Solid-particle erosion occurs when discrete solid particles strike a surface. It differs from three-body abrasion primarily in the origin of forces between the particles and the wearing surface. In erosion, the extent of wear depends on the number and mass of individual particles striking the surface and on their impact velocity [8]. The difference of erosion from the abrasive wear lies in its fluid contribution to the mechanical action producing material removal. Solid-particle erosion is common in any system in which a gas stream carries abrasive particles. If loose abrasive particles are carried by a liquid, the wear is termed as slurry erosion.
WC-based hardmetals (cemented carbides) are employed widely as wear-resistant ceramic-metal composites for tools and wear parts. Raw materials supply, environmental concerns and some limitations of hardmetals have directed efforts toward development of alternative wear-resistant composites-cermets. Cermets consist primarily of ceramic particles such as titanium carbonitride (Ti(C,N)), titanium carbide (TiC), and chromium carbide (Cr3C2) bonded with alloys of Ni, Co or Fe. Cermets as resistant to solid particle erosion materials demonstrate their potential primarily in environmentally severe wear conditions – at elevated temperatures and corrosive environments.
- Erosion
- Solid-Particle
- Slurry
1. Introduction
2. Solid-Particle Erosion
| Composition * | Processing ** | Structure *** | Mechanical Characteristics | Wear Testing Conditions ****** | Key Observations | Ref. | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Hardness **** | Toughness ***** | |||||||||||||
| LPS | d | Carbide | = 1–10 | - | - | ASTM G76, abrasive: SiO | 2 | (75–200 µm), V = 60 m/s, α = 30, 60, 90° | TiC-NiMo cermets are at a disadvantage in relation to WC-based hardmetals | [6] | [33] | ||
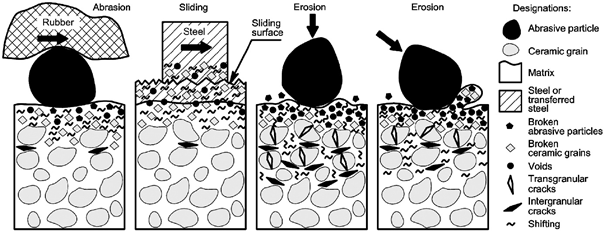
Figure 5. Features of cermet surface transformation under abrasive, sliding and erosive wear.
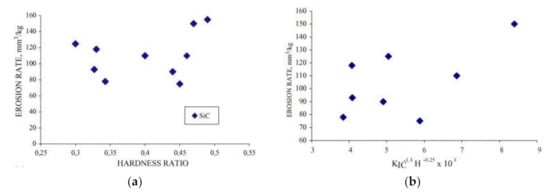
The erosive wear resistance of TiC- and WC-based composites with a wide range of carbide content (80–90 wt% WC in WC-Co hardmetals and 40–80 wt% TiC in TiC-FeSi, TiC-FeCrSi, TiC-FeNi, TiC-FeCrNi and TiC-NiMo cermets) was studied in [7][34]. It was shown that prognosis of erosive (and abrasive) wear resistance on the basis of single mechanical properties, in particular hardness, results in mistakes when carbide composites of different families (chemical composition and structure) are considered. However, considerable differences in the structure and hardness of the metallic binder cause differences in the gradients of the relative wear resistance functions X = f(HV). Hardness can be used as the first approximation for the assessment of erosion resistance also within each group of ceramic–metal composites based on different carbides characterized by different physical and mechanical properties. All carbide composites show clearly decreasing erosion rate with increasing hardness. At equal hardness (and also carbide vol%), WC-Co hardmetals are at an advantage over TiC- and Cr3C2-based cermets (at room temperatures) [8][37]. The performance of carbide composites in erosive (and abrasive) wear is controlled by the stiffness of the material—its resistance to the elastic (evaluated by the modulus of elasticity E) and plastic (evaluated by the proof stress in compression RC0.1) strains and depends primarily on the carbide phase (its fraction and grain size) and secondly on the composition, structure and properties of the binder. The modulus of elasticity as a measure of material stiffness may be used as the first approximation for the evaluation of the “soft” erosion resistance of ceramic–metal composites independent of the ceramic phase used [7][8][20][24][26][31][32][34,37,72,76,78,83,84] . In the study of the effect of microstructure on the erosive wear of cermets, Hussainova and Antonov [20][24][28][72,76,80] concluded that the relative ranking of different cermets with respect to the erosion rate could be explained first of all by the microstructures and thermomechanical properties of composites whereas hardness or fracture toughness seems to be of minor importance. However, modulus of elasticity may be used for the evaluation of erosion resistance in the conditions of mild wear. Analysis of the cermet grain size and the erosion rate showed relationships similar to those for WC-Co hardmetals. It seems that there is a threshold carbide size. Exceeding the threshold results in changing the wear (fracture) mechanism from intercarbide of intracarbide failure [20][72]. A similar approach has been proposed for WC-Co hardmetals—between 1.6 and 2.2 µm, there must be a critical grain size above which WC grains deform (fracture) at relatively low stress [43][29]. High-temperature erosion of carbide composites was studied in [11][19][21][60,71,73]. At room temperature, WC-Co hardmetals outperform TiC- and Cr3C2-based cermets (at the same vol% of binder and/or hardness). Testing of WC-Co hardmetals, Cr3C2-Ni and TiC-NiMo cermets (all with 12 vol% binder) showed that at 600 °C, TiC-NiMo cermet outperforms WC-Co hardmetal and Cr3C2-Ni cermet at both impact angles (30°, 90°) and abrasive jet velocities. It was shown that erosive behavior of composites possessing similar binder contents (12 vol%), grain sizes and mechanical properties can be explained on the basis of formation and fracture of a mechanically mixed layer (MML). WC-12 vol% Co has the lowest erosion resistance and the thickest MML, consisting of oxides and a damaged layer of bulk material. TiC-12 vol% NiMo material showed the highest erosion resistance and MML formed at its surface is less pronounced [21][73]. Thickness, structure and properties of tribolayer (MML) influence erosive wear behavior also at room temperature [11][60].3. Slurry Erosion
| Composition * | Processing ** | Structure *** | Mechanical Characteristics | Wear Testing Conditions ****** | Key Observations | Ref. | |||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Hardness **** | Toughness ***** | ||||||||||||||||||||||||||||||||||||||||||
| TiC | 0.7 | N | 0.3 | /15 Ni + Mo | 2 | C/WC/TaC/NbC additions |
| Slurry-pot test, Al | 2 | O | 3 | (5 wt%, 150–250 µm) slurry: |
| Mo | 2 | C additions dramatically increase erosion resistance | [44][49][56] | [90,95,102] | |||||||||||||||||||||||||
| TiC/50 vol% Fe | SHS/pseudoHIP | ||||||||||||||||||||||||||||||||||||||||||
| TiC | 0.7 | N | 0.3 | /10Mo | 2 | C 15Ni |
| or |
| d | TiC | = 2–5 | 670 |
| - |
|
Modified ASTM G76, abrasives: SiO | 2 | and Al | 2 | O | 3 | , V = 60 m/s, α = 30 and 90°, T = 20 and 350 °C | Brittle erosion mechanism both at room and elevated temperatures |
| [14] | [66] | ||||||||||||||||
|
|
|
|
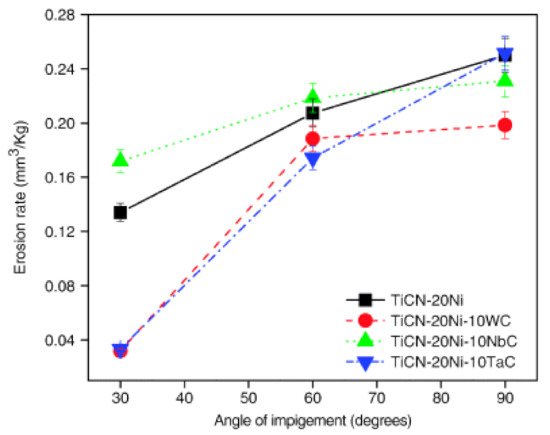
| Binder loss is the primary degradation mode | [45][46][55] | [91,92,101] | TiC | 0.7 | N | 0.3 | /10 WC/NbC/TaC/20 Ni | LPS (1510 °C) | ||||||||||||||||||||||||||||||
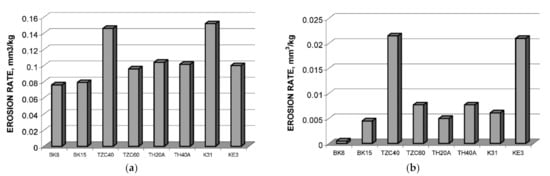
| TiC | 0.7 | N | - | 0.3 | 990–1250 | 13.4–18.3 | Modified ASTM G76, abrasive: SiC (66 µm), abrasive flow: 2.33 g/s, α = 30, 60, 90° | /10Mo | 2 | C Cr | 3 | C | 2 |
| 15Ni (1, 3, 5, 7 Cr | 3 | C | 2 | ) |
| and/or |
|
| Slurry-pot test, Al | 2 | O | 3 | (5 wt%, 150–250 µm) slurry: |
| [15] | [67] | ||||||||||||
| Erosion performance is improved by Cr | 3 | C | 2 | additions in all environments | [47][51][52][54] | [93,97,98,100] | Commercial cutting materials |
| LPS (cermets) | - |
| - | ASTM G76, abrasive: Al | 2 | O | 3 | (70 µm), abrasive flow 2.0 g/min, α = 20 and 90° |
| [16][17] | [68,69] | |||||||||||||||||||||||
| TiC | 0.7 | N | 0.3 | /10Mo | 2 | C 15Ni/Co (different Ni/Co ratios) | Sinter/HIP (1450 °C, | p | = 5 MPa) | - | 92.0–92.5 HRA | TRS: 1510–1650 | Slurry pot test, SiO | 2 | (5 wt%, 0.1–0.3 mm) slurry: |
| Erosion resistance improvement with the addition of Co | [48] | [94] |
| |||||||||||||||||||||||
| Ti(C, N)/10Mo | 2 | C 15Ni (different TiC/TiN ratios)MI (1450 °C) (cermets) | d | WC | = 0.55–1.51 |
|
LPS (1440 °C) | d | TiCN | = 0.78–1.44 |
| 92.2–92.5 HRA- | Modified ASTM G76/ASTM G211, abrasive: Al | 2 | O | 3 | (50 µm), V = 40 m/s, α = 75°, T = 25, 180, 500, 700 °C | - | Slurry pot test, Al | 2 | O | 3 | (5 wt% 150–250 µm) slurry: |
| TiC- and TiB | 2 | -based cermets outperform WC-Co at > 500 °C | The best performance of TiC | 0.9 | N | 0.1 | -based cermets in alkaline and acidic conditions | [35] | [87] | |||||||||
| [ | 50 | ] | [ | 53 | ] | [ | 96,99] |
| |||||||||||||||||||||||||||||||||||
| LPS |
|
|
|
LPS | - |
| TRS: |
| Centrifugal accelerator, abrasive: SiO | 2 | (0.2–0.3 mm), V = 80 m/s, α = 30° | Wear resistance depends on combined effect of resistance to penetration and cutting | - | Slurry pot test, SiO | 2 | (5 wt%, 0.3–0.4 mm) slurry: |
| [7] | [34] | |||||||||||||||||||||||
| Corrosion proof cermets outperform WC/Co in neutral environment | [ | 57 | ] | [ | 103 | ] |
| LPS | |||||||||||||||||||||||||||||||||||
| Cr | 3 | C | 2 | /10–40 Nid | TiC | = 2–2.3 |
|
LPS | d | Cr3C2 | = 2–5 |
| TRS: |
|
900–1490 |
| 9.5–19.0Centrifugal accelerator, abrasive: SiO | 2 | (0.1–0.2 mm), V = 80 m/s, α = 30° | Slurry-jet impingement test, SiO | 2 | (6, 8, 10 wt%, ~0.1 mm) slurry: V = 4 m/s, α = 90°: |
| WC/Co outperforms TiC-based cermets; TiC/FeNi outperforms TiC/NiMo (room temperature) |
| T = 20–40 °C | [8] | [37] | |||||||||||||||
| Erosion performance depends on the interplay of binder fraction and the abrasive concentration | [ | 58 | ] | [ | 59 | ] | [104,105] | Cr | 3 | C | 2 | /10–20 Ni |
| d | Cr3C2 | = 4–6 |
|
| Centrifugal accelerator, abrasive: SiO | 2 | (0.1–0.3 mm), V = 60 and 80 m/s, α = 30, 45, 60, 75 90° | RS grades outperform LPS grades | [9] | [48] | |||||||||||||||||||
|
| d | TiC | ~2 d | Cr3C2 | ~4–6 |
| TRS: 700–2600 | Centrifugal accelerator, abrasive: SiO | 2 | (0.1–0.3 mm), V = 80 m/s, α = 30° | Two-cycle sinter + HIP is at disadvantage over one-cycle sinter/HIP | [10] | [58] | |||||||||||||||||||||||||||||
| LPS | d = 2 … 4 (depending on composition) | - | - | Centrifugal accelerator, abrasive: SiO | 2 | (0.2–0.3 mm), V = 20 and 80 m/s, α = 30 and 90°, T = 23 and 600 °C | Mechanically mixed layer formation is an essential feature of material wear response | [11] | [60] | |||||||||||||||||||||||||||||||||
| LPS | d | TiC | = 1.9–2.2 d | WC | = 1.0–2.2 |
| TRS: |
| Centrifugal accelerator, abrasive: SiO | 2 | (0.1–0.3 mm), V = 80 m/s, α = 30° |
| [12] | [64] | ||||||||||||||||||||||||||||
| TiC/40 NiMo (Ni:Mo 1:1, 2:1, 4:1) | LPS (1480 °C) | - | 1068–1330 | 17.5–18.2 | Centrifugal accelerator, abrasive: SiO | 2 | (0.1–0.3 mm), V = 60 m/s, α = 75° | The erosion rate is influenced by the stress state of the, rate is lower for cermets with lower residual stresses | [18] | [70] | |||||||||||||||||||||||||||||||||
| TiC/20–60 NiMo (Ni:Mo 1:1, 2:1, 4:1) | LPS (1400–1480 °C) | d | TiC | = 1–5 | 810–1650 | TRS: 730–2450 | Centrifugal accelerator, abrasive: SiO | 2 | (0.1–0.3 mm), V = 50 m/s, α = 30 and 90°, T = 20, 350 and 650 °C |
| [19] | [71] | |||||||||||||||||||||||||||||||
| LPS | d | Carbide | = 2–6 |
|
| Centrifugal accelerator, abrasives: SiO | 2 | (0.1–0.3 mm), SiC (0.1–0.3 mm), V = 60 m/s, α = 75° | Modulus of elasticity may be used for evaluation of mild erosion | [20][24] | [72,76] | |||||||||||||||||||||||||||||||
| LPS | d | Carbide | = 2–4 | - | - | Centrifugal accelerator, abrasive: SiO | 2 | (0.1–0.3 mm), V = 20 and 80 m/s, α = 30 and 90°, T = 23 and 600 °C |
| [21] | [73] | |||||||||||||||||||||||||||||||
| LPS | d | Carbide | = 1–4 | ~1380 |
| Centrifugal accelerator, abrasive: SiC (0.1–0.3 mm), V = 60 m/s, α = 60° | Materials with high thermal conductivity possess higher erosion resistance | [22] | [74] | |||||||||||||||||||||||||||||||||
| LPS | d | Carbide | = 1–4 | 1030–1410 | 9.8–19.0 | Centrifugal accelerator, abrasives: SiO | 2 | (0.1–0.3 mm), SiC (0.1–0.3 mm), V = 20, 30, 45, 60, 80 m/s, α = 30, 45, 60, 75, 90° | Maximal erosion rate at α = 60–90°, depending on composition | [23] | [75] | |||||||||||||||||||||||||||||||
| LPS | d | Carbide | = 2–6 |
|
| Centrifugal accelerator, abrasives: SiO | 2 | (0.1–0.3 mm), SiC (0.1–0.3 mm), V = 45 m/s, α = 60° |
| [25][29] | [77,81] | |||||||||||||||||||||||||||||||
| LPS | - |
| - | Centrifugal accelerator, abrasive: SiO | 2 | (0.1–0.3 mm), V = 80 m/s, α = 30° |
| [26] | [78] | |||||||||||||||||||||||||||||||||
| LPS | d | WC | ≤ 1.0–2.2 d | TiC | ~ 2.0 | 87.3–91.3 HRA | 12.5–18.0 | Centrifugal accelerator, abrasive: SiO | 2 | (0.1–0.2 mm), V = 80 m/s, α = 30° | Erosion resistance depends on elastic modulus and proof stress | [27] | [79] | |||||||||||||||||||||||||||||
| LPS | d | TiC | ~ 3 |
|
| Centrifugal accelerator, abrasive: SiO | 2 | (0.1–0.3 mm), V = 46 and 80 m/s, α = 30, 45, 60, 75, 90° | Mechanical properties do not enable prognosis of erosion resistance | [28] | [80] | |||||||||||||||||||||||||||||||
| LPS | d | Carbide | = 2–2.7 |
| - | Centrifugal accelerator, abrasives: SiO | 2 | (0.1–0.3 mm) and/or SiC (0.1–0.3 mm), V = 31, 46, 61, 80 m/s, α = 30, 45, 60, 75, 90° |
| [30][31][32] | [82,83,84] | |||||||||||||||||||||||||||||||
| LPS | - | TiC/FeSi 1020–1360 WC/Co 1200 |
- | Centrifugal accelerator, abrasives: Al | 2 | O | 3 | (90 µm), glass spheres (650 µm), V = 30 and 80 m/s, α = 67° |
| [33] | [85] | |||||||||||||||||||||||||||||||
| LPS (1250–1300 °C) | d | Cr3C2 | = 3–15 (depending on composition) | 1010–1220 | 10.1–10.4 | Centrifugal accelerator, abrasive: SiO | 2 | (0.1–0.3 mm), V = 31 and 80 m/s, α = 30 and 75° | Mo addition and low residual stresses enhance wear resistance. | |||||||||||||||||||||||||||||||||