Titanium aluminides (TiAl) have the potential of substituting nickel-based superalloys (NBSAs) in the aerospace industries owing to their lightweight, good mechanical and oxidation properties. Functional simplicity, control of sintering parameters, exceptional sintering speeds, high reproducibility, consistency and safety are the main benefits of spark plasma sintering (SPS) over conventional methods. Though TiAl exhibit excellent high temperature properties, SPS has been employed to improve on the poor ductility at room temperature. Powder metallurgical processing techniques used to promote the formation of refined, homogeneous and contaminant-free structures, favouring improvements in ductility and other properties are discussed. This article further reviews published work on phase constituents, microstructures, alloy developments and mechanical properties of TiAl alloys produced by SPS. Finally, an overview of challenges in as far as the implementation of TiAl in industries of interest are highlighted.
- Titanium Aluminide
- Spark Plasma Sintering
- Microstructure
- Mechanical Properties
- Alloy development
1. Introduction
Titanium-based intermetallics can be defined as metallic materials consisting of approximate stochiometric ratios in ordered crystal structures [1]. These have properties such as low densities and high melting points, good high-temperature strength, resistance to oxidation and creep [2]. The research interest in intermetallics for at least the past 30 years according to Muktinutalapati & Nageswara [3] has been due to the need to replace the previously used NBSAs (8–8.5 g/cm
3
3
2
3
2
3
It has been over 20 years since the successful implementation of gamma titanium aluminide (γ-TiAl) alloys in aerospace components produced by companies such as General Electric Aircraft Engines, Pratt and Whitney and Rolls Royce [6][7][8]. The alloys have been employed in various aerospace components such as rotating and static engine components used in turbines, compressors, combustors, and nozzles. Research development of such alloys over the years primarily focused on the refinement of microstructure and improvement of properties, particularly ductility and formability, through compositional optimisations and the application of various processing technologies.
Compositional variations including controlling gaseous impurities such as oxygen (O) and nitrogen (N), and the addition of chromium (Cr) and manganese (Mn) to TiAl alloys have been previously addressed with the aim of ductility improvement [9][10][11]. Furthermore, employing wrought processing techniques followed by post-treatments have also been extensively experimented [12][13][14]. However, microstructural inconsistencies resulting from solidification and phase transformations further deteriorate and scatter the mechanical properties of the alloys [15][16]. Spark plasma sintering (SPS) presents an opportunity to consolidate metallic powder materials without the deviations mentioned above. The process employs DC pulses of high intensity and pressure to achieve the required sintering temperature under a specified time. The SPS technique has been used in a large number of investigations and has advantages compared to traditional techniques such as shorter holding times, lower sintering temperatures and marked increases on the properties of materials [17][18][19].
2. Alloy Development
2.1. 1st and 2nd Generation of TiAl alloys
During the initial advances in two-phase binary alloys, it was acknowledged that these alloys cannot be utilised owing to their poor oxidation and creep resistance [20]. Consequently, this resulted in a vast number of investigations aimed at understanding the effect of alloy additions in binary TiAl on the microstructure-property relations. To date, four generations [21][22] of TiAl alloys have been developed.
2.1. 1st and 2nd Generation of TiAl alloys
In this generation of alloys, elements such as Cr, V, Mn were added to Ti–(42–48)Al (at. %) to produce ternary alloys. These alloys were further processed using heat and thermomechanical treatments to improve ductility measures. In a previous study of interest [23], it was reported that additions of up to 4 at. % of Cr to binary Ti–(44–54)Al alloys consisting of DP microstructures led to partial ductilization due to the occupancy of Cr in Al lattice sites. Cr additions also modified the Al partitioning and the thermal stabilisation of transformed α2 laths comparable to findings made when 0.4 at. % of V was added [24].
The 2nd generation of TiAl is based on the following composition [20]:
where X = Cr, Mn, Y = Nb, Ta, W, Mo; Z = Si, B, C.
The additions of the elements, as mentioned above, shift the position of the phase boundaries in the Ti–Al binary phase diagram [20][25]. Additions of element X improve the mechanical properties of TiAl alloys by increasing flow stress [26], reducing the stacking fault energy and thus enhancing the susceptibility of twinning [25]. Zhu et al. [27] studied the effect of Cr additions on the microstructure and nanohardness of Ti–48Al binary alloy produced using a single roller melt spinning and arc melting processing routes. With 2 at. % Cr, the microstructure of the alloy ribbons was lamella with equiaxed α
2 and small B2 phase particles. Additions of up to 4 at. % Cr increases the B2 phase grain sizes and the lamella structure disappears. The nanohardness of the alloys increased also with additions of up to 4 at. % of Cr. Additions of V and Mn have been reported [28] to increase the fracture and yield stresses much related to grain refinement and solid solution strengthening (particularly for V additions).
Adding elements like Ta, Mo and W (Y additions) improve the oxidation and creep properties at elevated temperatures. Recently [29], additions of 4 and 8 at. % of Ta to an SPS produced Ti-46.5Al alloy promoted the formation of an Al
2
3 layer severing as a diffusion barrier on the metal-oxide interface, hence, resulting in outstanding resistance to oxidation. For further reading on the effect Ta on the oxidation performance of TiAl, the reader is referred to [30][31][32][33]. Remarkable creep properties were obtained in some research work [34][35][36] when Ta and W were added to TiAl alloys. Z additions such as B promote grain refinement utilising retarding grain growth in the α-phase field [25]. Moreover, the strength and resistance to creep is improved through the formation of Ti
3AlC perovskite precipitates when C is added. Numerous work has been conducted to date [37][38][39][40][41] on the effect B and C have on the microstructure and mechanical properties of TiAl, attesting to the above alloy addition benefits.
2.2. 3rd and 4th Generation of TiAl Alloys
This generation of alloys contains high Mo and or Nb contents to promote precipitation hardening and were developed for applications at elevated temperatures. The third generation of TiAl alloys follow the constitution below [20]:
where X = Ta, Nb, Mn, Cr; Y = Zr, Hf, W, Mo; Z = C, B, Si and RE designates rare earth metals.
The addition of Zr is a known β-stabilizer, promoting occupancy of the Ti sites in the lattice of Ti-Al systems [42]. Furthermore, adding Zr to binary TiAl alloys improves compression strength. However, when added in the presence of Cr, the strength decreases with increasing elongation. Finally, phase evolutions occurring as a result of the existence of both Cr and Zr in Ti–43Al–4Nb–1Mo–0.1B (TNM-B1) alloy include the formation of ω, reduction of α
2 and increments in the amount of β phases. Y rare earth metal additions promote grain refinement, thus improving ductility [43][44], elevated temperature deformability [45] and heat resistance [46]. The oxidation rate of TNM alloys can be reduced by ~0.1 at. % RE metal additions such as La or Er [47]. Conversely, additions of ~0.2 at. % of aforementioned RE metals can impair the resistance to oxidation through the formation of hillocks in the oxide scale.
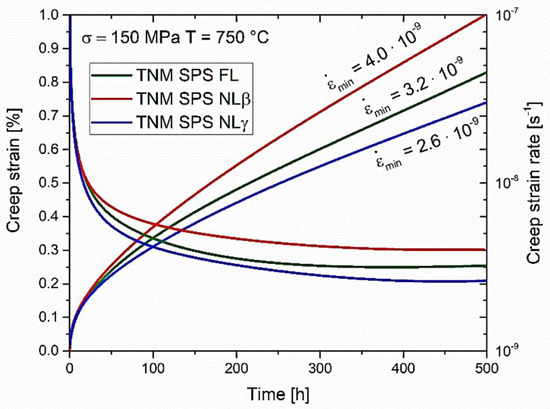
The fourth generation of TiAl, commonly referred to as TNM alloys, exhibit excellent oxidation resistance through Nb and or Ta additions and outstanding creep properties promoted by Mo additions. In addition, these alloys are said to have excellent workability making them universally applicable for various processing routes other than casting and hot forming such as additive manufacturing and SPS [48]. Some of the alloys developed to date include the β-solidifying Ti–43.5Al–4Nb–1Mo–0.1B [48], Ti–46Al–8Nb and Ti–46Al–8Ta [49]. Wimler et al. [48] studied the capabilities of SPS coupled with subsequent heat treatments to produce a Ti–43.5Al–4Nb–1Mo–0.1B alloy with strength and creep performance at 750 °C comparable to those produced by conventional processing techniques. After SPS consolidation of the gas atomised powder alloy at 1300 °C, the microstructure produced consisted of a refined and homogeneous NL γ and β
0
0
Figure 1) decreasing the lamella spacing from 83 ± 7 in the as-sintered condition to 10 ± 3 nm. It was concluded that the strength and creep properties at 750 °C (in
Figure 2) obtained can keep up with that of the conventional routes of processing.
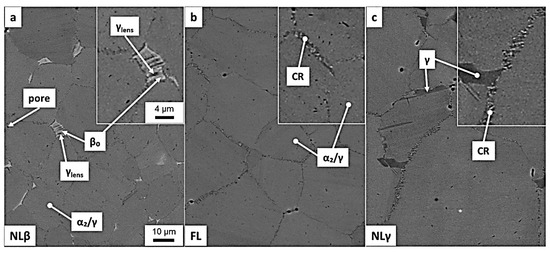
Figure 15.
a
b
c) NL gamma (γ)microstructures after two-step heat treatment [48].