For microstructured surfaces, surface accuracy and surface quality are two key elements, because surface shape determines its function and surface quality affects its performance. Precision machining techniques such as cutting and grinding are considered to be a more reasonable and effective way for microstructured surfaces of tens to hundreds of microns at present [5]. Although the precision machining technology can meet the requirements of sub-micron accuracy, it cannot effectively guarantee the surface quality. Deformation of the material during the removal process will result in the formation of residual stress, surface/subsurface damage and other defects, tool marks and ripples, etc.[6] These defect will seriously affect the performance of microstructured work pieces importantly [7][8][9]. Compared with flat and curved surfaces, the microstructured surface is complicated, small in size and discontinuous, which leads to the over-polishing phenomenon in the sharp corner area and the groove area is difficult to be machined. Therefore, it is difficult to polish the microstructured surface while improving the surface quality of microstructure without reducing the accuracy of its surface shape.
This entry introduces several commonly used microstructured surface finishing methods.
(Created by Zhang Pengfei and Guo Jiang)
- Microstructured surface finishing
- Surface integrity
- Ballonet polishing
- Magnetorheological finishing (MRF)
- Vibration-assisted magnetic abrasive polishing
- Laser polishing
- Fluid jet polishing (FJP)
1. Classification of Microstructured Surface Finishing Methods
Microstructured surfaces have been widely used in the fields of national defense, optics, microfluidics, and surface engineering due to its excellent performance and functions [1]. In terms of optics, microstructured surface such as prism structures, microlens arrays, and fresnel lens structures play important roles in imaging, focusing, and illumination in many optical systems [2]. In terms of microfluidics, microstructured surfaces are widely used in microfluidic chips or molds used in manufacturing microfluidic chips, mainly by constructing microchannel systems to achieve various complex microfluidic manipulation functions [3]. In addition, the microstructured surface also plays an important role in the preparation of functional surfaces [4].
For microstructured surfaces, surface accuracy and surface quality are two key elements, because surface shape determines its function and surface quality affects its performance. Precision machining techniques such as cutting and grinding are considered to be a more reasonable and effective way for microstructured surfaces of tens to hundreds of microns at present [5]. Although the precision machining technology can meet the requirements of sub-micron accuracy, it cannot effectively guarantee the surface quality. Deformation of the material during the removal process will result in the formation of residual stress, surface/subsurface damage and other defects, tool marks and ripples, etc.[6] These defect will seriously affect the performance of microstructured work pieces importantly [7][8][9]. Compared with flat and curved surfaces, the microstructured surface is complicated, small in size and discontinuous, which leads to the over-polishing phenomenon in the sharp corner area and the groove area is difficult to be machined. Therefore, it is difficult to polish the microstructured surface while improving the surface quality of microstructure without reducing the accuracy of its surface shape.
1. Classification of microstructured surface finishing methods
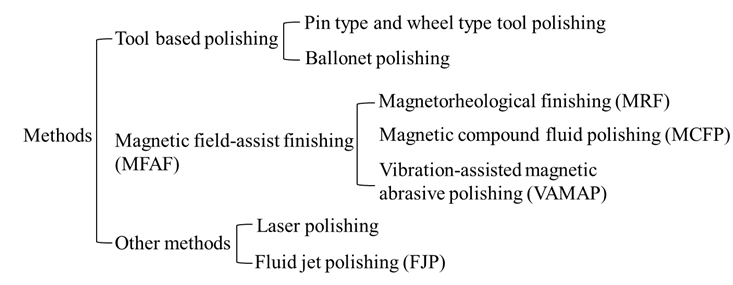
At present, the microstructured surface finishing methods reported so far can be divided into three categories. One of which is tool based polishing, for example, using polishing tools that match the microstructured surfaces to reduce the surface roughness while maintaining the shape of microfeatures; The second category is magnetic field-assist finishing (MFAF), which realizes the polishing of microstructured surface by controlling the distribution and strength of the magnetic field; Currently, there are some other methods for microstructured surface finishing, such as laser polishing and fluid jet polishing (FJP).
2. Tool Based Polishing
2. Tool based polishing
Tool based polishing is a relatively common method in microstructured surface finishing [10][11]. Among the tool based polishing, the representative one is the pin type and wheel type tool polishing method proposed by Brinksmeier et al [10]. which are used to polish the V-groove and fresnel lens microstructured surfaces. Compared with MFAF and other methods, this method has certain advantages in maintaining the precision of microfeature and reducing the roughness. However, the disadvantage of this method is that the polishing tool is easy to wear because the polishing tool is relatively sharp. This requires frequent replacement of polishing tools during large area polishing to maintain uniformity of material removal.
Cheung et al [11]. proposed a new method for microstructured surface finishing using air bags. Ballonet polishing method takes advantage of the self-adaptation of the airbag tool to match the surface shape of the processed workpiece, which can realize the polishing of a wide range of microstructured surfaces. However, this method is limited to the polishing of continuous microfeatures such as microlens arrays.
3. Magnetic Field-Assist Finishing
3. Magnetic field-assist finishing
MFAF has the advantages of high processing efficiency, good surface quality, and easy control. Based on these advantages, researchers used MFAF for microstructured surface finishing. Magnetorheological finishing (MRF) have been used for 3D microstructured surface finishing successfully. It can significantly reduce the surface roughness of the microfeatures. The principle is that there is high gradient magnetic field intensity in a certain gap between the microstructured surface workpiece and movement plate. When polishing the microstructured surface, the magnetorheological fluid adheres to the surface of the microfeatures under the action of the magnetic field and the flow field. Abrasives attached in the surface of the iron chain finish the material removal by fluid dynamic pressure and shear force on the surface of the workpiece [12]. Kim et al [13]. used a magnetorheological fluid mixed abrasive as a polishing tool to polish 3D silicon channels. The results show that the surface roughness Ra of the bottom and side of the channel is reduced by 5-10 times, but due to the different material removal rates at the bottom and top, the change in height can be clearly observed and the surface accuracy of the microfeatures is not well maintained.
Magnetic compound fluid polishing (MCFP) can be used for microstructured surface finishing, which can significantly reduce the surface roughness of microstructures. Wang et al [14]. conducted a feasibility study on the polishing of the V-groove surfaces using magnetic composite polishing fluid. The results show that although the microfeatured surface roughness is significantly reduced, due to the rotational movement of the polishing tool, the surface accuracy of the microfeatures is not well maintained.
The local vibration-assisted magnetic abrasive polishing (VAMAP) can be used for the polishing of optical and micro-fluid microstructured surfaces [15][16][17]. The principle of VAMAP is to introduce vibration on the basis of magnetic field and form a relative motion between the magnetic abrasive and the microfeature surface to remove the material[18]. The process can effectively remove the burrs and tool marks formed during the microfeature forming, and maintain the fine forms of the microfeature while improving the surface roughness.
4. Other Methods
4. Other methods
Laser polishing is a non-traditional finishing method that can be applied to the microfluidic microstructured surface finishing. Laser polishing is processed by the interaction of laser and material surface, and it follows the general law of laser and material interaction. Laser polishing is particularly suitable for the fine polishing of super-hard materials and brittle materials, and has good development prospects and little pollution. Seungman et al [18].Studied the effect of CO2 laser polishing of quartz on its surface roughness. Its research pointed out that the translational speed and pitch of a laser spot have an effect on the surface roughness and shape accuracy of the microchannel, when the microfluidic channel is polished at a pitch of 180 μm and a translation speed of 50 mm/s, it has the best effect, and its surface roughness is reduced by 40%. Compared with the method of etching the micro-featured surface by HF solution, the laser polishing method can achieve a certain surface roughness while greatly improving the polishing efficiency. However, laser polishing also has shortcomings such as high equipment price and high processing cost.
FJP is a kind of new ultra-precision machining technology. The process is suitable for complex shape and optical component with microfeatures. Compared with traditional polishing method, it has many advantages, such as high adaptability, no surface damage, high precision polishing and no boundary effect, etc [19]. Wang et al [20]. use multi-jet polishing to polish the microlens array and achieves a higher polishing efficiency at 0.0148 mm3/min. However, FJP is limited to the continuous microstructured surface, because the abrasive particles ejected from the nozzle are easily dispersed, and it is easy to cause excessive polishing at the sharp corners.
References
- C.J. Evans; J.B. Bryan; “Structured”,“textured” or “engineered” surfaces. CIRP Annals 1999, 48, 541-556, 10.1016/S0007-8506(07)63233-8.
- M. Bass; J.M. Enoch; V. Lakshminarayanan; Handbook of Optics: Volume III–Vision and Vision Optics: McGraw Hill Professional, Access Engineering 2010.
- S.K. Mitra; S. Chakraborty; Microfluidics and nanofluidics handbook: fabrication, implementation and applications. CRC press 2011.
- R. Seemann; M. Brinkmann; E.J. Kramer; F.F. Lange; Lipowsky R; Wetting morphologies at microstructured surfaces. Proceedings of the National Academy of Sciences 2005, 102, 1848-1852, 10.1073/pnas.0407721102.
- E. Brinksmeier; O. Riemer; R. Stern; Machining of precision parts and microstructures. Initiatives of Precision Engineering at the Beginning of a Millennium: Springer 2002, 3-11.
- J. Guo; J. Zhang; H. Wang; K. Liu; A.S. Kumar; Surface quality characterisation of diamond cut V-groove structures made of rapidly solidified aluminium RSA-905. Precision Engineering 2018, 53, 120-133, 10.1016/j.precisioneng.2018.03.004.
- Y.J. Wang; A. Xu; S.M. Yan; D.Z Jin; W. Xiang; Influence of micromachining process error on the performance of THz folded waveguide TWT. Journal of Terahertz Science and Electronic Information 2015, 2, 179-183.
- C.L. He; W.J. Zong; Diffraction effect and its elimination method for diamond-turned optics. Optics Express 2019, 27, 1326-1344, 10.1364/oe.27.001326.
- D.J. Guckenberger; T.E. De Groot; A.M. Wan; D.J. Beebe; E.W. Young; Micromilling: a method for ultra-rapid prototyping of plastic microfluidic devices. Lab on A Chip 2015, 15, 2364-2378, 10.1039/c5lC00234f.
- E. Brinksmeier; O. Riemer; Deterministic production of complex optical elements. International Journal of Production Engineering and Computers-Special Issue on CAPP and Advances in Cutting Technology 2002, 4, 63-72.
- C.F. Cheung; L.B. Kong; L.T. Ho; S.To; Modelling and simulation of structure surface generation using computer controlled ultra-precision polishing. Precision Engineering 2011, 35, 574-590, 10.1016/j.precisioneng.2011.04.001.
- J.Q. Wang; Q. Xiao; Research progress of magnetorheological polishing technology. Surface Technology 2019, 48, 317-328.
- W.B. Kim; S.H. Lee; B.K. Min; Surface finishing and evaluation of three-dimensional silicon microchannel using magnetorheological fluid. Journal of Manufacturing Science and Engineering 2004, 126, 772-778, 10.1115/1.1811113.
- Y. Wang; Y. Wu; M. Nomura; Feasibility study on surface finishing of miniature V-grooves with magnetic compound fluid slurry. Precision Engineering 2016, 45, 67-78, 10.1016/j.precisioneng.2016.01.010.
- J. Guo; H.J.H. Jong; R.K. Kang; D.M. Guo; Novel localized vibration-assisted magnetic abrasive polishing method using loose abrasives for V-groove and fresnel optics finishing. Opticals Express 2018, 26, 11608-11619, 10.1364/oe.26.011608.
- J. Guo; W.H. Feng; H.J.H. Jong; H. Suzuki; R.K. Kang; Finishing of rectangular microfeatures by localized vibration-assisted magnetic abrasive polishing method. Journal of Manufacturing Processes 2020, 49, 204-213, 10.1016/j.jmapro.2019.11.026.
- J. Guo; K. Liu; Z.F. Wang; G.L. Tnay; Magnetic field-assisted finishing of a mold insert with curved microstructures for injection molding of microfluidic chips. Tribology International 2017, 114, 306-314, 10.1016/j.triboint.2017.04.019.
- S. Jung; P.A. Lee; B.H. Kim; Surface polishing of quartz-based microfluidic channels using CO2 laser. Microfluidics and Nanofluidics 2016, 20, 84, 10.1007/s10404-016-1748-8.
- Z.Y. Wang; L.X. Zhang; P.F. Sun; L. Jian; C.Z. Yin; Review on technology of scraped jet polishing. Electrical Processing and Mold 2019, S1, 70-74.
- C.J. Wang; C.F. Cheung; L.T. Ho; M. Y. Liu; W.B. Lee; A novel multi-jet polishing process and tool for high-efficiency polishing. International Journal of Machine Tools & Manufacture 2017, 115, 60-73, 10.1016/j.ijmachtools.2016.12.006.