Solid particles erosion (SPE) has and is still one of the main challenges that faces the gas turbine engines (GTE) industry, especially when such systems are utilized in harsh environments. This is because the impingement mechanism of the particles on the blades surface causes them to structurally deform, and hence the system performance gets degraded continuously with the operational lifetime. In order to reduce the impact caused by SPE on gas turbines, it is crucial to know before hands the surrounding environment in which the system will be operating, clearly understand how SPE mechanism behaves with different surface materials, select the appropriate blade material that can balance between the performance of the GTE and SPE resistance, and more advance cases use surface coatings.
- Blades
- Compressor
- Gas turbine engine
- Solid particles erosion
Gas turbines (GTEs) are often utilised in harsh environments where the GT components, including compressor vanes and rotor blades, are subject to erosion damage by sand and dust particles. For instance, in a desert environment, the rate of damage made by solid particles erosion (SPE) becomes severe, and therefore results in degradation to the GTE parts, lowering the cycle efficiency, reducing the device lifetime, and increasing the overall cost of the operation. As such, understanding the erosion mechanism caused by solid particles and the effects associated with it is crucial for selecting the appropriate countermeasures and maintaining the system performance. This review paper provides a survey of the available studies on SPE effects on GTEs and surface protective coatings. Firstly, the ductile and brittle SPE mechanism is presented, as well as the ductile-brittle transition region. Then, an in-depth focus on the parameters associated with the SPE, such as particles properties and impingement conditions, is introduced. Furthermore, the existing theoretical models are shown and discussed. Afterwards, erosion resistant coating materials for surface protection and their selection criteria are covered.
1. Introduction
The demand for energy is rising globally due to economic and population growth. Concerns regarding energy security will also grow as more energy resources are required. As a result, the performance criteria of modern machines and cycles must be ever more rigorously defined in terms of pushing components to the limit of their capabilities [1]. The gas turbine engine (GTEs) industry is a crucial contributor to the global economy and has seen continuous growth since its early years [2][3][2,3]. GTEs are widely employed in propulsion and power generation in ships, aircraft, and industry because of their ability to operate in a wide range of environmental conditions and with high operating efficiency. The engine functions by exchanging the combustion heat energy into mechanical work which is achieved through means of a working fluid (air in most cases). Concerns for GTE life cycle management includes maintenance and operating costs, reliability, and availability of replacement parts [4][5][6][7][4–7]. Modern operating concepts require GTEs to operate with the highest performance factors while also complying with the environmental regulations and being operational feasible. The availability and performance of GTEs can be improved through an understanding of the mechanisms that contribute to the degradation of components. This will help recognise the causes of reduced performance and should significantly reduce the cost of operation. Availability of advanced numerical computational techniques improves design capabilities, enabling identification of loss generating flow patterns and the introduction of relevant degradation tolerances in the design of future components [8]. Knowledge of the operating conditions of GTEs is essential for assessing operational efficiency, performing diagnosis of the engine deterioration, and permitting an early prediction of the failures. In most cases, the GTE components gets exposed to harsh operating environments, which leads to degradation in its overall performance over time [9]. Such degradation in the components can result from various factors such as (1) erosion due to ingestion of particles, (2) fouling (3) hot corrosion/oxidation, (4) corrosion, and (5) foreign object damages (FOD) [10]. A comprehensive review of the research into turbomachinery deterioration was previously presented by Hamed et al. [11], where they concluded that the deterioration factors in turbomachinery components accompany performance loss of the system. In particular, the compressors can undergo various geometric modifications due to erosive degradation such as increases in tip clearance, blade chord reductions, increase in pressure losses due to increased roughness of the surfaces, and increased sharpness of the trailing edge. An example of the materials used in manufacturing compressor blades, their applications, advantages, and disadvantages are shown in Table 1. In GTs, the impact of particles with high velocities and of diameters more than about 10 microns on the leading edges of aerofoils, and other surfaces often causes deposition or erosion depending on the balance of molten versus hard particles [11]. It can be seen in Figure 1 how degradation can affect compressor and turbine blades, while Figure 2 demonstrates the interdependency of degradation phenomena in GTEs, as described by Saravanamutto [12].
Table 1. Example of the materials used in fabricating compressors blades.
Material Type | Example | Application | Advantages | Disadvantages | References | ||||||||||||||||||
Nickel based superalloys | · Nimonic alloy 75 | · Alloy 601 | · Alloy X750 | · Alloy 718 | · INCONEL 718 (IN718) | Aerospace, marine, industrial and military gas turbine engines | Good mechanical properties, easy machinability, good strength properties and low material cost | High manufacturing cost |
[13] |
||||||||||||||
Titanium based superalloys | · Ti-6-4 | · Ti-6-2-4-6 | · Ti-17 | Aerospace and industrial gas turbine engines | Combine low densities with high strength, good weldability and high fatigue strength. | Limited by their operating temperature |
[14] |
||||||||||||||||
Cobalt-based superalloys | · X-45 | · X-40 | · FSX-414 | · WI-52 | · Co 6 | Aerospace, marine and industrial gas turbine engines | The alloy retains their strength up to higher temperatures. They derive their strength greatly from a distribution of refractory metal carbides, good resistant to corrosion, not so sensitive to cracking under thermal shocks and suitable for parts that need to be rotate. | Not mechanically strong as nickel-based superalloys |
[13] |
||||||||||||||
Stainless steel | · AISI 403 | · AISI 410 | · AISI 450 | Aerospace, marine and industrial gas turbine engines. | Good corrosion resistance in dry environments. | Unsatisfactory corrosion resistance in wet environments (AISI 403 and 410), would suffer from thermal surface deformation in high temperatures conditions (e.g., jet turbines), can undergo pitting damages. |
[15,16] |
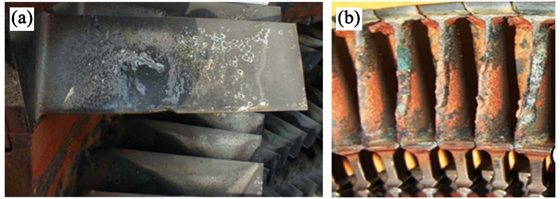
Figure 1. Illustration of degradation damages on the surface of: (a) compressor blades, and (b) turbine blades. Reproduced with permission from [17]. ASME, 2006.
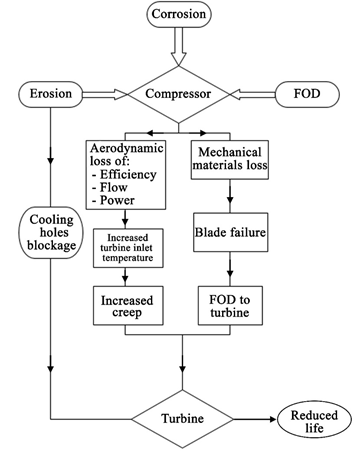
Figure 2. Gas turbine engine degradation factors.
Kurz and Brun [18] [18] and Kurz et al. [19] studied the mechanisms of degradation and how degredation of individual components impacted on the overall performance of GTEs, and established a close co-relation between element degradation and mechanical reliability. They explained that compressor degradation could affect compressor isentropic efficiency and flow capacity, which resulted in a “re-matching” of the GTE and led to an overall drop in both power output and thermal efficiency. A characterisation of five key degradation mechanisms is presented in Table 2. Lie [20] afterwards confirmed that such physical defects cause changes to the GTEs thermodynamic performance which can be determined by assessing component flow rate to its efficiency. This generates observable changes in engine measurable parameters such as fuel consumption, speed of rotation, pressure, and temperature. The consequent degredation of performance as determined by these measurements enables the detection, identification, and replacement/repair of the defective components.
Table 2. Components degradation mechanisms [21][17,18,21].
|
Degradation Mechanisms |
Description |
|
Erosion |
Material removal by abrasion due to the impacts of hard, incompressible particles of, typically, a diameter greater than 10 µm on surfaces along the flow path. Modern, highly efficient, but more massive filtration systems have been introduced into industrial systems, and this problem is now predominantly one for aero-engines. |
|
Corrosion |
Caused by contaminants in both inlet air and fuel. Corrosion depends on the fuel used and is usually less for natural gas and increases the heavier the fuel oil, due to impurities and additives which produce aggressive deposits. Pollutants present in the inlet air can accelerate corrosion. |
|
Hot corrosion |
Reactive gases, mineral acids, and salts in the flow can chemically interact and cause both material deterioration and loss from exposed components in the flow path. There can also be high-temperature oxidation of the component due to chemical interaction with the surrounding hot gaseous environment. Separately, the products of these chemical processes can stick to exposed components as a film of scale. Oxide scale protection is then subjected to degradation if any surface damage (e.g., cracking) is caused during the thermal cycle. |
|
Fouling |
Results from particles in the flow adhering to exposed surfaces, resulting in material build up with increased roughness of the surface and even some change in aerofoil shape. Particles with the highest tendency for causing fouling are generally less than 2 µm in diameter. Typical examples are sea salts, carbon, oil or water mists, and smoke. |
|
Foreign object damage |
Usually generated by foreign objects in the gas and/or air streams which strike components in the flow path. These can enter via the inlet air or gas compressor, or even as a result of pieces that break off engine components. |
It is essential that any device associated with a GTE be maintained effectively to ensure a high level of reliability, and Figure 3 illustrates one approach to diagnose GTE defects. Hanachi et al. [22] [22] demonstrated that a dominant performance deterioration mode was a result of congestion and airborne deposition foulants in the GTE upstream stages which led to decreases in compressor mass flow capacity, and an increase in GTE fuel consumption. Kurz and Brun [23][24][23,24] and Meher-Homji et al. [25] have proposed critical deterioration mechanisms, and concluded that the causes of the degredation of a GTE can be classed in two major categories:
- Mechanical degradation: the wearing of seals and bearings, coupling problems with high levels of noise and vibration, or difficulties with the lubrication system. It is crucial to realize that on many occasions high levels of vibration will be a sign of an underlying problem, which could be aerodynamic in nature and impinge on performance; and
- Performance degradation: this is seen in the form of component and/or performance deterioration which can be remedied by actions taken while the GTE is operating, such as compressor fouling (recoverable deterioration), by overhaul at shutdown such as surface erosion (unrecoverable deterioration), and/or cannot be fully removed and residual deterioration will remain even after major overhauls such as airfoil platform distortion (permanent deterioration).
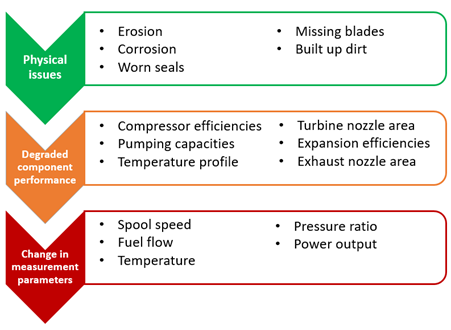
Figure 3. Gas turbines (GTEs) fault diagnostics approach [26][20,26].
The effects of solid particles erosion (SPE), which were initially studied back in the 19th century by Reynolds [27], can be reduced by using surface protection methods. Of these methods, erosion resistant coatings (ERC) have shown to greatly decrease the impact of SPE on GTEs [28][29][28,29]. The first-generation of these coatings was fabricated from single phase metal nitrides (e.g., TiN). However, it was found that the added layer did not perform as expected for the normal angle as a result of its high internal stress and low toughness [30][31][32][30–32]. This obstacle was afterwards resolved by using the second generation of ERC, which consists of multi-layered structures of metal/ceramic, where the crack generated by the SPE on the exposed surface layer is blocked by the layer that follows it. Another advantage of the second-generation ERCs is that coatings with increased thickness that give greater control of internal stress can be deposited on the targeted surface, and that the fabricated films show much better resistance to corrosion when in a NaCl environment [33]. Recently, erosion resistant coatings of nanocomposite have been developed, and have been shown to perform better than the conventional second-generation multi-layered films [34][32,34]. The enhancement in the performance is due to the deposited layers containing ultra-fine grain sizes (≤10 nm), which greatly increases the number of interfaces between materials with different shear moduli, and the sharp boundaries between these very thin layers prevents the developed cracks from penetrating into the substrate [35][33,35].
A measure of the relevance of the use of SPE protective coatings for GTEs can be obtained from a survey of published works. According to the Scopus database, there are at the time of writing 4015 papers on SPE (1957–2019), of which only 58 cover the implementation of coatings for GTEs (1984–2019) [36]. Figure 4a shows the number of published documents on SPE protective coatings for GTEs per year, while Figure 4b demonstrates the percentage of each type of these documents. The results from Scopus were obtained by first searching for “Solid particle erosion”, then carrying out a second search on the results obtained for “Coating” and “Gas turbine”.
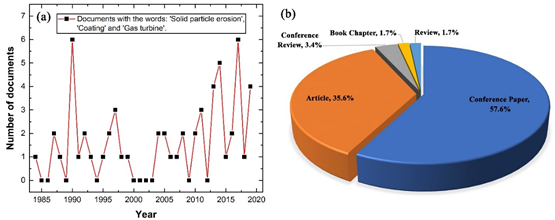
Figure 4. Results from the Scopus database for “Solid particle erosion”, “Coating”, and “Gas turbine” from 1984 to 2019, where (a) is publications per year, and (b) is the overall percentage for each topic.
On the basis of the search the author has concluded that the availability of up-to-date review articles on SPE for GTEs and the selection along with the usage of ERC for components protection are minimal, if any. Thus, this review article will focus on providing an overview on the previously mentioned aspects to the reader through its upcoming sections. Section 2 presents a review on ductile and brittle mechanisms of SPE, along with the mechanism at the ductile-brittle transition (DBT) region. In addition, Section 3 covers the parameters that influences the SPE effect on the targeted surface, such as particles properties and impingement conditions. Furthermore, Section 4 reviews the different SPE theoretical models, while details on ERCs, their different fabrication methods, and material selection criteria, is given in Section 5. Finally, Section 6 highlights the present gap in knowledge that researchers need to fill to reduce the impact of SPE on GTEs and better utilize ERCs.
2. Solid Particle Erosion Mechanism
- Solid Particle Erosion Mechanism
As mentioned previously, SPE is a material removal phenomenon that the targeted material surface experiences due to the repeated impact on it from differing sized solid particles of high striking speeds [37]. Furthermore, the kinetic energy (KE) of these particles should be high enough to cause structural damage to the contacted material surface. For instance, particles smaller than 10 µm, in contrast to those of larger sizes, usually do not possess sufficient KE to erode the blades [18]. The medium itself, in which the solid particles flow to cause surface erosion, can be of gaseous or liquid phase [38][39][38,39]. Meng and Ludema [40] illustrated in their work the impingement concept of SPE, where they explained that this particular type of erosion occurs due to a number of changeable permutations of brittle fracture, cutting, fatigue, and melting. Figure 5 shows the four mechanisms of SPE and their associated material behaviour. In addition, the cutting erosion mechanism can be further divided into two sub processes, namely 1—cutting edge penetration, and 2—failure due to plastic deformation. This is because the aforementioned consist of infiltration of strain to failure (plastic) and cutting (resisted by hardness)[40] [40].
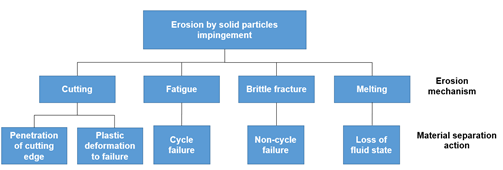
Figure 5. The mechanism of solid particles erosion (SPE). Reproduced with permission from [40]. Elsevier, 1995.
Brun el at. [41] [41] have concluded that in turbomachinery SPE is a major failure mechanism in centrifugal and axial compressors. This is because the material removal from the compressor blades leading and trailing edges, as a result of SPE, negatively deforms the airfoil shape, lowers the compressor pressure ratio, and lowers the overall efficiency of the GT. Schmucker and Schaffler [42] studied the particles mass effect on a compressor, where they have found that increasing the total mass of the ingested sand particle into the compressor results in a reduction in the blades rotation speed, blade total area, and efficiency of the device. The following observations were also noticed:
- Two-thirds of the rotor blades are impacted at the leading edge, while the other one-third are hit at the trailing edge.
- Two-thirds of the stator blades are hit at the trailing edge, while the other one-third are hit at the leading edge.
- Cracks are equally distributed over blade height.
- Thickening of the well-rounded leading edge and the decreased chord length caused the flow to reduce along with the isentropic compressor efficiency by 1.2% and 0.8%, respectively.
Levin et al. [43] observed that plastic deformation of the impacted material, by solid particle, takes place at its surface, especially near the eroded area, and yield strength increased, due to strain hardening. Eventually, the maximum stress sustainable by the target material surface will, due to the additional deformation be reduced to its fracture strength. There is no further plastic deformation, instead the surface material becomes brittle. These researchers suggested a model for the behaviour of materials subject to SPE which links the mechanical properties of the material to its deformation when subject to SPE. They have also proposed a technique that can be used to evaluate the material mechanical properties during SPE through using a high-strain-rate compression testing method. Their findings have shown that materials with high strain rates, hardness, and tensile toughness have excellent erosion resistance characteristics. Balan and Tabakoff [44][45] [44,45] and Hamed et al. [46] experimentally measured the compressor performance in terms of cascade and single-stage compressors after the ingestion of several loads of sand particles. The performance of both compressors decreased as the sand ingestion rate increased. They referred the performance loss in the compressor, for both cases, as due to: (1) increased roughness of the surface of the blade, (2) blade tip clearance increased, (3) leading edge of the blade blunted, (4) thickness of blade trailing edge reduced, and (5) chord shortening. Operating GTEs under such conditions would lead to lower output performance, and off-design conditions with reduced surge margin [47]. The GTE system would also experience lower pressure ratio and reduced compressor efficiency, accompanied by higher specific fuel consumption and increased exhaust gas temperature [48].
Hamed el at. [49] experimentally illustrated the effects of sand ingestion when operating a GTE in a sandy atmosphere. The results revealed that the greatest erosion rate for the first rotor of the compressor at high impact velocity was close to the leading edge. They noted that the sand particles impacting on the first rotor were given a movement in the radial direction; and that the maximum erosion rates in the subsequent blade rows were observed at the leading edge tip. In particular, this tip erosion of the rotor blades reduced chord length and resulted in thinning and rounding of the tip of the leading edge, increasing tip clearance, as shown in Figure 6.
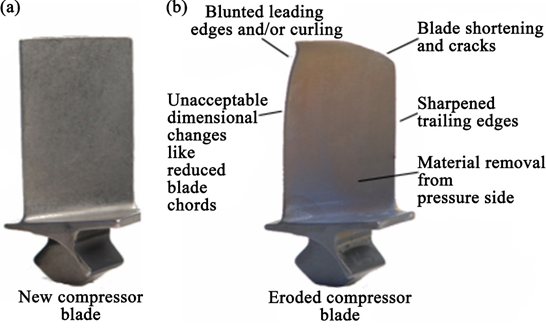
Figure 6. GTE compressor blades, where (a) demonstrates a new blade, and (b) shows the blade after experiencing SPE [50].
Lombardo and Torella [51] developed a real-time GTE gas path analysis nonlinear model capable of simulating compressor behavioural response when subject to SPE. To investigate the effects of SPE, the three key compressor parameters were varied: (1) delivered mass flow rate, (2) exit pressure, and (3) exit temperature. The simulation results confirmed that deformation of blade geometry reduced the GTE mass flow rate because the mass flow rate delivered by the compressor was reduced. Additionally, the results showed a pressure reduction in all GTE main components as an outcome of the SPE effects on the compressor.
It can be concluded that the reduction in mass flow rate decreased compressor efficiency with a consequent drop in power. It was shown that the ingested particles affected the compressor components in such a way as to decrease the airflow and reduce component efficiency, and thus GTE power output and thermal efficiency [47]. To avoid decreasing GTE availability and reliability, and increasing operating and maintenance costs, a deeper understanding of the material loss mechanisms is needed. The following sub-sections will discuss in detail the effects of SPE on brittle and ductile materials, and the transitions between the two.
3. Conclusions
Many key elements of the erosion process have, thus far, proved too complex to model successfully, while obtaining direct, accurate measurements remains challenging. Such processes include particle properties and the impingement conditions. Inventive theoretical and experimental approaches are very much needed. At the moment, the prediction of wear and erosion due to particle-surface impact depends primarily on empirical formulas derived by materials scientists, usually based on accelerated experiments under closely specified conditions for specific materials. Not reviewed in this paper are the recent significant developments regarding the theories of materials that hold the potential to develop more widely applicable models of erosion. The use of surface coatings can be an effective means of improving the endurance of a surface when subject to a hostile environment. Selection of an appropriate coating and method of application can prolong the active life of a substrate while reducing maintenance costs. PVD coating can be applied to an extensive array of surfaces and materials, and after application produce a surface with very low roughness. Importantly, PVD coatings have been demonstrated to possess good to excellent erosion resistance when applied to compressor blades. PVD includes a range of deposition methods including those that can produce ultra-thin covering layers. Such thin coatings, when used in combination with the close tolerances possible today, ensure that component parts—for all practical purposes—retain their original dimensions, form, and fit after coating, so there is no requirement for re-machining.