - | - | - | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| TiB | 2 | (13.00) | - | 450 °C, 5.00 h | - | TiO | 2 | , B | 2 | O | 3 | 20.00 | - | 3.00 × 10 | −2 | [37] | [78] | [35] | [74] | ||||||||||||||||||||||||||||||||||||||||||||||
| CH | 4 | , SiCl | 4 | , H | 2 | CH | 4 | , H | 2 | :200.00 SiCl | 4 | : 10.00 H | 2 | : 990.00 | 1200.00, 1100.00 | CH | 4 | : 65.00 SiCl | 4 | : 10.00 | SiC, MoSi | 2 | (60.00) | MO | 2 | C (25.00) | - | - | 3.00 × 10 | −1 | [36] | [75] | |||||||||||||||||||||||||||||||||
2.3.2. Oxidation Behavior and Mechanism of CVD Coatings
Table 27 shows the microstructure evolution and mass gain of CVD coatings before and after oxidation under different conditions. Obviously, researchers mainly reported the oxidation of the coating at low temperature (500 °C to 1000 °C), and the oxidized coatings mainly consist of an oxide layer, intermediate layer and interface layer [32][33][34][35][36][37][71,72,73,74,75,78].| Substrate | Composition and Thickness of Coatings (µm) | Exposure | Comments | Composition and Thickness of Oxidized Coatings (µm) | Mass Gain (mg·cm | −2 | ) | Refs. | |||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Outer Layer | Interface Layer | Oxide Layer | Intermediate Layer | ||||||||||||||||||||||||
| Mo | |||||||||||||||||||||||||||
| W (160.00) | |||||||||||||||||||||||||||
| W/Mo (2.00) | - | - | - | - | - | [ | 35] | [74] | |||||||||||||||||||
| MoSi | 2 | -SiC (60.00) | MO | 2 | C (25.00) | 500 °C, 1492.00 h | 1.00 h cycles | SiO | 2 | , MoO | 3 | Mo | 4 | O | 11 | , Mo | 9 | O | 26 | (8.00) | MoSi | 2 | -SiC (80.00) | 1.00 × 10 | −2 | [36] | [75] |