The vacuum freeze-drying process is characterized by sublimating the frozen object into a solid state in a vacuum environment, sublimating the water from the object, and finally drying it. At the same time, sublimating the water into the cold trap coil to re form ice. This characteristic determines that the freeze-drying machine needs to use the heat medium circulation system to heat the material to sublimate the water of the object, The ice condensed on the cold trap coil also needs a lot of heat to melt and discharge.
During the freeze-drying process of the freeze dryer, the cold trap needs to continuously capture the water vapor generated by sublimation to freeze the cold trap coil. The ice captured by the cold trap coil needs to be melted after each batch of freeze-drying, which in turn requires a large amount of high-temperature defrosting water or thawing steam. For the freeze dryer with heat medium circulation system, sublimation drying also needs to continuously absorb heat, The heat required for the whole process is provided by the electric heater of the heat medium circulation system. The preparation of defrosting water or defrosting steam and the electric heater that provides necessary heat for sublimation require a lot of energy consumption. The freeze dryer consumes too much energy, the freeze-drying cost is high and the energy waste is serious.
- lyophilizer
- waste heat
1. Utilization Status of Condensation Heat in the Refrigeration System of a Vacuum Freeze-Dryer
2. The Utility Model Relates to an Energy Saving System for a Lyophilization Machine Using Solar Energy Absorption Refrigeration
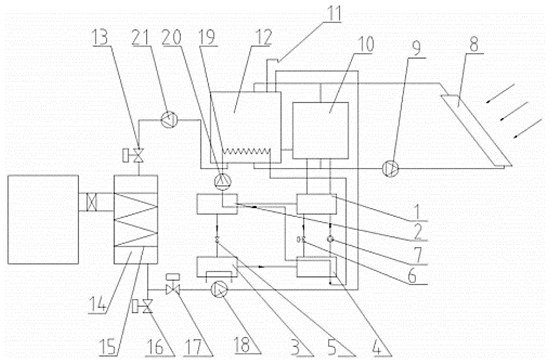
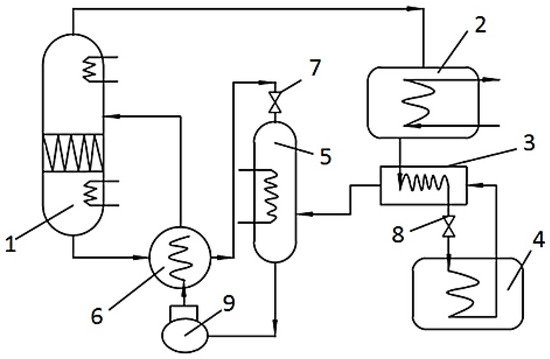
2.1. Composition of the System
2.2. The Connection Mode of Each Component
2.3. System Operation Scheme
-
When the absorption refrigeration unit is working, the waste heat generated by condenser 2 and absorbent 4 is connected to the waste heat exchanger 19 of the air conditioning in the defrost storage tank 12 through the waste heat recovery pump 20, and the waste heat of the air conditioning is used as the heat source to heat the water in defrost storage tank 12. The hot water prepared in defrost storage tank 12 can promote the heat collection cycle of refrigeration hot water tank 10 and solar collector 8. There are two states according to whether the cold trap 14 of the lyophilizer needs defrosting:
-
If the lyophilizer is not running, the defrosting valve 13 is closed at this time. The heated water in the defrosting water storage tank 12 circulates between the defrosting water storage tank 12 and the solar collector 8 under the action of the solar heat collection circulating pump 9. At the same time, it exchanges heat with the hot water cooled by the generator 1 in the cooling hot water tank 10 to reduce the load of the solar collector 8.
-
When the lyophilizer is in operation, frost will form in the cold trap 14 of the lyophilizer, which needs to be defrosted. At this time, the defrost valve 13 is opened. At this time, the moisture of 12 in the defrost storage tank exits a branch, and under the action of the waste heat circulation pump 21, it enters the cold trap 14 of the lyophilizer through the defrost valve 13, and the high temperature defrost water removes the frosting on the coil 15 of the cold trap. At this point, the defrosting water recovery valve 17 opens, and the melted low-temperature defrosting water enters the defrosting storage tank 12 again under the action of the defrosting water recovery pump and is heated by the waste heat exchanger 19 of the air conditioning with the waste heat of the air conditioning, thus forming a defrosting water cycle. Because defrost storage tank 12 is connected with refrigeration hot water tank 10 and solar energy collector 8 by solar energy heat collection circulation pump 9, defrost water can play a good defrost effect under the heating of double heat sources. When the defrost is finished, defrost valve 13 and defrost water recovery valve 17 are closed. At this point, the water in the defrost storage tank 12 will circulate in the solar heat collection cycle circuit again, and the auxiliary heating cycle will be carried out on the refrigeration hot water tank 10.
-
-
When the absorption refrigeration unit stops working, the solar heat collection unit heats the defrosted water in the defrost storage tank 12, and the electric heating of the solar heat collection unit itself can also meet the heat required by the defrost storage tank 12. If it is necessary to defrost the cold trap 14 of the lyophilizer, the defrost water circulation pipeline is opened and the defrosted water is used to defrost.